Вам также может понравиться
- Debottlenecking A Distillation ColumnДокумент12 страницDebottlenecking A Distillation Columnrasik.kirane100% (1)
- Datos de La Bomba Tuthill PDFДокумент24 страницыDatos de La Bomba Tuthill PDFRaulEfrainCharrezCastillo100% (1)
- Radiation Protection Program PDFДокумент49 страницRadiation Protection Program PDFck19654840Оценок пока нет
- How To Size Pump Suction PipingДокумент2 страницыHow To Size Pump Suction PipingShebnemОценок пока нет
- GIS 36-107 Integral Cladding Weld Overlay and Limited LooseДокумент17 страницGIS 36-107 Integral Cladding Weld Overlay and Limited LooseMarkoJovicin100% (5)
- GIS 36-107 Integral Cladding Weld Overlay and Limited LooseДокумент17 страницGIS 36-107 Integral Cladding Weld Overlay and Limited LooseMarkoJovicin100% (5)
- BOPs and Their ControlДокумент59 страницBOPs and Their Controlelflaco79Оценок пока нет
- API 579 Fitness For Service For Nozzles and Flanges (APIFFSB) Module OverviewДокумент49 страницAPI 579 Fitness For Service For Nozzles and Flanges (APIFFSB) Module Overviewck19654840Оценок пока нет
- Tego Sulpho Release Agents For Sulphur Pastillizing PDFДокумент11 страницTego Sulpho Release Agents For Sulphur Pastillizing PDFck19654840Оценок пока нет
- TAMU - Pemex: Well ControlДокумент60 страницTAMU - Pemex: Well Controldriller22Оценок пока нет
- REBOILER CALCULATION GUIDEДокумент12 страницREBOILER CALCULATION GUIDESabba CabbaОценок пока нет
- Aiche-16-024 Improved Urea ProcessДокумент8 страницAiche-16-024 Improved Urea ProcessdavidОценок пока нет
- BOP and Subsea Equipment for Offshore DrillingДокумент59 страницBOP and Subsea Equipment for Offshore DrillingYoun Seok Choi100% (1)
- C++ FundamentalsДокумент207 страницC++ Fundamentalsbrm1shubhaОценок пока нет
- Tower Configuration and Application SizingДокумент19 страницTower Configuration and Application SizingImran AzizОценок пока нет
- Trip TicketДокумент2 страницыTrip TicketKynth Ochoa100% (2)
- Mechanical GA Drawings - Rev.1Документ14 страницMechanical GA Drawings - Rev.1unnicyriacОценок пока нет
- 01 Samss 016 PDFДокумент14 страниц01 Samss 016 PDFck19654840Оценок пока нет
- Gouging Procedure PDFДокумент11 страницGouging Procedure PDFck19654840100% (1)
- Gouging Procedure PDFДокумент11 страницGouging Procedure PDFck19654840100% (1)
- Articulo SPEДокумент7 страницArticulo SPEchirinoslaaОценок пока нет
- An Atmospheric Crude Tower RevampДокумент6 страницAn Atmospheric Crude Tower Revampniladri_paulОценок пока нет
- NDT RT PDFДокумент13 страницNDT RT PDFck19654840Оценок пока нет
- NDT RT PDFДокумент13 страницNDT RT PDFck19654840Оценок пока нет
- TestsДокумент10 страницTestsShakeel AhmedОценок пока нет
- Pump Sterling PDFДокумент18 страницPump Sterling PDFJackОценок пока нет
- Spherical Pressure Vessels PDFДокумент10 страницSpherical Pressure Vessels PDFck19654840Оценок пока нет
- Apv Phe PDFДокумент23 страницыApv Phe PDFPatrascu MariusОценок пока нет
- Heat ExchangersДокумент66 страницHeat ExchangerssafwanОценок пока нет
- Case - Study On Recruitment and SelectionДокумент29 страницCase - Study On Recruitment and SelectionDonasian Mbonea Elisante Mjema100% (1)
- Process Plant ServicesДокумент11 страницProcess Plant ServicesByme GsckcОценок пока нет
- Heat ExchangersДокумент66 страницHeat ExchangersSaptarshi MandalОценок пока нет
