Вам также может понравиться
- Ejercicios de Repaso Primer ParcialДокумент10 страницEjercicios de Repaso Primer ParcialMauricio Peña Portillo50% (6)
- Dispositivos para Medir Velocidades LinealesДокумент4 страницыDispositivos para Medir Velocidades LinealesJordan OrtizОценок пока нет
- Práctica 2 ISA Ocho EjerciciosДокумент6 страницPráctica 2 ISA Ocho EjerciciosAlexОценок пока нет
- Practica 4 PDFДокумент3 страницыPractica 4 PDFMupiigОценок пока нет
- Solución Taller #1 TermodinamicaДокумент5 страницSolución Taller #1 TermodinamicaFelipe MolinaОценок пока нет
- 1.1.-Tipos de Datos PLC PDFДокумент27 страниц1.1.-Tipos de Datos PLC PDFJuan Muñoz50% (2)
- Reporte Fuente de Voltaje (+5, +12 y - 12 Volts) .Документ13 страницReporte Fuente de Voltaje (+5, +12 y - 12 Volts) .Michel ZamoraОценок пока нет
- Maquinado de EngranajesДокумент9 страницMaquinado de EngranajesDaniela Sierra JiménezОценок пока нет
- P5 PosiciónДокумент9 страницP5 PosiciónXimena De Río GonzálezОценок пока нет
- Evaluacion Final - Escenario 8 - ALGEBRA LINEALДокумент14 страницEvaluacion Final - Escenario 8 - ALGEBRA LINEALNænþsMælþgönОценок пока нет
- Actividad Situaciones Problematicas Con IrracionalesДокумент1 страницаActividad Situaciones Problematicas Con IrracionalesJEAN CARLOS P�EZ RAM�REZОценок пока нет
- Taller de TorquesДокумент4 страницыTaller de TorquesLuis LoaizaОценок пока нет
- Informe RSWДокумент5 страницInforme RSWWaniel CalvacheОценок пока нет
- Diseño de Sistema Electroneumático Básico para El Control Del Vaciado de Materiales A Granel en Una TolvaДокумент6 страницDiseño de Sistema Electroneumático Básico para El Control Del Vaciado de Materiales A Granel en Una TolvaJuanje TLОценок пока нет
- Embutido de LaminadoДокумент4 страницыEmbutido de LaminadoBryan GuamanОценок пока нет
- Acero 147MДокумент3 страницыAcero 147MEdison Guano100% (1)
- Circuitos Hidráulicos y NeumáticosДокумент44 страницыCircuitos Hidráulicos y NeumáticosJuniorHDОценок пока нет
- Ejercicios Metodos Numericos 3 PUNTO FIJOДокумент2 страницыEjercicios Metodos Numericos 3 PUNTO FIJO04104647623Оценок пока нет
- B17 Flecha Dos PDFДокумент4 страницыB17 Flecha Dos PDFKevin RamirezОценок пока нет
- Historia de Procesos de ManufacturaДокумент4 страницыHistoria de Procesos de ManufacturaFede RamirezОценок пока нет
- Ejercicios de Doblado PDFДокумент4 страницыEjercicios de Doblado PDFTony Garrido LiñanОценок пока нет
- Practica MIGДокумент6 страницPractica MIGGabriela FrancoОценок пока нет
- Ajuste MecánicoДокумент1 страницаAjuste MecánicoAdonis Dominic Mirabal100% (1)
- Comparador Óptico, Rugosimetro y Maquina de MediciónДокумент15 страницComparador Óptico, Rugosimetro y Maquina de MediciónIsaac MorenoОценок пока нет
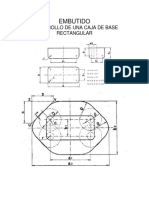
- Embutido Caja RectangularДокумент5 страницEmbutido Caja RectangularJuank AlmeidaОценок пока нет
- Clase 1 Evaluacion de Hidráulica y Neumática - Electromecánica - IIPA 2019Документ3 страницыClase 1 Evaluacion de Hidráulica y Neumática - Electromecánica - IIPA 2019EdisonAstudilloОценок пока нет
- Principales Normas de Seguridad Utilizadas en El Proceso de RectificadoДокумент1 страницаPrincipales Normas de Seguridad Utilizadas en El Proceso de RectificadoXavier La Barra Del Rey MolineroОценок пока нет
- Linea de Tiempo McuДокумент2 страницыLinea de Tiempo McuHévy PsicodeliaОценок пока нет
- Resumen Capitulo 1 de Instrumentacion y SensoresДокумент16 страницResumen Capitulo 1 de Instrumentacion y SensoresFelipe GarciaОценок пока нет
