Вам также может понравиться
- DIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!От EverandDIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!Рейтинг: 4 из 5 звезд4/5 (4)
- List of 3D Printed Weapons and PartsДокумент14 страницList of 3D Printed Weapons and Partswow100% (1)
- Build Your Own Mac-11-9 Submachinegun - Mad AbeДокумент58 страницBuild Your Own Mac-11-9 Submachinegun - Mad AbeJosé Roberto Romeiro Abrahão100% (11)
- Professional Gunsmithing - A Textbook on the Repair and Alteration of Firearms - With Detailed Notes and Suggestions Relative to the Equipment and Operation of a Commercial Gun ShopОт EverandProfessional Gunsmithing - A Textbook on the Repair and Alteration of Firearms - With Detailed Notes and Suggestions Relative to the Equipment and Operation of a Commercial Gun ShopРейтинг: 5 из 5 звезд5/5 (3)
- FGC-9 MkII GuideДокумент194 страницыFGC-9 MkII GuideAlexis Boulangeot100% (3)
- Threading A Barrel For A Muzzle Brake or orДокумент4 страницыThreading A Barrel For A Muzzle Brake or orJohnn Schroeder100% (1)
- Hybrid 3D Printed SMG GuideДокумент20 страницHybrid 3D Printed SMG GuideArjun S Rana100% (11)
- Trigger Slap and Doubling Trouble ShootingДокумент8 страницTrigger Slap and Doubling Trouble ShootingAdam Hemsley100% (2)
- Hgmaker 1911 PDFДокумент5 страницHgmaker 1911 PDFchristian torres condori33% (3)
- Polymer80: Phoenix Version - G150 80% Lower Receiver InstructionsДокумент13 страницPolymer80: Phoenix Version - G150 80% Lower Receiver InstructionsTimothy ScottОценок пока нет
- Step by Step Home-Building A HK-G 3battle RifleДокумент41 страницаStep by Step Home-Building A HK-G 3battle RifleArjun S Rana80% (5)
- Making .22 With A PenДокумент6 страницMaking .22 With A Penvilmar konageski jrОценок пока нет
- 9mm PistolДокумент24 страницы9mm PistolGeorg WolfОценок пока нет
- 208 Office/Tech:: Pistol IndexДокумент26 страниц208 Office/Tech:: Pistol IndexStan BrittsanОценок пока нет
- Blowback Firearm Bolt MassesДокумент2 страницыBlowback Firearm Bolt MassesEscribir4TPОценок пока нет
- 361 Mac 10Документ5 страниц361 Mac 10browar444100% (1)
- Chechnya WolfДокумент4 страницыChechnya WolfLambourghini100% (1)
- Suppressor: Uzi AR-15 Heckler & Koch USP Beretta 92FS SIG MosquitoДокумент23 страницыSuppressor: Uzi AR-15 Heckler & Koch USP Beretta 92FS SIG MosquitoYggdrasil Pohon Dunia100% (1)
- WWW Quarterbore Com 1Документ6 страницWWW Quarterbore Com 1Matt Pineiro100% (1)
- Colt AR-15 Rifle Lightning LinkДокумент5 страницColt AR-15 Rifle Lightning Linkelvergonzalez1100% (2)
- Blueprints To Build A Mark II Sten GunДокумент25 страницBlueprints To Build A Mark II Sten GunKawchhar AhammedОценок пока нет
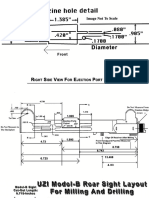
- Uzi Receiver Blueprints AaДокумент7 страницUzi Receiver Blueprints AaMamoun Kh Omari100% (2)
- 12 Gauge Single-Shot ShotgunДокумент1 страница12 Gauge Single-Shot ShotgunGus Garcia50% (2)
- Excalibur Catalog, Cobray, Leinad Derringer, Mac-10, m11 Parts, Kits CatalogДокумент16 страницExcalibur Catalog, Cobray, Leinad Derringer, Mac-10, m11 Parts, Kits CatalogFrancisco Barron20% (5)
- 1911 Frame TutorialДокумент22 страницы1911 Frame Tutorialblackta6100% (6)
- Maverick - 1.6 ManualДокумент6 страницMaverick - 1.6 ManualTimОценок пока нет
- Lista de Gun PlansДокумент2 страницыLista de Gun PlansZehBrzОценок пока нет
- Diy 22 Revolver Plans Professor Parabellum PDFДокумент2 страницыDiy 22 Revolver Plans Professor Parabellum PDFJosh ChristensenОценок пока нет
- Firearm Silencer and Flash Attenuator-Patent-5,136,923Документ14 страницFirearm Silencer and Flash Attenuator-Patent-5,136,923Flavio MarçalОценок пока нет
- Uzi Semi Build Step by StepДокумент78 страницUzi Semi Build Step by StepCurtisBellОценок пока нет
