Вам также может понравиться
- FIP XT XTM PC 9.9 2009feb11 ExtДокумент5 страницFIP XT XTM PC 9.9 2009feb11 ExtSAntiago MorenoОценок пока нет
- NS-1-90. Dimensional InspectionДокумент9 страницNS-1-90. Dimensional InspectionWHWENОценок пока нет
- Casing and Tubing Crossovers: ScopeДокумент4 страницыCasing and Tubing Crossovers: Scopeislam atifОценок пока нет
- Cementing Tools: General RequirementsДокумент4 страницыCementing Tools: General Requirementsislam atifОценок пока нет
- Fox Public Fox-Tp-M-101 Field InspectionДокумент5 страницFox Public Fox-Tp-M-101 Field InspectionJoseph MidouОценок пока нет
- Rotary Shouldered Connections BMCPДокумент37 страницRotary Shouldered Connections BMCPOGIS MKОценок пока нет
- RP Insp Rep 01Документ8 страницRP Insp Rep 01advantage025Оценок пока нет
- NS-5 DSFP Rig Team Handbook PDFДокумент84 страницыNS-5 DSFP Rig Team Handbook PDFkellycookwpОценок пока нет
- Duraband Information Vs 300XTДокумент4 страницыDuraband Information Vs 300XTanhlhОценок пока нет
- MKT 001 Rev 02 Rotary Shoulder Handbook RS PDFДокумент116 страницMKT 001 Rev 02 Rotary Shoulder Handbook RS PDFKarla Hernandez0% (1)
- Iv-0777-20 Junk Mill 43350KДокумент1 страницаIv-0777-20 Junk Mill 43350Kivan dario benavides bonillaОценок пока нет
- Optimal Spacing For Casing Centralizer PDFДокумент10 страницOptimal Spacing For Casing Centralizer PDFimampranadipaОценок пока нет
- ET7000 Ops PDFДокумент20 страницET7000 Ops PDFSUSHIL CОценок пока нет
- Cold Rolling Info GuideДокумент11 страницCold Rolling Info Guide72espoОценок пока нет
- GPDS Connections Field InspectionДокумент4 страницыGPDS Connections Field InspectiontheinmoeОценок пока нет
- Wedge 563 Brochure OKДокумент32 страницыWedge 563 Brochure OKNico Pan100% (1)
- VAM® 21 Technical ReportДокумент8 страницVAM® 21 Technical ReportKonrad AdamОценок пока нет
- EMI Buggy Cal 5Документ2 страницыEMI Buggy Cal 5John DolanОценок пока нет
- Make and Break NS2A4Документ2 страницыMake and Break NS2A4islam atif100% (2)
- Steel Drill Collars: Quality Control and Ultrasonic Inspection Precision BoringДокумент19 страницSteel Drill Collars: Quality Control and Ultrasonic Inspection Precision BoringAshba13Оценок пока нет
- Seminar Casing FailureДокумент27 страницSeminar Casing FailurehshobeyriОценок пока нет
- Bear - Public - JFEBEAR-TP-M-101 Rev3 Field Inspection of JFEBEARДокумент5 страницBear - Public - JFEBEAR-TP-M-101 Rev3 Field Inspection of JFEBEARGabriel Ibarra100% (2)
- 2012 Thread Profile Data SheetДокумент2 страницы2012 Thread Profile Data Sheetflasher_for_nokiaОценок пока нет
- 011 StabilizersДокумент2 страницы011 StabilizersGonzalo Guzman Jaimes100% (1)
- Rotary Shouldered Connection GagesДокумент18 страницRotary Shouldered Connection GagesLewis Tan LimОценок пока нет
- Iv-0017-21 Overshot Standard X42093Документ1 страницаIv-0017-21 Overshot Standard X42093ivan dario benavides bonillaОценок пока нет
- TenarisHydril Wedge 563 RunningGuidelinesДокумент16 страницTenarisHydril Wedge 563 RunningGuidelinesDario JaimesОценок пока нет
- API Spec 10D Committee Working Draft 11072013 JH CJДокумент20 страницAPI Spec 10D Committee Working Draft 11072013 JH CJAquiles CarreraОценок пока нет