- TAMU - Pemex Offshore Drilling: Lesson 4 Blowout Preventers and Their ControlДокумент59 страницTAMU - Pemex Offshore Drilling: Lesson 4 Blowout Preventers and Their Controldriller220% (1)
- Roll Forming Handbook: George T. HalmosДокумент6 страницRoll Forming Handbook: George T. HalmosMarco Cruz67% (3)
- Distillation System LimitationsДокумент6 страницDistillation System LimitationsparmindarranaОценок пока нет
- Mech DesignДокумент4 страницыMech DesignBạch Trung PhúОценок пока нет
- Residence Time for Liquid in Distillation Column SumpsДокумент1 страницаResidence Time for Liquid in Distillation Column Sumpstetemian8778Оценок пока нет
- E: Drops 1. General Function. - The: Figure 2-18. Series of Rectangular Inclined Drops. P-328-701-7738Документ28 страницE: Drops 1. General Function. - The: Figure 2-18. Series of Rectangular Inclined Drops. P-328-701-7738Janc LizamaОценок пока нет
- Heat Exchanger Design and Selection GuideДокумент34 страницыHeat Exchanger Design and Selection Guidesantosh awateОценок пока нет
- Heat Exchangers (34 Pages)Документ34 страницыHeat Exchangers (34 Pages)Rafael OliveiraОценок пока нет
- Correcting vacuum column design flaws to maximize diesel recoveryДокумент4 страницыCorrecting vacuum column design flaws to maximize diesel recoverys k kumarОценок пока нет
- Pumping Height EstimationДокумент2 страницыPumping Height EstimationJeff ShamОценок пока нет
- Viscous FlowДокумент47 страницViscous FlowthyvaibhavОценок пока нет
- Plugback CementingДокумент24 страницыPlugback CementingMehdi NorouziОценок пока нет
- 7Документ6 страниц7Billie CalasanzОценок пока нет
- Cooling Tower Bypass LineДокумент1 страницаCooling Tower Bypass LinekapsarcОценок пока нет
- Fix Nozzle LocationsДокумент4 страницыFix Nozzle LocationsRuben LealОценок пока нет
- BOPs and Their ControlДокумент59 страницBOPs and Their ControlMahmoud NassarОценок пока нет
- DDG-T-P-03310 Condensate StripperДокумент11 страницDDG-T-P-03310 Condensate StripperCristinaОценок пока нет
- Sartika Anggraini - 4 Kib - Double Pipe Heat ExchangerДокумент6 страницSartika Anggraini - 4 Kib - Double Pipe Heat ExchangerSartika AnggrainiОценок пока нет
- Chimney Trays PDFДокумент4 страницыChimney Trays PDFSavan JaviaОценок пока нет
- Hot Gas Defrost Piping Diagrams PDFДокумент24 страницыHot Gas Defrost Piping Diagrams PDFjoyaОценок пока нет
- Rweyq-T Refpipsel 4p347465-1a (1) enДокумент1 страницаRweyq-T Refpipsel 4p347465-1a (1) enKarmeen RamziОценок пока нет
- Pump Performance and Characteristic Curves TAB Journal 1997 SpringДокумент8 страницPump Performance and Characteristic Curves TAB Journal 1997 SpringMr humanОценок пока нет
- Kettle HewittДокумент11 страницKettle HewittAimée CEmОценок пока нет
- 20 Steam 2 QuesДокумент6 страниц20 Steam 2 Quesأحمد إبراهيم شواربОценок пока нет
- HVAC T-Chart - Surface AreaДокумент4 страницыHVAC T-Chart - Surface AreaMaarij AnjumОценок пока нет
- Fluid Mechanics 8th Edition White Solutions ManualДокумент25 страницFluid Mechanics 8th Edition White Solutions ManualHannahMendozajtykОценок пока нет
- Langdon e Hartman (2007) - FCC Gas Concentration Unit Stripper RevampДокумент5 страницLangdon e Hartman (2007) - FCC Gas Concentration Unit Stripper Revampvazzoleralex6884Оценок пока нет
- Scientific Devices (B) Pvt. LTD.: Instruction Manual FOR by - Pass RotameterДокумент5 страницScientific Devices (B) Pvt. LTD.: Instruction Manual FOR by - Pass RotameterfaqdaniОценок пока нет
