Вам также может понравиться
- Flash This Qr-Code To Access This Intruction Sheet in Other LanguagesДокумент13 страницFlash This Qr-Code To Access This Intruction Sheet in Other LanguagesBojan TaskovicОценок пока нет
- 8999 2055 00 Diagrams and DrawingsДокумент83 страницы8999 2055 00 Diagrams and DrawingsBojan Taskovic0% (1)
- 9852 1541 01i Maintenance Instructions Boomer 104Документ246 страниц9852 1541 01i Maintenance Instructions Boomer 104Bojan Taskovic50% (2)
- 9852 1521 01g Operators Instruction Boomer 104Документ69 страниц9852 1521 01g Operators Instruction Boomer 104Bojan TaskovicОценок пока нет
- 9852 1522 01b Safety Boomer 104Документ43 страницы9852 1522 01b Safety Boomer 104Bojan TaskovicОценок пока нет
- I340gb02 15Документ30 страницI340gb02 15Bojan TaskovicОценок пока нет
- Using Software Zelio Soft in Educational Process TДокумент3 страницыUsing Software Zelio Soft in Educational Process TBojan TaskovicОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Lithonia Outdoor KV Series Vertical Area Brochure 2-86Документ4 страницыLithonia Outdoor KV Series Vertical Area Brochure 2-86Alan MastersОценок пока нет
- Project in TleДокумент7 страницProject in TleJustine Fabonan LangguyanОценок пока нет
- BJT 1Документ33 страницыBJT 1Deepthi S RОценок пока нет
- Rule 12VDC Submersible Bilge Pumps Installation & Operation InstructionsДокумент4 страницыRule 12VDC Submersible Bilge Pumps Installation & Operation InstructionsEmalaith BlackburnОценок пока нет
- Narrative Report TransformerДокумент6 страницNarrative Report TransformerMarvin GagarinОценок пока нет
- 15 Unit14Документ22 страницы15 Unit14Marlon AnchetaОценок пока нет
- Module 4 Single Phase Induction Motor 1Документ43 страницыModule 4 Single Phase Induction Motor 1saravananОценок пока нет
- 777-300ER CbsДокумент16 страниц777-300ER CbsWenio FigueiredoОценок пока нет
- Ee2302 Emii Nov 2010Документ2 страницыEe2302 Emii Nov 2010Belayneh TadesseОценок пока нет
- Permanent Magnet DC MotorДокумент4 страницыPermanent Magnet DC MotorSourav Kumar100% (1)
- Laptop Repair Complete Guide Including MotherboardДокумент2 страницыLaptop Repair Complete Guide Including MotherboardOliver F ShankzОценок пока нет
- CAT 3E-6477 Relay TestДокумент5 страницCAT 3E-6477 Relay TestmkОценок пока нет
- Zadatak 1. Trofazna Četvoropolna Kliznokolutna Asinhrona MašinaДокумент19 страницZadatak 1. Trofazna Četvoropolna Kliznokolutna Asinhrona MašinaAA RRОценок пока нет
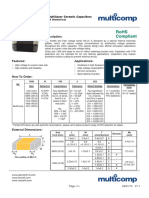
- Cap 220pF 2kVДокумент12 страницCap 220pF 2kVJoão Oliveira BentesОценок пока нет
- SL432xSF: DescriptionДокумент5 страницSL432xSF: Descriptionserrano.flia.coОценок пока нет
- Design and Implementation of VLSI Systems FundamentalДокумент25 страницDesign and Implementation of VLSI Systems FundamentalĐàm PhượngОценок пока нет
- Manual Welding Products Cable ConnectorsДокумент2 страницыManual Welding Products Cable ConnectorscarlosОценок пока нет
- Alternator Technical Specification - AДокумент16 страницAlternator Technical Specification - AMd.Jahangir alamОценок пока нет
- Maintain. TrainingДокумент2 страницыMaintain. TrainingNayanОценок пока нет
- Dual Channel Low Input Current, High Gain Optocouplers: HCPL-2730 HCPL-0730 HCPL-2731 HCPL-0731Документ12 страницDual Channel Low Input Current, High Gain Optocouplers: HCPL-2730 HCPL-0730 HCPL-2731 HCPL-0731Nguyen Phuoc HoОценок пока нет
- Load Test On DC Compund GeneratorДокумент4 страницыLoad Test On DC Compund Generatorkudupudinagesh50% (12)
- GTEC IndiaДокумент15 страницGTEC IndiaGIGIОценок пока нет
- Dist BoardsДокумент28 страницDist Boardseng_waleed2008Оценок пока нет
- Ruff Neck Owners ManualДокумент16 страницRuff Neck Owners ManualtroybuckleОценок пока нет
- g5 Medical Devices Vibracare Vibraacare Service ManualДокумент4 страницыg5 Medical Devices Vibracare Vibraacare Service ManualFélix HernándezОценок пока нет
- TransientДокумент1 страницаTransientEarl JennОценок пока нет
- PR502 DatasheetДокумент2 страницыPR502 DatasheetpiruthivirajОценок пока нет
- BASIC ELECTRONICS (3110016) - AssignmentsДокумент6 страницBASIC ELECTRONICS (3110016) - AssignmentspankhaniajatinОценок пока нет
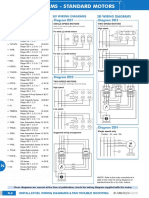
- Wiring DiagramsДокумент4 страницыWiring DiagramsAli Shaikh Abdul50% (2)
- AUH ElecWiringRegs2007Rev01Документ240 страницAUH ElecWiringRegs2007Rev01Muhammad RazaОценок пока нет