- 20-1718 Rig Tongs AOTДокумент10 страниц20-1718 Rig Tongs AOTRahul M.R100% (1)
- New BHA Connection Enhances Fatigue Performance For Difficult Drilling ApplicationsДокумент3 страницыNew BHA Connection Enhances Fatigue Performance For Difficult Drilling Applicationsabegarza1Оценок пока нет
- Rotary Stem Threads GaugesДокумент2 страницыRotary Stem Threads GaugesMarutpal MukherjeeОценок пока нет
- VAM Catalog 2011Документ116 страницVAM Catalog 2011Anoop SVОценок пока нет
- IV-0794-20 CROSS OVER Pin-Box 05807HДокумент1 страницаIV-0794-20 CROSS OVER Pin-Box 05807Hivan dario benavides bonillaОценок пока нет
- Field Inspection Procedure For Used GPDS Connections Revision 03 PDFДокумент3 страницыField Inspection Procedure For Used GPDS Connections Revision 03 PDFJohn Dolan0% (1)
- Visual SL APEXДокумент3 страницыVisual SL APEXOscar Gomez Gonzalez100% (1)
- Introduction To OCTG: API Steel Grades Handout 03Документ4 страницыIntroduction To OCTG: API Steel Grades Handout 03AHMEDОценок пока нет
- TenarisHydril Blue Running GuidelinesДокумент12 страницTenarisHydril Blue Running GuidelinessubodhasinghОценок пока нет
- Tenaris Steel Grades v02 PDFДокумент1 страницаTenaris Steel Grades v02 PDFYaroslav RuizОценок пока нет
- Oil Field: Main CatalogueДокумент176 страницOil Field: Main CatalogueM. Aguiar100% (1)
- Facts & Myths of HardbandingДокумент3 страницыFacts & Myths of Hardbandingsdb158Оценок пока нет
- Mud Motor Inspection Report: ResultsДокумент1 страницаMud Motor Inspection Report: ResultsNadir Hallah100% (2)
- Manual: CDQ (S) Sucker Rod ElevatorsДокумент5 страницManual: CDQ (S) Sucker Rod ElevatorsDarshan MakwanaОценок пока нет
- Thread Gauges, Pitch & ToleranceДокумент2 страницыThread Gauges, Pitch & ToleranceetritОценок пока нет
- Premium Connection SummaryOKДокумент12 страницPremium Connection SummaryOKnikhil_barshettiwatОценок пока нет
- Tool Joint Data Assembly Data: Drill Pipe Data TablesДокумент5 страницTool Joint Data Assembly Data: Drill Pipe Data TablesSefa AslanhanОценок пока нет
- Inspection Procedures On Ds 1Документ2 страницыInspection Procedures On Ds 1Chaerul Anwar100% (1)
- Extreme CasingДокумент1 страницаExtreme CasingEleonora LetorОценок пока нет
- Drill Pipe Performance SheetДокумент3 страницыDrill Pipe Performance SheetGarcia C L AlbertoОценок пока нет
- Diverter System Set Up - 20170701 - Rev0 (CW)Документ2 страницыDiverter System Set Up - 20170701 - Rev0 (CW)ramyОценок пока нет
- TMK Up™: Field ManualДокумент84 страницыTMK Up™: Field Manualcorsini999Оценок пока нет
- Tenaris HSR Handbook Eng. V3Документ20 страницTenaris HSR Handbook Eng. V3Mecnun SevindikОценок пока нет
- HT and XT Running and Handling SeminarДокумент38 страницHT and XT Running and Handling SeminarNhoj AicragОценок пока нет
- Sub-Spec 022 - Vam CDS, EIS, VAM Express: Visual InspectionДокумент3 страницыSub-Spec 022 - Vam CDS, EIS, VAM Express: Visual InspectionJosue FishОценок пока нет
- Drill Stem Test (DST) Tools: General RequirementsДокумент4 страницыDrill Stem Test (DST) Tools: General Requirementsislam atifОценок пока нет
