Вам также может понравиться
- Belt Drive SystemДокумент15 страницBelt Drive Systemafsana_rajОценок пока нет
- Design Consideration of Adjustable Height and Radial Belt Conveyor SystemДокумент6 страницDesign Consideration of Adjustable Height and Radial Belt Conveyor SystemseventhsensegroupОценок пока нет
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshОт EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshОценок пока нет
- Conveyor Speed Calculation: ResultsДокумент2 страницыConveyor Speed Calculation: ResultsyusefriОценок пока нет
- Gravity Roller Conveyor Design PDFДокумент21 страницаGravity Roller Conveyor Design PDFabdallah391Оценок пока нет
- Design and Optimization of Roller Conveyor SystemДокумент5 страницDesign and Optimization of Roller Conveyor SystemAnkit SrivastavaОценок пока нет
- 1298806680-Scraper Chain ConveyorДокумент2 страницы1298806680-Scraper Chain ConveyorAlexandro SouzaОценок пока нет
- Screw Conveyor O&M ManualДокумент20 страницScrew Conveyor O&M Manualjay b100% (1)
- Belt Tension CalculationДокумент5 страницBelt Tension Calculationmanoj983@gmail.comОценок пока нет
- Bucket Elevators Catalogue: Gambarotta GschwendtДокумент64 страницыBucket Elevators Catalogue: Gambarotta GschwendtRICARDOALEXBORGESОценок пока нет
- Beltconveyor 160117145350Документ20 страницBeltconveyor 160117145350Walther LaricoОценок пока нет
- Filter & Size ReductionДокумент20 страницFilter & Size ReductionMuhammad Putra RamadhanОценок пока нет
- Chain Drive: Guided By:-Prof. P.D. Wadile Presented By: - Hemraj C. Thakare Roll No: - 52Документ17 страницChain Drive: Guided By:-Prof. P.D. Wadile Presented By: - Hemraj C. Thakare Roll No: - 52Hemraj Thakare100% (1)
- Bucket Elevator: Instruction Manual MaintenanceДокумент26 страницBucket Elevator: Instruction Manual MaintenanceJ Dany T. Delgado100% (1)
- Design of A Material Handling Equipment: Belt Conveyor System For Crushed Limestone Using 3 Roll IdlersДокумент8 страницDesign of A Material Handling Equipment: Belt Conveyor System For Crushed Limestone Using 3 Roll IdlersRushikesh TajneОценок пока нет
- Presentación Equipo 2Документ62 страницыPresentación Equipo 2Ruben Lopez RicoОценок пока нет
- Rotary Airlock FeedersДокумент28 страницRotary Airlock Feederslhphong021191Оценок пока нет
- Apron Feeder CatДокумент4 страницыApron Feeder CatNarsi ReddyОценок пока нет
- Vibratory FeederДокумент13 страницVibratory FeederVal Vincent Tumale Laspiñas100% (2)
- Design Hammer Pivoted To RotorДокумент5 страницDesign Hammer Pivoted To RotorsubhendujenaОценок пока нет
- Chain ConveyorsДокумент4 страницыChain Conveyorsarup11nvОценок пока нет
- Textile Conveyor BeltsДокумент24 страницыTextile Conveyor BeltsShrinivas Bartakke100% (1)
- Belt Conveyor CalculationДокумент45 страницBelt Conveyor CalculationAnkurОценок пока нет
- Belt ConveyorДокумент21 страницаBelt ConveyorSurafelОценок пока нет
- Design GuideДокумент68 страницDesign GuiderdsrajОценок пока нет
- E - 7403-9000 - Table of ContentsДокумент4 страницыE - 7403-9000 - Table of Contentsraobabar21Оценок пока нет
- Beumer Bulk MaterialДокумент20 страницBeumer Bulk MaterialMahmoud NaelОценок пока нет
- Drive-Non Drive Pulley Shaft Dia Calculation of Belt Feeder - IS 11592Документ1 страницаDrive-Non Drive Pulley Shaft Dia Calculation of Belt Feeder - IS 11592BISWAJIT DASОценок пока нет
- Bearing Centre and Face Width in Conveyor PulleyДокумент8 страницBearing Centre and Face Width in Conveyor PulleyPrashant MishraОценок пока нет
- Standard Weld JointДокумент3 страницыStandard Weld Jointtalparadipak100% (1)
- Belt Tension CalculationДокумент6 страницBelt Tension CalculationNurul HaqueОценок пока нет
- Telescopic Conveyor BeltДокумент24 страницыTelescopic Conveyor BeltFarshad MahmoudiОценок пока нет