- Us 3722358Документ9 страницUs 3722358awe234Оценок пока нет
- The Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)Документ24 страницыThe Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)Oscar Hernandez67% (3)
- Sample Information For Attempted MurderДокумент3 страницыSample Information For Attempted MurderIrin200Оценок пока нет
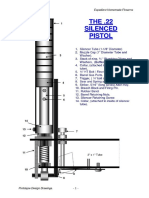
- 22 Silenced Pistol1Документ20 страниц22 Silenced Pistol1colompar80100% (1)
- Technical Manual For PPsh-41 and PPS-43 (Russian) Part IIДокумент35 страницTechnical Manual For PPsh-41 and PPS-43 (Russian) Part IIArjun S Rana100% (1)
- OBAS-12 Updated v2Документ89 страницOBAS-12 Updated v2Professor100% (2)
- PPs Semi-Auto FCGДокумент5 страницPPs Semi-Auto FCGangelines12375% (8)
- Checkmate II .22lr Manual.Документ2 страницыCheckmate II .22lr Manual.Griffin Armament SuppressorsОценок пока нет
- Defence SA Submarine ReportДокумент32 страницыDefence SA Submarine ReportArjun S RanaОценок пока нет
- V3 ECM Tutorial v1.0Документ40 страницV3 ECM Tutorial v1.0lmkkilo3Оценок пока нет
- Virgin Build AK-47 Yugoslavian M70AB2 Stamped Receiver Yugo M70 AB2Документ50 страницVirgin Build AK-47 Yugoslavian M70AB2 Stamped Receiver Yugo M70 AB2scout50100% (1)
- News ZipgunsДокумент2 страницыNews ZipgunsZarcano Farias100% (1)
- Carl Gustav SMGДокумент18 страницCarl Gustav SMGJorihood100% (1)
- ОружиеСтрелкаГермания9мая PDFДокумент11 страницОружиеСтрелкаГермания9мая PDF482358209596249420204458140058798324454948309300% (1)
- Expedient Homemade Firearms: B R E E C H B LДокумент18 страницExpedient Homemade Firearms: B R E E C H B Lalfred spy100% (1)
- Islamic Architecture PDFДокумент59 страницIslamic Architecture PDFHarshi Garg100% (3)
- Vdocuments - MX - Post 3 45540 22 Pocket Pistol Dwgs PDFДокумент9 страницVdocuments - MX - Post 3 45540 22 Pocket Pistol Dwgs PDFMario Guzman100% (2)
- Fluid Mechanics: Submarine DesignДокумент44 страницыFluid Mechanics: Submarine DesignArjun S Rana67% (3)
- ButWhatAboutAmmo Volume2 Cathode Bullets InstructionsДокумент27 страницButWhatAboutAmmo Volume2 Cathode Bullets InstructionsAdriano AndradeОценок пока нет
- Pen GunДокумент10 страницPen GunКолясиК80% (5)
- Introduction To Submarine DesignДокумент6 страницIntroduction To Submarine DesignArjun S Rana50% (4)
- Mps Item Analysis Template TleДокумент11 страницMps Item Analysis Template TleRose Arianne DesalitОценок пока нет
- Technical Manual For PPSH 41 and PPS43 (Russian) Part IДокумент41 страницаTechnical Manual For PPSH 41 and PPS43 (Russian) Part IArjun S Rana100% (2)
- IFE ARD LR/ WMR: Trailblazer FirearmsДокумент24 страницыIFE ARD LR/ WMR: Trailblazer Firearmsjch1234100% (2)
- 3D Picture: The Acts of The Apostles: A Miraculous EscapeДокумент6 страниц3D Picture: The Acts of The Apostles: A Miraculous EscapeMyWonderStudio100% (7)
- United States Patent (191: SeminianoДокумент2 страницыUnited States Patent (191: Seminianoomikami50% (2)
- StenДокумент13 страницStendinosauro007100% (2)
- FICCI-BCG Report On Railway Station RedevelopmentДокумент47 страницFICCI-BCG Report On Railway Station RedevelopmentRahul MehrotraОценок пока нет
- Pros and Cons of AbortionДокумент14 страницPros and Cons of AbortionSuman SarekukkaОценок пока нет
- Danmachi Volume 15Документ319 страницDanmachi Volume 15Muhammad Fazrul Rahman100% (1)
- Sten GunДокумент0 страницSten Gunwanderingjoe100% (1)
- FABM 1-Answer Sheet-Q1 - Summative TestДокумент2 страницыFABM 1-Answer Sheet-Q1 - Summative TestFlorante De Leon100% (2)
- Aligning A Muzzle & Mounting SuppressorДокумент2 страницыAligning A Muzzle & Mounting Suppressorcarlyblack2006100% (2)
- Practical Guide to the Operational Use of the PPS-43 Submachine GunОт EverandPractical Guide to the Operational Use of the PPS-43 Submachine GunОценок пока нет