- Gravel Pack Running Tools: General RequirementsДокумент3 страницыGravel Pack Running Tools: General Requirementsislam atifОценок пока нет
- Coring Equipment: General RequirementsДокумент3 страницыCoring Equipment: General Requirementsislam atifОценок пока нет
- Sub-Spec 027 - DP Master DS, MT and High Torque PAC: Visual InspectionДокумент3 страницыSub-Spec 027 - DP Master DS, MT and High Torque PAC: Visual InspectionJosue FishОценок пока нет
- Integral Joint Tubing (TTRD) : General RequirementsДокумент5 страницIntegral Joint Tubing (TTRD) : General Requirementsislam atifОценок пока нет
- 70.00.00 Standard Practices - InspectionДокумент2 страницы70.00.00 Standard Practices - InspectionTimoteo Molina RomeroОценок пока нет
- What's New in PERFORM 7.50!: Worst-Case Discharge Scenario Report For Offshore WellsДокумент6 страницWhat's New in PERFORM 7.50!: Worst-Case Discharge Scenario Report For Offshore WellsrafaelОценок пока нет
- IEC 584-2-1989, Thermocouples, Tolerances PDFДокумент18 страницIEC 584-2-1989, Thermocouples, Tolerances PDFJosue FishОценок пока нет
- Jis Z2352-2010 PDFДокумент32 страницыJis Z2352-2010 PDFJosue Fish50% (2)
- Corrosion - M-506r2 - IFE - 06-2005Документ59 страницCorrosion - M-506r2 - IFE - 06-2005Yosmar GuzmanОценок пока нет
- Formulas Well ControlДокумент6 страницFormulas Well ControlJosue FishОценок пока нет
- Metric Conversions: To Convert From TO Multiply by Symbol Unit Symbol Unit LengthДокумент1 страницаMetric Conversions: To Convert From TO Multiply by Symbol Unit Symbol Unit LengthJosué Emmanuel Blásquez ContrerasОценок пока нет
- Aws A5.3Документ28 страницAws A5.3ahmedОценок пока нет
- Writing Academic Essays @ieltsieltsДокумент23 страницыWriting Academic Essays @ieltsieltsJosue FishОценок пока нет
- Aws A5.3Документ28 страницAws A5.3ahmedОценок пока нет
- IELTS Daily Planner PDFДокумент1 страницаIELTS Daily Planner PDFJosue FishОценок пока нет
- Routine IeltsДокумент2 страницыRoutine IeltsJosue FishОценок пока нет
- SS025 Inspection of Installed Unused IntelliCoils NS2 PDFДокумент1 страницаSS025 Inspection of Installed Unused IntelliCoils NS2 PDFJosue FishОценок пока нет
- IELTS Task 2 Writing Band DescriptorsДокумент2 страницыIELTS Task 2 Writing Band DescriptorsIrfan PrabowoОценок пока нет
- Sub-Spec 021 - Grant Prideco GPDS™, HT™, XT™, XT-M™, TT™, TT-M™Документ4 страницыSub-Spec 021 - Grant Prideco GPDS™, HT™, XT™, XT-M™, TT™, TT-M™Josue FishОценок пока нет
- Sub-Spec 023 - Tenaris DSTJ, WT™Документ4 страницыSub-Spec 023 - Tenaris DSTJ, WT™Josue FishОценок пока нет
- Assessment Criteria - WRITING TASK 1 - Band Descriptors PDFДокумент1 страницаAssessment Criteria - WRITING TASK 1 - Band Descriptors PDFIbrahim Babatunde OladapoОценок пока нет
- Sub-Spec 022 - Vam CDS, EIS, VAM Express: Visual InspectionДокумент3 страницыSub-Spec 022 - Vam CDS, EIS, VAM Express: Visual InspectionJosue FishОценок пока нет
- SS025 Inspection of Installed Unused IntelliCoils NS2 PDFДокумент1 страницаSS025 Inspection of Installed Unused IntelliCoils NS2 PDFJosue FishОценок пока нет