- Steel Cord Conveyor BeltingДокумент10 страницSteel Cord Conveyor BeltingnicolasОценок пока нет
- Pipe Conveyor: Sheet 1 of 3Документ3 страницыPipe Conveyor: Sheet 1 of 3Ravi KumarОценок пока нет
- Brochure Hammer Mill Granulex DFZP FB19230 enДокумент6 страницBrochure Hammer Mill Granulex DFZP FB19230 enmuhammadnainОценок пока нет
- E-Catalog - Operator Less Continues Vertical Conveyor From Impel Intralogistic - IndiaДокумент6 страницE-Catalog - Operator Less Continues Vertical Conveyor From Impel Intralogistic - IndiaImpel IntralogisticsОценок пока нет
- Conveyor Chain Design GuideДокумент64 страницыConveyor Chain Design GuideAtacomaОценок пока нет
- SCREW CONVEYOR Design Speed CalculatorДокумент1 страницаSCREW CONVEYOR Design Speed Calculatorozzy22Оценок пока нет
- Belt Conveyor 2Документ26 страницBelt Conveyor 2gunduanil17100% (2)
- Belt ConveyorsДокумент10 страницBelt ConveyorsRaja PalasaОценок пока нет
- Belt Selection Procedure-FENNERДокумент12 страницBelt Selection Procedure-FENNERkmambiОценок пока нет
- Flexible Pin Bush CouplingДокумент3 страницыFlexible Pin Bush Couplingsunilshinday1_456107Оценок пока нет
- Dunlop Conveyor Belt Design Manual PDFДокумент17 страницDunlop Conveyor Belt Design Manual PDFMuthuvel VivekОценок пока нет
- FABA CATALOGUE Bucket Elevator PDFДокумент23 страницыFABA CATALOGUE Bucket Elevator PDFahmerkhateebОценок пока нет
- Mato Belt Cleaner CatalogueДокумент12 страницMato Belt Cleaner Catalogueleeyod100% (1)
- Calculations For Gear Box Selection For 7Документ3 страницыCalculations For Gear Box Selection For 7Jiten Kumar BiswalОценок пока нет
- Conveyor Belt DesignДокумент9 страницConveyor Belt DesignMark Jun TrinidadОценок пока нет
- Chain Conveyor PT MagmaДокумент22 страницыChain Conveyor PT MagmaendriaberОценок пока нет
- Feeder TypesДокумент54 страницыFeeder Types1977julОценок пока нет
- Pan Conveyors PDFДокумент24 страницыPan Conveyors PDFcachorrexОценок пока нет
- Eriez-Vibratory Feeders PDFДокумент16 страницEriez-Vibratory Feeders PDFruben quedo salazarОценок пока нет
- A Review On Numerical and Experimental Study of Screw ConveyorДокумент4 страницыA Review On Numerical and Experimental Study of Screw ConveyorMangatur SimamoraОценок пока нет
- Braime Elevator Buckets CatalogueДокумент32 страницыBraime Elevator Buckets Cataloguevegamarco80Оценок пока нет
- PaletДокумент70 страницPaletargaОценок пока нет
- Chain Pull CalculationsДокумент39 страницChain Pull Calculationsmech_abhi100% (2)
- PCI Pulley Selection Guide 2023Документ37 страницPCI Pulley Selection Guide 2023Sebastián Silva ReyОценок пока нет
- Operation & Maintenance ManualДокумент38 страницOperation & Maintenance ManualSonu KumarОценок пока нет
- Ijett V20P208 PDFДокумент4 страницыIjett V20P208 PDFRodrigo GomezОценок пока нет
- PCI Pulley Selection Guide 2014Документ32 страницыPCI Pulley Selection Guide 2014Akram FerchichiОценок пока нет
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!От EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Рейтинг: 5 из 5 звезд5/5 (2)
- Cloth Limits: Sasol Polymers Slide 1 05 March 2003Документ1 страницаCloth Limits: Sasol Polymers Slide 1 05 March 2003Tawanda NyambiyaОценок пока нет
- Closing Device: Horizontal Filter Plate - Vertical ConstructionДокумент9 страницClosing Device: Horizontal Filter Plate - Vertical ConstructionTawanda NyambiyaОценок пока нет
- Cloth Drive: Larox Midimax PF Filter Cloth ArrangementДокумент1 страницаCloth Drive: Larox Midimax PF Filter Cloth ArrangementTawanda NyambiyaОценок пока нет
- 4a Plate PackДокумент17 страниц4a Plate PackTawanda NyambiyaОценок пока нет
- 2filtration Larox Filter PresentationДокумент11 страниц2filtration Larox Filter PresentationTawanda NyambiyaОценок пока нет
- Process Piping: - StructureДокумент10 страницProcess Piping: - StructureTawanda NyambiyaОценок пока нет