- Mapa Conceptual Roosber MedinaДокумент1 страницаMapa Conceptual Roosber MedinaArturo CarlosОценок пока нет
- Tema 01 - Fundamentos de MaquinadoДокумент25 страницTema 01 - Fundamentos de MaquinadojoseОценок пока нет
- Estirado de BarrasДокумент11 страницEstirado de BarrasdiegoОценок пока нет
- Conclusiones Torneado ETДокумент2 страницыConclusiones Torneado ETEloy ToroОценок пока нет
- Codigos SemiconductoresДокумент3 страницыCodigos SemiconductoresarielfoxtoolsОценок пока нет
- Guía GedisДокумент25 страницGuía GedisHelen Cardozo Serrano100% (1)
- Reporte Practica2 TimerДокумент2 страницыReporte Practica2 TimerLary Guzman100% (1)
- Dimensionado Segun ASME Y14.5M PDFДокумент34 страницыDimensionado Segun ASME Y14.5M PDFAriel RubioОценок пока нет
- dv4 2116laДокумент2 страницыdv4 2116laHP_PSG100% (1)
- Marco Teorico ProyectoДокумент20 страницMarco Teorico ProyectoLuis Fernando Pedraza ClarosОценок пока нет
- Control Eléctrico ConvencionalДокумент12 страницControl Eléctrico ConvencionalPierinaОценок пока нет
- Silo de AlmacenamientoДокумент4 страницыSilo de Almacenamientowilliamarm2009100% (1)
- Aletas de Seccion Uniforme LaboratorioДокумент13 страницAletas de Seccion Uniforme LaboratorioFabri BenalcazarОценок пока нет
- EmbutidoДокумент56 страницEmbutidotecnofab2100% (2)
- Formulario UNAMДокумент8 страницFormulario UNAMMaryferОценок пока нет
- Ejercicio 2 Prensa para TapasДокумент7 страницEjercicio 2 Prensa para TapasJose CabalОценок пока нет
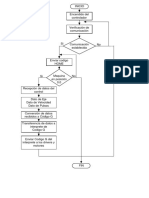
- Diagrama de Flujo HMIДокумент1 страницаDiagrama de Flujo HMIHector InbacuanОценок пока нет
- Principios Basicos de Metrologia DimensionalДокумент23 страницыPrincipios Basicos de Metrologia DimensionalCesar Augusto Vera JaimesОценок пока нет
- Nomogramas para Diseño de RedesДокумент2 страницыNomogramas para Diseño de RedesGrupo MantenimientoОценок пока нет
- Taller Estados TermodinámicosДокумент3 страницыTaller Estados TermodinámicosOscar Mauricio DuqueОценок пока нет
- Circuitos Básicos de Control 1Документ4 страницыCircuitos Básicos de Control 1Ronald BarciaОценок пока нет
- Informe 2 Sistemas de ControlДокумент11 страницInforme 2 Sistemas de ControlPablo Sandoval UrionaОценок пока нет
- Señales Senoidales Teoria Ejercicios TAREA 2Документ59 страницSeñales Senoidales Teoria Ejercicios TAREA 2Anonymous GqdWW9uBJcОценок пока нет
- 2-Taller Sistemas de Primer y Segundo Orden PDFДокумент2 страницы2-Taller Sistemas de Primer y Segundo Orden PDFyeiner mirandaОценок пока нет
- Disparo Del TiristorДокумент81 страницаDisparo Del TiristorMarco Antonio Cervantes MonzalvoОценок пока нет
- Hoja Procesos Cubo 1 3Документ4 страницыHoja Procesos Cubo 1 3Xavier GuillenОценок пока нет
- TX-TMP-0003 PI Tolerancias y AjustesДокумент88 страницTX-TMP-0003 PI Tolerancias y AjustesOctavioPetrone100% (1)
- Tecnología de Montaje Superficial ProcedimientosДокумент6 страницTecnología de Montaje Superficial ProcedimientosLeila MoralesОценок пока нет
- Tuberias de BronceДокумент12 страницTuberias de BronceKimberly Andia PachecoОценок пока нет
- Elementos s7 Graph Enclavamiento y Supervision Step7Документ61 страницаElementos s7 Graph Enclavamiento y Supervision Step7Aida PerezОценок пока нет
- Capitulo Nro 11 Hornos UHCДокумент15 страницCapitulo Nro 11 Hornos UHCedgardo avilaОценок пока нет
- Semana 7-Sesión 1 PDFДокумент26 страницSemana 7-Sesión 1 PDFOmar Daniel Suarez JacayОценок пока нет
