Вам также может понравиться
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryОт EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryОценок пока нет
- Line List: Project: Date Rev. No. Serial No. Doc. Type Discipline Phase Unit Plan/Project/SubДокумент1 страницаLine List: Project: Date Rev. No. Serial No. Doc. Type Discipline Phase Unit Plan/Project/SubAli AsadiОценок пока нет
- Profile of the International Pump Industry: Market Prospects to 2010От EverandProfile of the International Pump Industry: Market Prospects to 2010Рейтинг: 1 из 5 звезд1/5 (1)
- Smith Gasket BrochureДокумент29 страницSmith Gasket BrochureJeesan MathewОценок пока нет
- AL-2208-6'' Pig Launcher Engineering and Fabrication - KNOCДокумент5 страницAL-2208-6'' Pig Launcher Engineering and Fabrication - KNOCCaptainToniesОценок пока нет
- Highlights ASME Guides Preheat PWHT IДокумент4 страницыHighlights ASME Guides Preheat PWHT IArul Edwin Vijay VincentОценок пока нет
- INS T 004, Tol - OvalityДокумент4 страницыINS T 004, Tol - OvalityDeepakОценок пока нет
- Design Change Request Form 2013-08 Rev 2Документ5 страницDesign Change Request Form 2013-08 Rev 2Amjid AliОценок пока нет
- A78857-2 2.21 Hydrostaticting Testing Standard - A5E3L0Документ32 страницыA78857-2 2.21 Hydrostaticting Testing Standard - A5E3L0susanwebОценок пока нет
- Piping Database 1Документ16 страницPiping Database 1faizanAkhtarОценок пока нет
- Method Statement OF Air Blowing / Water Flushing of PipesДокумент19 страницMethod Statement OF Air Blowing / Water Flushing of Pipesarun kumar100% (1)
- Work Instruction FOR: Tensile TestДокумент4 страницыWork Instruction FOR: Tensile TestmahendraОценок пока нет
- Flanges ANSI16 5###Документ48 страницFlanges ANSI16 5###kunal shahОценок пока нет
- Flange Inspection - Part1Документ5 страницFlange Inspection - Part1safwanОценок пока нет
- 4-QAP Heat EXДокумент8 страниц4-QAP Heat EXAjit Patil100% (1)
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFДокумент26 страницNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosОценок пока нет
- Piping Thickness by ScheduleДокумент4 страницыPiping Thickness by SchedulekkabbaraОценок пока нет
- Technical Manual - 2000 USG Horizontal Lined Acid TankДокумент20 страницTechnical Manual - 2000 USG Horizontal Lined Acid TankGade JyОценок пока нет
- Checksheet - Installation, Testing of Fuel Oil SystemДокумент7 страницChecksheet - Installation, Testing of Fuel Oil Systemvhin84Оценок пока нет
- FDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Документ15 страницFDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Gisela ViskaОценок пока нет
- BOLT Torquing ReportДокумент4 страницыBOLT Torquing ReportSumith Kumar S MОценок пока нет
- Fabrication Tracking Sheet (29-June 4.00 AmДокумент9 страницFabrication Tracking Sheet (29-June 4.00 Amvishal bailurОценок пока нет
- How To Write A Welding Procedure Specification (WPS)Документ5 страницHow To Write A Welding Procedure Specification (WPS)Mohamed Atef100% (1)
- Electrode Consumption On Pipe WeldingДокумент2 страницыElectrode Consumption On Pipe Weldinganjangandak2932100% (1)
- Gasket Installation: DurlonДокумент3 страницыGasket Installation: Durlonlorenzo100% (1)
- Press Bolt Production Data Sheet 4 PDFДокумент7 страницPress Bolt Production Data Sheet 4 PDFGusti RamadaniОценок пока нет
- NDT of PipingДокумент1 страницаNDT of PipingVu Tung LinhОценок пока нет
- Made in Italy - EuropeДокумент8 страницMade in Italy - EuropeenenickОценок пока нет
- Wps PQR Spec IndexДокумент1 страницаWps PQR Spec IndexTridib DeyОценок пока нет
- Qap 8000ce Reactor - Repat - 1Документ2 страницыQap 8000ce Reactor - Repat - 1AliasgarОценок пока нет
- APV STD Insp & Test Plan API6D ValvesДокумент4 страницыAPV STD Insp & Test Plan API6D ValvesdbmingoОценок пока нет