- HPC Stage II 23417Документ18 страницHPC Stage II 23417HarryBouterОценок пока нет
- Open Ended Lab ReportДокумент18 страницOpen Ended Lab ReportAbdullah IshaqОценок пока нет
- 1993 - Distillation Column TargetsДокумент12 страниц1993 - Distillation Column TargetsOctaviano Maria OscarОценок пока нет
- PGE 407 Pressure Buildup Analysis Alternative MethodsДокумент69 страницPGE 407 Pressure Buildup Analysis Alternative Methodsshuaibu abdullahiОценок пока нет
- Sprolan 3-Wat Heat Reclaim Valves Service ManualДокумент12 страницSprolan 3-Wat Heat Reclaim Valves Service Manualrlynch33Оценок пока нет
- 7Документ6 страниц7Billie CalasanzОценок пока нет
- Repair Parts Sheet for P-391 and P-392 Hydraulic PumpsДокумент8 страницRepair Parts Sheet for P-391 and P-392 Hydraulic PumpsAdolfo TehuintleОценок пока нет
- Sa07 01 007 - CTGS 036 1 PDFДокумент4 страницыSa07 01 007 - CTGS 036 1 PDFyosriОценок пока нет
- Boot Lift - Data SheetДокумент2 страницыBoot Lift - Data SheetHarshGuptaОценок пока нет
- Renovating The Scott 222C, Part 3Документ13 страницRenovating The Scott 222C, Part 3abbi johnsonОценок пока нет
- Solution Manual For Chemical Process Equipment Design 1St Edition by Turton Shaeiwitz Isbn 013380447X 9780133804478 Full Chapter PDFДокумент36 страницSolution Manual For Chemical Process Equipment Design 1St Edition by Turton Shaeiwitz Isbn 013380447X 9780133804478 Full Chapter PDFtiffany.kunst387100% (10)
- Lecture 22, 23, 24, 25, 26 - 27Документ67 страницLecture 22, 23, 24, 25, 26 - 27Islamic Production.Оценок пока нет
- Dis de Lineas de TracingДокумент2 страницыDis de Lineas de TracingMario CastilloОценок пока нет
- 0214 PDFДокумент1 страница0214 PDFck19654840Оценок пока нет
- Design of Conical Roof Structure of Liquid Sulphur Storage TankДокумент8 страницDesign of Conical Roof Structure of Liquid Sulphur Storage TankSaravanan SОценок пока нет
- Calculating Maximum Tube Metal TemperaturesДокумент12 страницCalculating Maximum Tube Metal Temperaturesck19654840Оценок пока нет
- Distillation HandbookДокумент52 страницыDistillation HandbookdionarasimОценок пока нет
- Sieve Tray Calculations PDFДокумент4 страницыSieve Tray Calculations PDFck19654840Оценок пока нет
- Distillation Column Basics PDFДокумент4 страницыDistillation Column Basics PDFck19654840Оценок пока нет
- Cooling Tower Components PDFДокумент4 страницыCooling Tower Components PDFck19654840Оценок пока нет
- Felleslab: Distillation Columns: SeparationДокумент20 страницFelleslab: Distillation Columns: Separationck19654840Оценок пока нет
- Felleslab: Distillation Columns: SeparationДокумент20 страницFelleslab: Distillation Columns: Separationck19654840Оценок пока нет
- Epoxy Potable Water PDFДокумент10 страницEpoxy Potable Water PDFck19654840Оценок пока нет
- Astm A240 Ss316Документ12 страницAstm A240 Ss316Henky PramaОценок пока нет
- Dhawi - Reclassification of SRU Equipment To ASME Section VIIIDivision 1 PDFДокумент8 страницDhawi - Reclassification of SRU Equipment To ASME Section VIIIDivision 1 PDFRenan Gustavo PazОценок пока нет
- IGCAR Paper On Heat Exchanger Material PDFДокумент14 страницIGCAR Paper On Heat Exchanger Material PDFlalitОценок пока нет
- JISG4051 S45C high carbon steel plateДокумент1 страницаJISG4051 S45C high carbon steel plateck19654840100% (1)