- On Target Shooter NZ - Brun Latrige 8 MM Self-Loading 'Belly Guns'Документ3 страницыOn Target Shooter NZ - Brun Latrige 8 MM Self-Loading 'Belly Guns'Roddy PfeifferОценок пока нет
- Hellinger, Bert - GenoGraph 2.1 ManualДокумент16 страницHellinger, Bert - GenoGraph 2.1 ManualGladys Achurra DíazОценок пока нет
- Building or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsОт EverandBuilding or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsОценок пока нет
- Doanh Nghiep Viet Nam Quang CaoДокумент1 страницаDoanh Nghiep Viet Nam Quang Caodoanhnghiep100% (1)
- Home N Ew Arrivals C Loseouts Schem Atics Sell Your PartsДокумент2 страницыHome N Ew Arrivals C Loseouts Schem Atics Sell Your Partstwinscrewcanoe100% (1)
- Pictorial Guide To Frogs and Toads of The Western GhatsДокумент180 страницPictorial Guide To Frogs and Toads of The Western GhatsArjun S RanaОценок пока нет
- Yezdi RoadKing Owner's ManualДокумент14 страницYezdi RoadKing Owner's ManualArjun S Rana100% (2)
- Design Analysis of Personal CNC Mills by TormachДокумент13 страницDesign Analysis of Personal CNC Mills by TormachArjun S RanaОценок пока нет
- Pearson Edexcel A Level Economics A Fifth Edition Peter Smith Full Chapter PDF ScribdДокумент67 страницPearson Edexcel A Level Economics A Fifth Edition Peter Smith Full Chapter PDF Scribdrobert.eligio703100% (5)
- Different Varieties of English C1 WSДокумент5 страницDifferent Varieties of English C1 WSLaurie WОценок пока нет
- Problem+Set+ 3+ Spring+2014,+0930Документ8 страницProblem+Set+ 3+ Spring+2014,+0930jessica_1292Оценок пока нет
- Constitutional Law OutlineДокумент28 страницConstitutional Law OutlineCasey HartwigОценок пока нет
- VB Knowledge Buying A Home Flashcards QuizletДокумент1 страницаVB Knowledge Buying A Home Flashcards QuizletSavaya CrattyОценок пока нет
- NEGRETE vs. COURT OF FIRST INSTANCE OF MARINDUQUEДокумент1 страницаNEGRETE vs. COURT OF FIRST INSTANCE OF MARINDUQUELeo TumaganОценок пока нет
- RCM Pricelist Online Store 2Документ14 страницRCM Pricelist Online Store 2OJ Alexander NadongОценок пока нет
- 2.peace Treaties With Defeated PowersДокумент13 страниц2.peace Treaties With Defeated PowersTENDAI MAVHIZAОценок пока нет
- Youth Policy Manual: How To Develop A National Youth StrategyДокумент94 страницыYouth Policy Manual: How To Develop A National Youth StrategyCristinaDumitriuAxyОценок пока нет
- Out To Lunch: © This Worksheet Is FromДокумент1 страницаOut To Lunch: © This Worksheet Is FromResian Garalde BiscoОценок пока нет
- Aporte Al IPSS Del Empleador Por TrabajadorДокумент4 страницыAporte Al IPSS Del Empleador Por Trabajadorvagonet21Оценок пока нет
- Project Documentation - Sensorflex 30G Data SheetДокумент15 страницProject Documentation - Sensorflex 30G Data SheetOmar HectorОценок пока нет
- Alamat NG BatangasДокумент2 страницыAlamat NG BatangasGiennon Arth LimОценок пока нет
- 6.4 Past Simple Affirmative: 0 Called HadДокумент1 страница6.4 Past Simple Affirmative: 0 Called HadSashkaKoreckajaОценок пока нет
- Individualism in Marketing CampaignДокумент6 страницIndividualism in Marketing CampaignTrần Nguyễn Khánh TrangОценок пока нет
- ICT Authority Legal NoticeДокумент13 страницICT Authority Legal NoticeICT AUTHORITYОценок пока нет
- The Fat Cat Called PatДокумент12 страницThe Fat Cat Called PatAlex ArroОценок пока нет
- A Study of Consumer Protection Act Related Related To Banking SectorДокумент7 страницA Study of Consumer Protection Act Related Related To Banking SectorParag SaxenaОценок пока нет
- Fume Cup BrochureДокумент2 страницыFume Cup Brochuremfisol2000Оценок пока нет
- RJSC - Form VII PDFДокумент4 страницыRJSC - Form VII PDFKamruzzaman SheikhОценок пока нет