- Storage Tank Hydrostatic Test Quality Control and Inspection Report Form PDFДокумент1 страницаStorage Tank Hydrostatic Test Quality Control and Inspection Report Form PDFRadhakrishna VachaОценок пока нет
- Pipe Bend Procedure SA-4200-70621Документ7 страницPipe Bend Procedure SA-4200-70621mohd as shahiddin jafri100% (1)
- API Welding Procedure Specification PDFДокумент3 страницыAPI Welding Procedure Specification PDFBob LeeОценок пока нет
- Weld History SheetДокумент2 страницыWeld History SheetAjin S100% (1)
- Customer Name Date Bid Due Date: Sweco Fab Inc. Customer RFQ FormДокумент2 страницыCustomer Name Date Bid Due Date: Sweco Fab Inc. Customer RFQ FormGustavo GarciaОценок пока нет
- WPS PqrchecklistДокумент1 страницаWPS PqrchecklistrodofgodОценок пока нет
- BS4504 16 DimensionsДокумент2 страницыBS4504 16 DimensionsalfonscarlОценок пока нет
- Pipe Thread NPT and BSPT Fittings CompatibilityДокумент5 страницPipe Thread NPT and BSPT Fittings CompatibilityEduardoОценок пока нет
- Flange Tracking LogДокумент5 страницFlange Tracking Logcorey jacobsОценок пока нет
- Fabrication of Pipes PDFДокумент2 страницыFabrication of Pipes PDFLakeisha0% (1)
- Witness Joint ChecklistДокумент1 страницаWitness Joint ChecklistAustin J AlfredОценок пока нет
- Hyundai Pipe CatalogueДокумент36 страницHyundai Pipe Cataloguefelram100% (2)
- Welding Log BookДокумент1 страницаWelding Log Booksamsurendran_mech4020Оценок пока нет
- Daily Report - XLSX 01Документ1 страницаDaily Report - XLSX 01kishoryawaleОценок пока нет
- Inspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusДокумент18 страницInspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusoberaiОценок пока нет
- Material Requisition For Bolt and Nuts-Rev0Документ5 страницMaterial Requisition For Bolt and Nuts-Rev0altipatlarОценок пока нет
- Inspection Report - ValvesДокумент2 страницыInspection Report - ValvesJaspal KaurОценок пока нет
- Belt Conveyor Draw FinishДокумент1 страницаBelt Conveyor Draw FinishRizki FauziОценок пока нет
- Insp Checklist - Piping AlignmentДокумент1 страницаInsp Checklist - Piping AlignmentesutjiadiОценок пока нет
- Bifold UpdatedДокумент8 страницBifold UpdatedGopinath GunasekaranОценок пока нет
- ITP For Pressure Vessel - Static EquipmentДокумент8 страницITP For Pressure Vessel - Static EquipmentReduddboyОценок пока нет
- QIR 101 Welder Qualification CertificateДокумент1 страницаQIR 101 Welder Qualification CertificateSamer BayatiОценок пока нет
- ITP For Pipe Materials (Stock)Документ7 страницITP For Pipe Materials (Stock)Hamid Taghipour ArmakiОценок пока нет
- ITP For Paint MaterialsДокумент6 страницITP For Paint MaterialsHamid Taghipour ArmakiОценок пока нет
- ITP For Bolts & NutsДокумент6 страницITP For Bolts & NutsHamid Taghipour ArmakiОценок пока нет
- ITP For Cable Ladder, Tray and ConduitДокумент6 страницITP For Cable Ladder, Tray and ConduitHamid Taghipour ArmakiОценок пока нет
- ITP For Manual ValveДокумент7 страницITP For Manual ValveHamid Taghipour ArmakiОценок пока нет
- ITP For Nuts & Bolts - R22Документ7 страницITP For Nuts & Bolts - R22Hamid Taghipour ArmakiОценок пока нет
- Itp For Ball ValveДокумент9 страницItp For Ball ValveHamid Taghipour ArmakiОценок пока нет
- Itp For Ball ValveДокумент9 страницItp For Ball ValveHamid Taghipour ArmakiОценок пока нет
- ITP For Radiographic FilmsДокумент7 страницITP For Radiographic FilmsHamid Taghipour ArmakiОценок пока нет
- ITP For Nuts & Bolts - R22Документ7 страницITP For Nuts & Bolts - R22Hamid Taghipour ArmakiОценок пока нет
- ITP For Paint MaterialsДокумент6 страницITP For Paint MaterialsHamid Taghipour ArmakiОценок пока нет
- ITP For Bolts & NutsДокумент6 страницITP For Bolts & NutsHamid Taghipour ArmakiОценок пока нет