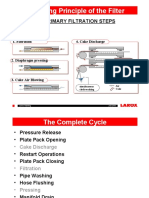
- Operating Principle of The Filter: Primary Filtration StepsДокумент7 страницOperating Principle of The Filter: Primary Filtration StepsTawanda Nyambiya100% (1)
- Nyambiya Tawanda L Final School ReportДокумент154 страницыNyambiya Tawanda L Final School ReportTawanda NyambiyaОценок пока нет
- Turningrolls Pos Eng Web PDFДокумент32 страницыTurningrolls Pos Eng Web PDFYogi YuganОценок пока нет
- 2008 Cherokee LibertyДокумент521 страница2008 Cherokee LibertyOswaldo Velasquez100% (1)
- ATZ Dual Clutch Transmissios in Transaxle DesigДокумент54 страницыATZ Dual Clutch Transmissios in Transaxle DesigpaulhnvОценок пока нет
- Arctic Cat 2012 350 Service ManualДокумент10 страницArctic Cat 2012 350 Service Manualrobert100% (40)
- 1.0-3.5t R Series IC Forklift-New Edtion PDFДокумент8 страниц1.0-3.5t R Series IC Forklift-New Edtion PDFSrđan HamovićОценок пока нет
- Catalogue PT-4455 - Rotary PumpДокумент134 страницыCatalogue PT-4455 - Rotary PumpRanjeet SinghОценок пока нет
- HOWO A7 The Operation and Maintenance Manual PDFДокумент160 страницHOWO A7 The Operation and Maintenance Manual PDFCatherine88% (8)
- 9.75"/8.8"/7.5" Ring Gear and Pinion Sets: Mustang/ranger/f-150 8.8"Документ1 страница9.75"/8.8"/7.5" Ring Gear and Pinion Sets: Mustang/ranger/f-150 8.8"Lilian BarcaОценок пока нет
- OTK Setup GuideДокумент13 страницOTK Setup GuideMilton CabreraОценок пока нет
- Commercial Air Spring Catalog Us PDFДокумент139 страницCommercial Air Spring Catalog Us PDFBlytzx Games100% (1)
- Ybr125ed Ybr125 TransmissionДокумент2 страницыYbr125ed Ybr125 TransmissionM Nirmal KumarОценок пока нет
- 8382Документ15 страниц8382Alexandre DiasОценок пока нет
- Comet GT650RДокумент83 страницыComet GT650RBruno SilvaОценок пока нет
- Sc600G43Ts Tractor 6X4 Euro 3: Dimensions (MM)Документ2 страницыSc600G43Ts Tractor 6X4 Euro 3: Dimensions (MM)นนท์ปวิธ ล่ำลือОценок пока нет
- SSP 633 Audi Q7 Type 4M ChassisДокумент56 страницSSP 633 Audi Q7 Type 4M Chassispeter11100% (1)
- Philippine Agricultural Engineering StandardsДокумент70 страницPhilippine Agricultural Engineering StandardsMyla Jane CalabioОценок пока нет
- STC4382 - Wheel Bearing - Find Land Rover Parts at LR Workshop PDFДокумент4 страницыSTC4382 - Wheel Bearing - Find Land Rover Parts at LR Workshop PDFalceuamaralОценок пока нет
- Front Suspension, ServicingДокумент4 страницыFront Suspension, ServicingpabloОценок пока нет
- Discovery 2 MY99 On - Workshop Manual (VDR100090)Документ1 672 страницыDiscovery 2 MY99 On - Workshop Manual (VDR100090)Kevin HillebrandОценок пока нет
- Design of Split or Two Piece Axle Shaft For Automotive ApplicationДокумент11 страницDesign of Split or Two Piece Axle Shaft For Automotive ApplicationEditor IJTSRDОценок пока нет
- F.T 16waДокумент5 страницF.T 16waAsesor2 comercialОценок пока нет
- NLB 225Документ2 страницыNLB 225Sergio Roberto Cabrera BurgosОценок пока нет
- Machine DesignДокумент16 страницMachine DesignArhon BarcelonОценок пока нет
- Composite View: 1:20.3-Scale Delivery WagonДокумент20 страницComposite View: 1:20.3-Scale Delivery WagonRoberpol100Оценок пока нет
- VW PP MBPДокумент5 страницVW PP MBPjulio ortegaОценок пока нет
- ItemsДокумент204 страницыItemsfattaninaveed786100% (1)
- Renault Magnum 400 - 440 - 480 Service ManualДокумент251 страницаRenault Magnum 400 - 440 - 480 Service ManualMihai CostasОценок пока нет
- BRIDGframe Manual v7Документ214 страницBRIDGframe Manual v7elromxxОценок пока нет
- 3.0 Manual de Op y Mantto de PolipastosДокумент109 страниц3.0 Manual de Op y Mantto de PolipastosFam Escalante OnofreОценок пока нет
- IIIE InsBel Feb - 2017 - Exam - Form PDFДокумент7 страницIIIE InsBel Feb - 2017 - Exam - Form PDFAnand Sutar0% (1)