Вам также может понравиться
- Formato InformeДокумент18 страницFormato InformeLuis FerОценок пока нет
- 0240 CVB 0007Документ4 страницы0240 CVB 0007Hobner Josep Soto CastilloОценок пока нет
- 25635-320-PTPM-M-0013 (0220-CVB-0004)Документ4 страницы25635-320-PTPM-M-0013 (0220-CVB-0004)Hobner Josep Soto CastilloОценок пока нет
- Iei Ats 230560015 Barrick Bomba Sumergible Warman 280-40-1800 SN N-49 - 230705 - 104616Документ12 страницIei Ats 230560015 Barrick Bomba Sumergible Warman 280-40-1800 SN N-49 - 230705 - 104616Luis LopezОценок пока нет
- IEI ATS 230560012 BARRICK BOMBA SUMERGIBLE DRAGFLOW EL35MGB SN 5224 Rv01 - 230705 - 104656Документ13 страницIEI ATS 230560012 BARRICK BOMBA SUMERGIBLE DRAGFLOW EL35MGB SN 5224 Rv01 - 230705 - 104656Luis LopezОценок пока нет
- Mantenimiento PredictivoДокумент25 страницMantenimiento PredictivoDavidОценок пока нет
- Guia de Certificacion Y Aseguramiento TecnicoДокумент6 страницGuia de Certificacion Y Aseguramiento TecnicoAndrea VivasОценок пока нет
- Cot. Zaranda 6x14Документ4 страницыCot. Zaranda 6x14LIZANA QUISPE ELMER ARSENIOОценок пока нет
- 201 POE Cambio de Anillo de Ajuste Al Set de Chancadora TerciariaДокумент5 страниц201 POE Cambio de Anillo de Ajuste Al Set de Chancadora Terciariahumberto cuyoОценок пока нет
- Informe de Servicio 3508BДокумент9 страницInforme de Servicio 3508BMiscelanea RonnyОценок пока нет
- Protocolos Pruebas TDFДокумент16 страницProtocolos Pruebas TDFClaudioОценок пока нет
- Guia PR5 TMДокумент5 страницGuia PR5 TMMATEO ALEJANDRO PERUGACHI PADILLAОценок пока нет
- Ficha Técnica Monitor de Signos Vitales ZoncareДокумент8 страницFicha Técnica Monitor de Signos Vitales ZoncareDayana LopezОценок пока нет
- Kit Hidráulica ProporcionalДокумент6 страницKit Hidráulica ProporcionalNairo Julian RodriguezОценок пока нет
- Hoja de Vida EquiposДокумент4 страницыHoja de Vida EquiposCarolina MartinezОценок пока нет
- XXX X01/X01Документ13 страницXXX X01/X01electrico_concepcionОценок пока нет
- ANEXO 8 Formularios Protocolo de Pruebas Reles de Protección-VFДокумент38 страницANEXO 8 Formularios Protocolo de Pruebas Reles de Protección-VFBaj LtdaОценок пока нет
- Certificado 2Документ1 страницаCertificado 2DiegoCastroОценок пока нет
- Emapa I Especificaciones TecnicasДокумент8 страницEmapa I Especificaciones Tecnicasandrés VacaОценок пока нет
- Reporte de Mantenimiento de Grupo Electrógeno (Respaldo Eléctrico)Документ3 страницыReporte de Mantenimiento de Grupo Electrógeno (Respaldo Eléctrico)Gustavo RobertОценок пока нет
- Raul 3Документ1 страницаRaul 3omarОценок пока нет
- Ficha Tecnica AngyДокумент39 страницFicha Tecnica AngyMarko LopezОценок пока нет
- Insp. de Vibro - MordazaДокумент8 страницInsp. de Vibro - MordazaJulio Chapilliquen SandovalОценок пока нет
- Ssoma-076-Lista de Verificación de Maquina de SoldarДокумент1 страницаSsoma-076-Lista de Verificación de Maquina de SoldarRodrigo ValeroОценок пока нет
- Reporte Diario 22.02.2023Документ2 страницыReporte Diario 22.02.2023Juan Manuel Lara IzquierdoОценок пока нет
- Informe Excavadora 329dlДокумент7 страницInforme Excavadora 329dlPaye N. D-h100% (1)
- P12 - Mantenimiento Predictivo 2020Документ6 страницP12 - Mantenimiento Predictivo 2020alejoОценок пока нет
- Papeles de Los EquiposДокумент20 страницPapeles de Los EquiposJeisson David Villamizar BarraganОценок пока нет
- 006 Autoclave de Vapor SemiautomáticaДокумент2 страницы006 Autoclave de Vapor SemiautomáticaaperezmonОценок пока нет
- Kit Neumatica BásicaДокумент6 страницKit Neumatica BásicaNairo Julian RodriguezОценок пока нет
- Alcance GM21Документ63 страницыAlcance GM21Jorge Luis SicattОценок пока нет