- ITP For Bolts & NutsДокумент6 страницITP For Bolts & NutsHamid Taghipour ArmakiОценок пока нет
- Module 4-STS Espinas Bsat 1-1Документ2 страницыModule 4-STS Espinas Bsat 1-1Joseph Daniel EspinasОценок пока нет
- Water Jug & MissionariesДокумент52 страницыWater Jug & MissionariesAdmire ChaniwaОценок пока нет
- Ina201 Industrial Network ArchitectureДокумент2 страницыIna201 Industrial Network ArchitectureFranОценок пока нет
- FFSA BriefДокумент4 страницыFFSA Briefcontactnandu7415Оценок пока нет
- Questions & Answers On EDC OverviewДокумент89 страницQuestions & Answers On EDC Overviewkibrom atsbhaОценок пока нет
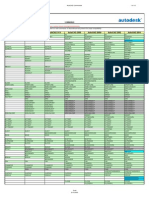
- Autocad R12 Autocad R13 Autocad R14 Autocad 2000 Autocad 2000I Autocad 2002 Autocad 2004Документ12 страницAutocad R12 Autocad R13 Autocad R14 Autocad 2000 Autocad 2000I Autocad 2002 Autocad 2004veteranul13Оценок пока нет
- Accenture Global Pharmaceutical and Company Planning Forecasting With Oracle HyperionДокумент2 страницыAccenture Global Pharmaceutical and Company Planning Forecasting With Oracle HyperionparmitchoudhuryОценок пока нет
- USA Cutter Suction Dredger Simulator TrainingДокумент2 страницыUSA Cutter Suction Dredger Simulator TrainingAbdullah Badawi BatubaraОценок пока нет
- 03-Instruction Set ArchitectureДокумент40 страниц03-Instruction Set ArchitectureccoccoheadОценок пока нет
- Svcet: Unit IV Traveling Waves On Transmission LineДокумент21 страницаSvcet: Unit IV Traveling Waves On Transmission LineDeepak CoolОценок пока нет
- Hexoloy SP Sic TdsДокумент4 страницыHexoloy SP Sic TdsAnonymous r3MoX2ZMTОценок пока нет
- Thesis Process MiningДокумент98 страницThesis Process MiningRamyapremnathОценок пока нет
- No More FTP White PaperДокумент11 страницNo More FTP White PaperrlogieОценок пока нет
- 0003-MI20-00S1-0031 Topside Paint Color Scheme PDFДокумент11 страниц0003-MI20-00S1-0031 Topside Paint Color Scheme PDFSobariandi AndiОценок пока нет
- Fuzzy LogicДокумент27 страницFuzzy LogicvibhutiОценок пока нет
- BC-2800 - Service Manual V1.1 PDFДокумент109 страницBC-2800 - Service Manual V1.1 PDFMarcelo Ferreira CorgosinhoОценок пока нет
- Tokopedia Engineer CultureДокумент25 страницTokopedia Engineer CultureDIna LestariОценок пока нет
- Alignment On Sundyne Compor PumpДокумент23 страницыAlignment On Sundyne Compor PumpBen Sijhi100% (1)
- NTE931 Integrated Circuit 3-Terminal Positive Voltage Regulator 5V, 3AДокумент2 страницыNTE931 Integrated Circuit 3-Terminal Positive Voltage Regulator 5V, 3AWilfredo MolinaОценок пока нет
- How McAfee Took First Step To Master Data Management SuccessДокумент3 страницыHow McAfee Took First Step To Master Data Management SuccessFirst San Francisco PartnersОценок пока нет
- RefrigerationДокумент44 страницыRefrigerationY20me135 V.LokeshОценок пока нет
- Bohol HRMD Plan 2011-2015Документ233 страницыBohol HRMD Plan 2011-2015Don Vincent Bautista Busto100% (1)
- Curriculum Review - PrinciplesДокумент8 страницCurriculum Review - Principlesa_magomnangОценок пока нет
- India International Centre India International Centre QuarterlyДокумент15 страницIndia International Centre India International Centre QuarterlySruti UОценок пока нет
- Aluminium Composite PanelsДокумент46 страницAluminium Composite PanelsSashwat GhaiОценок пока нет
- Design For ReliabilityДокумент32 страницыDesign For ReliabilityArman CustodioОценок пока нет
- How To Find MAC Address On A Mobile PhoneДокумент11 страницHow To Find MAC Address On A Mobile PhoneEyiwin WongОценок пока нет
- Perdele Economic B 2VVДокумент4 страницыPerdele Economic B 2VVakitainupufОценок пока нет
- Ryan Donnelly - Artificial Intelligence in GamingДокумент12 страницRyan Donnelly - Artificial Intelligence in GamingJavier Pardo MuñozОценок пока нет
- Class 6 Ioel 2017Документ8 страницClass 6 Ioel 2017A GuptaОценок пока нет