- Felleslab: Distillation Columns: SeparationДокумент20 страницFelleslab: Distillation Columns: Separationck19654840Оценок пока нет
- Distillation Column Basics PDFДокумент4 страницыDistillation Column Basics PDFck19654840Оценок пока нет
- 9829d23b-6e45-4cbd-b732-f870faff49a0Документ6 страниц9829d23b-6e45-4cbd-b732-f870faff49a0Swamy Dhas DhasОценок пока нет
- Glossary of Heat Exchanger TerminologyДокумент2 страницыGlossary of Heat Exchanger Terminologypvwander100% (1)
- APR Lntegrus Singapore TechnicalДокумент148 страницAPR Lntegrus Singapore Technicaldom007thyОценок пока нет
- BW17V1D24Документ5 страницBW17V1D24Lye YpОценок пока нет
- Calculation Framework GuideДокумент126 страницCalculation Framework GuidedeeptiakkaОценок пока нет
- Samsung ML-1710 Recarga PDFДокумент6 страницSamsung ML-1710 Recarga PDFarkittoОценок пока нет
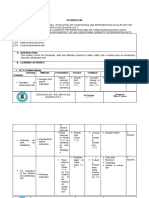
- Session Plan (Julaps)Документ10 страницSession Plan (Julaps)Wiljhon Espinola JulapongОценок пока нет
- Elon Musk - WikipediaДокумент64 страницыElon Musk - WikipediaPranay jalluОценок пока нет
- DabbawalaДокумент27 страницDabbawalaAditya ShresthaОценок пока нет
- 08M70 MGS A30Документ4 страницы08M70 MGS A30henkesОценок пока нет
- Tm500 Lte-A 3gpp Lte TestДокумент8 страницTm500 Lte-A 3gpp Lte TestSmith KumarОценок пока нет
- 23 - Eave StrutsДокумент2 страницы23 - Eave StrutsTuanQuachОценок пока нет
- Hybrid SCADA NetworksДокумент11 страницHybrid SCADA NetworksMarisela AlvarezОценок пока нет
- 32LS3400 KoreaДокумент60 страниц32LS3400 KoreaNightin VargheseОценок пока нет
- Igv Check Sheets: Maintenance Department Dr2 - Instrumentation Date: Shift: Shift in ChargeДокумент12 страницIgv Check Sheets: Maintenance Department Dr2 - Instrumentation Date: Shift: Shift in Chargesangeeth85Оценок пока нет
- The DC Blocking Filter - J de Freitas Jan 2007Документ7 страницThe DC Blocking Filter - J de Freitas Jan 2007Hiếu Trung HoàngОценок пока нет
- LED Floodlight Technical Data SheetДокумент7 страницLED Floodlight Technical Data SheetVishnu PrajapatiОценок пока нет
- DiMaggio Et Al 2001 Social Implication of The InternetДокумент30 страницDiMaggio Et Al 2001 Social Implication of The InternetDon CorneliousОценок пока нет
- FULLTEXT01Документ14 страницFULLTEXT01Văn Tuấn NguyễnОценок пока нет
- Patient in The Institute of Therapy and Rehabilitation of Pondok Pesantren Ibadurrahman Tenggarong Seberang)Документ10 страницPatient in The Institute of Therapy and Rehabilitation of Pondok Pesantren Ibadurrahman Tenggarong Seberang)Fitri AzizaОценок пока нет
- Une Preuve Facile de L'existence de Dieu L'ordre Du Monde - Pe. Joseph de Tonquedéc S.JДокумент30 страницUne Preuve Facile de L'existence de Dieu L'ordre Du Monde - Pe. Joseph de Tonquedéc S.JRenan MarquesОценок пока нет
- Codigos Ford Escape ReneДокумент1 страницаCodigos Ford Escape ReneKandy KnОценок пока нет
- Tommy Matsumoto, AT&T Jens Co. Yoshitaka Senoo, Daiichi Co.,LtdДокумент7 страницTommy Matsumoto, AT&T Jens Co. Yoshitaka Senoo, Daiichi Co.,Ltdpostscript100% (1)
- PRISM Proof Cloud Email ServicesДокумент11 страницPRISM Proof Cloud Email ServiceshughpearseОценок пока нет
- Marlin Ch14 PDFДокумент26 страницMarlin Ch14 PDFAlyaОценок пока нет
- Auto Parts Manufacturing in China: Ibisworld Industry ReportДокумент33 страницыAuto Parts Manufacturing in China: Ibisworld Industry ReportSaira BanuОценок пока нет