- Hoja de Vida, Orden de TrabajoДокумент11 страницHoja de Vida, Orden de Trabajocarlos andresОценок пока нет
- Pra (Resistencia - Termografía) AДокумент1 страницаPra (Resistencia - Termografía) AMaricruz OlivarОценок пока нет
- Especificación Tecnica de La Instrumentación Hojas de Datos Técnicos DENAДокумент5 страницEspecificación Tecnica de La Instrumentación Hojas de Datos Técnicos DENAJose Enrique AvilaОценок пока нет
- Raul 3Документ1 страницаRaul 3omarОценок пока нет
- Hoja de Vida Glucometro de Med InternaДокумент2 страницыHoja de Vida Glucometro de Med Internamanuel castro mercadoОценок пока нет
- Kit Hidráulica AvanzadaДокумент6 страницKit Hidráulica AvanzadaNairo Julian RodriguezОценок пока нет
- Control Vectorial Diseño e ImplementaciónДокумент93 страницыControl Vectorial Diseño e Implementaciónjdiazsdsyahoo.com.mxОценок пока нет
- Especificacion PemexДокумент93 страницыEspecificacion PemexEl LanchaОценок пока нет
- Anexos 1 2 3 4 5 y 6Документ21 страницаAnexos 1 2 3 4 5 y 6Silvia Fernanda Parra SepulvedaОценок пока нет
- Form 2 Power System (3G850 Lte Apm30h)Документ5 страницForm 2 Power System (3G850 Lte Apm30h)teofilo mamaniОценок пока нет
- Kit Electrohidráulica BásicaДокумент6 страницKit Electrohidráulica BásicaNairo Julian RodriguezОценок пока нет
- Constriturar PDFДокумент186 страницConstriturar PDFNicolas cardozoОценок пока нет
- Form 2 Power System (3G Lte Amp 30H)Документ5 страницForm 2 Power System (3G Lte Amp 30H)teofilo mamaniОценок пока нет
- Formacion OcupacionalДокумент5 страницFormacion OcupacionalAnonymous 4m0gtOZranОценок пока нет
- Hoja de Vida Megger CB 101Документ2 страницыHoja de Vida Megger CB 101BRIAN MAURICIO BOTINA OCAMPOОценок пока нет
- Ficha TecnicaДокумент69 страницFicha Tecnicakike110Оценок пока нет
- Ficha TecnicaДокумент69 страницFicha Tecnicakike110Оценок пока нет
- FomatosДокумент7 страницFomatosLuis ValdiviaОценок пока нет
- Proyecto FormulariosДокумент36 страницProyecto FormulariosHUACARA PEREIRA JHOVANA GLADISОценок пока нет
- Ficha Tecnica AVMДокумент3 страницыFicha Tecnica AVMGeovany GuainasОценок пока нет
- GOP MMO 30 Guia OperativaДокумент17 страницGOP MMO 30 Guia OperativaCancio Florez MendozaОценок пока нет
- Informe Motores Fuera de BordaДокумент11 страницInforme Motores Fuera de BordaJhon LozadaОценок пока нет
- TAREA 1 SánchezДокумент4 страницыTAREA 1 SánchezCarlos Alberto Sanchez VillanuevaОценок пока нет
- Formato 1. ANALISIS COMPARATIVO ECONOMICO ESTACIONES DE BOMBEOДокумент2 страницыFormato 1. ANALISIS COMPARATIVO ECONOMICO ESTACIONES DE BOMBEOIHC LTDA INGENIERÍA HIDRÁULICA Y CIVIL100% (1)
- 1663 Caracteristicas Tecnicas Garantizadas - Trafo de CДокумент28 страниц1663 Caracteristicas Tecnicas Garantizadas - Trafo de CAndre_81Оценок пока нет
- TP N°1 La Funcion D + DДокумент6 страницTP N°1 La Funcion D + DAndré SaavedraОценок пока нет
- Nuevo Formato Manos SagradasДокумент12 страницNuevo Formato Manos SagradasCamilo RodriguezОценок пока нет
- Características Tecnicas GarantizadasДокумент18 страницCaracterísticas Tecnicas Garantizadasalexis liccienОценок пока нет
- Clase 8 Bloques Funcionales de Sistemas FluidicosДокумент14 страницClase 8 Bloques Funcionales de Sistemas FluidicosEdgar CaloОценок пока нет
- Estudio para La Puesta en Marcha de Un Robot SCARA AdeptThree-XLДокумент66 страницEstudio para La Puesta en Marcha de Un Robot SCARA AdeptThree-XLEdgar CaloОценок пока нет
- Ilovepdf MergedДокумент100 страницIlovepdf MergedEdgar CaloОценок пока нет
- 8421-Texto Del Artã - Culo-8502-1-10-20110531Документ16 страниц8421-Texto Del Artã - Culo-8502-1-10-20110531Edgar Calo100% (1)