- Conformado de Metales en Frío y en CalienteДокумент17 страницConformado de Metales en Frío y en CalienteoswaldoОценок пока нет
- Nociones Básicas Sobre Sobre Ajustes Y Tolerancias Mecanicas (Tolerancias Dimensionales y Geométricas)Документ37 страницNociones Básicas Sobre Sobre Ajustes Y Tolerancias Mecanicas (Tolerancias Dimensionales y Geométricas)Raul MedinaОценок пока нет
- Tipo de Máquina Herramienta Errores ( M)Документ7 страницTipo de Máquina Herramienta Errores ( M)Angel Padilla AcarapiОценок пока нет
- Analisis de Cuencas Visuales Con ENVI 5.3 y ArcSceneДокумент15 страницAnalisis de Cuencas Visuales Con ENVI 5.3 y ArcSceneIvan JaenОценок пока нет
- Tarea S5Документ7 страницTarea S5Byron AguileraОценок пока нет
- Xdoc - MX Ecuacion de La HiperbolaДокумент8 страницXdoc - MX Ecuacion de La HiperbolaJhon OtaloraОценок пока нет
- Monografia de EstáticaДокумент16 страницMonografia de EstáticaGreisKattySánchezPonte100% (1)
- Geometria AnaliticaДокумент39 страницGeometria Analiticajelux0150% (2)
- Docs Es Twig PDFДокумент147 страницDocs Es Twig PDFCarlos Arcenio Rodriguez NoaОценок пока нет
- Hoja de Trabajo No 3 v2Документ3 страницыHoja de Trabajo No 3 v2petterОценок пока нет
- Pe Mate6u5 E1t4 La 106 107Документ2 страницыPe Mate6u5 E1t4 La 106 107teacher enderОценок пока нет
- 4.5 Graficas de La Tangente Cotangente Secante y CosecanteДокумент5 страниц4.5 Graficas de La Tangente Cotangente Secante y CosecanteKarel Sanchez Hernandez33% (3)
- Capitulo 1 PDFДокумент46 страницCapitulo 1 PDFAlex LamaОценок пока нет
- SEMANA 04 (Teoría) PDFДокумент39 страницSEMANA 04 (Teoría) PDFÁlvaro Azorza HuamánОценок пока нет
- Determinación de La Ley Experimental de RapidezДокумент4 страницыDeterminación de La Ley Experimental de RapidezNina CárdenasОценок пока нет
- Guía Homotecia 1 MedioДокумент6 страницGuía Homotecia 1 Mediomayronawna0% (1)
- LABO 4 Carga y Descarga de Un Condensador en Un Circuito RCДокумент28 страницLABO 4 Carga y Descarga de Un Condensador en Un Circuito RCRosa Romero Paez100% (1)
- Lección 4. Cualidades Del SonidoДокумент4 страницыLección 4. Cualidades Del SonidoIENCSОценок пока нет
- Trabajo FinalДокумент22 страницыTrabajo FinalroyerОценок пока нет
- Cuadernillo 1° Año 2019Документ99 страницCuadernillo 1° Año 2019nancyraquelmorenoОценок пока нет
- Teoría de Errores y Calibrado de Material Volumétrico.Документ23 страницыTeoría de Errores y Calibrado de Material Volumétrico.71856331718Оценок пока нет
- Formulario de Rectas y Planos en El EspacioДокумент3 страницыFormulario de Rectas y Planos en El EspacioE&GОценок пока нет
- Proyecto MatematicasДокумент37 страницProyecto MatematicasAriel CastañedaОценок пока нет
- El Electro Do SsssДокумент10 страницEl Electro Do SsssFranklin CaizaОценок пока нет
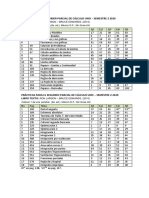
- Prácticas Calculo Uno 1 2020Документ1 страницаPrácticas Calculo Uno 1 2020Diego Espinoza TorricoОценок пока нет
- Evolucion Adaptacion 2009 Dopazo NavarroДокумент527 страницEvolucion Adaptacion 2009 Dopazo NavarroValeria XimenaОценок пока нет
- Universidad Cristiana Evangelica Nuevo MilenioДокумент9 страницUniversidad Cristiana Evangelica Nuevo MilenioVanessa DíazОценок пока нет
- La Catalactica o La Teoria Del MercadoДокумент4 страницыLa Catalactica o La Teoria Del MercadoNaty BaHu100% (1)
- IIIBIM - 5to. Guía 6 - Principio de ArquímedesДокумент5 страницIIIBIM - 5to. Guía 6 - Principio de Arquímedesfreddynp1100% (2)