- Apuntes de Administración Gestión de ProyectosДокумент15 страницApuntes de Administración Gestión de ProyectosEdgar CaloОценок пока нет
- Cuentas-Edgar CaloДокумент7 страницCuentas-Edgar CaloEdgar CaloОценок пока нет
- Labo 7Документ5 страницLabo 7Edgar CaloОценок пока нет
- PDF Problemas Maq Dcdoc DDДокумент5 страницPDF Problemas Maq Dcdoc DDEdgar CaloОценок пока нет
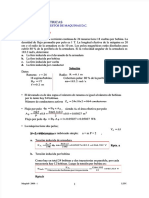
- Qdoc - Tips - Ejercicios de BombasДокумент4 страницыQdoc - Tips - Ejercicios de BombasEdgar CaloОценок пока нет
- Tipo de RoscasДокумент1 страницаTipo de RoscasSNAYEDRОценок пока нет
- Accesorios de FresaДокумент3 страницыAccesorios de Fresachoperu_terminatorОценок пока нет
- Mecánica de BancoДокумент46 страницMecánica de BancoNicolas Covaleda84% (37)
- Install MG22M82 MS22M82 MG22T82 MS22T82 DE68-04449P-00 ES PT DE FR NL IT PL 250122Документ56 страницInstall MG22M82 MS22M82 MG22T82 MS22T82 DE68-04449P-00 ES PT DE FR NL IT PL 250122Marlon VegaОценок пока нет
- Calculo de Levas Torno SemiautomaticoДокумент18 страницCalculo de Levas Torno SemiautomaticoMarkos Garcia IfranОценок пока нет
- Hardox 400Документ2 страницыHardox 400AndresОценок пока нет
- Libreto de Roscas Hynesur PDFДокумент18 страницLibreto de Roscas Hynesur PDFAlexander TgОценок пока нет
- Procesamiento Del MetalДокумент8 страницProcesamiento Del MetalARIEL MARTINEZ MEDINAОценок пока нет
- Ficha Tecnica Tornillo Cab Hex Tirafondo 1 4 X 40Документ1 страницаFicha Tecnica Tornillo Cab Hex Tirafondo 1 4 X 40dllocceОценок пока нет
- Tema 5 2Документ23 страницыTema 5 2bernardoОценок пока нет
- Procesos de Manufactura1Документ155 страницProcesos de Manufactura1Paola ArdilaОценок пока нет
- PROCESOS de MANUFACTURA Por Fresado Mortajado y BrochadoДокумент7 страницPROCESOS de MANUFACTURA Por Fresado Mortajado y BrochadoLuisa Angarita100% (1)
- Rectificado y AfiladoДокумент11 страницRectificado y Afiladojuan serranoОценок пока нет
- Capitulo 4Документ6 страницCapitulo 4Piero VillantoyОценок пока нет
- Test 2 MantenimientoДокумент41 страницаTest 2 MantenimientoDrimec Srl0% (1)
- Manual de Practicas de SoldaduraДокумент24 страницыManual de Practicas de SoldaduramarujaОценок пока нет
- Programación ISO EIAДокумент28 страницProgramación ISO EIAGiovanny AldásОценок пока нет
- Catalogo de Pernos y Tuercas JGD Sac.Документ10 страницCatalogo de Pernos y Tuercas JGD Sac.Novavista FusionesОценок пока нет
- Series de Rosca - Gruesa UNF y NFДокумент5 страницSeries de Rosca - Gruesa UNF y NFHaa SuperОценок пока нет
- Trabajo de Banco - Tecnología MecánicaДокумент24 страницыTrabajo de Banco - Tecnología MecánicaAshleyОценок пока нет
- Instrumentos de Trazado TripticoДокумент3 страницыInstrumentos de Trazado Tripticoelmancojuan defreefireОценок пока нет
- Tema8.Uniones SoldadasДокумент14 страницTema8.Uniones SoldadasAdam GordonОценок пока нет
- Estructuras de AceroДокумент35 страницEstructuras de AceroRicardo Aguilar80% (5)
- TMMVДокумент3 страницыTMMVAntonio Fernandez GuerraОценок пока нет
- Apu Escalera de AceroДокумент1 страницаApu Escalera de AceroRUBEN ALFAROОценок пока нет
- TR1 - Máquinas HerramientasДокумент2 страницыTR1 - Máquinas HerramientasLucio Starlim CAОценок пока нет
- PerforadoДокумент8 страницPerforadoJack C-gОценок пока нет
- Mathcad - Cálculo PernosДокумент7 страницMathcad - Cálculo PernosAngel HuamaniОценок пока нет
- Introducción Técnica AdaptadoresДокумент4 страницыIntroducción Técnica AdaptadoresRubén César GutiérrezОценок пока нет
- Torno y FresadoraДокумент31 страницаTorno y FresadorajuanОценок пока нет