- SS026 Wired Drill String Electrical Inspection NS2 PDFДокумент1 страницаSS026 Wired Drill String Electrical Inspection NS2 PDFJosue FishОценок пока нет
- Table 12c: Used HWDP Dimensional Acceptance Criteria - Grant Prideco TTДокумент1 страницаTable 12c: Used HWDP Dimensional Acceptance Criteria - Grant Prideco TTJosue FishОценок пока нет
- T12 Rev1 Used HWDP and Connection Dimensional Acceptance Criteria NS2Документ1 страницаT12 Rev1 Used HWDP and Connection Dimensional Acceptance Criteria NS2Josue FishОценок пока нет
- Sub-Spec 027 - DP Master DS, MT and High Torque PAC: Visual InspectionДокумент3 страницыSub-Spec 027 - DP Master DS, MT and High Torque PAC: Visual InspectionJosue FishОценок пока нет
- Table 12a: Used HWDP Dimensional Acceptance Criteria - Grant Prideco XTДокумент1 страницаTable 12a: Used HWDP Dimensional Acceptance Criteria - Grant Prideco XTJosue FishОценок пока нет
- Table 12b: Used HWDP Dimensional Acceptance Criteria - Grant Prideco DSДокумент1 страницаTable 12b: Used HWDP Dimensional Acceptance Criteria - Grant Prideco DSJosue FishОценок пока нет
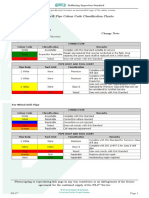
- T4 Drill Pipe Colour Code Classification Chart NS2Документ1 страницаT4 Drill Pipe Colour Code Classification Chart NS2Josue Fish100% (2)
- Table 13a: Bevel Diameters On BHA Bit Box ConnectionsДокумент1 страницаTable 13a: Bevel Diameters On BHA Bit Box ConnectionsJosue FishОценок пока нет
- Table 1: Requirement For Qualification of Inspection PersonnelДокумент1 страницаTable 1: Requirement For Qualification of Inspection PersonnelJosue FishОценок пока нет
- T3 Bottomhole Assembly Colour Code Classification Chart NS2Документ1 страницаT3 Bottomhole Assembly Colour Code Classification Chart NS2Josue FishОценок пока нет
- Table 2: Inspection Equipment Calibration FrequencyДокумент1 страницаTable 2: Inspection Equipment Calibration FrequencyJosue FishОценок пока нет
- Tech Musings: Don Lancaster'sДокумент6 страницTech Musings: Don Lancaster'sngaltunokОценок пока нет
- Architecture Ebook Outstanding Wood Buildings - CWCДокумент28 страницArchitecture Ebook Outstanding Wood Buildings - CWCAc Arquitetos Associados50% (2)
- Work With Linked ServersДокумент44 страницыWork With Linked ServersioiОценок пока нет
- Itp PWHTДокумент1 страницаItp PWHTTridib DeyОценок пока нет
- Bill of Materials Computation SheetДокумент45 страницBill of Materials Computation SheetNicole RodilОценок пока нет
- حالات تحميل الرياح والزلازل للكود الجديد PDFДокумент3 страницыحالات تحميل الرياح والزلازل للكود الجديد PDFmohamedmararОценок пока нет
- Test Automation FX - User GuideДокумент11 страницTest Automation FX - User GuideKatya GuilianaОценок пока нет
- Voided Biaxial Slabs - State of Art: IOP Conference Series: Earth and Environmental ScienceДокумент10 страницVoided Biaxial Slabs - State of Art: IOP Conference Series: Earth and Environmental ScienceShinde vishalОценок пока нет
- Automotive (2) Lab: EXP3: Drive Axles and DifferentialДокумент7 страницAutomotive (2) Lab: EXP3: Drive Axles and DifferentialMohammad YahyaОценок пока нет
- Wtm-058 Ut Procedure Aws d1.5 (2010)Документ9 страницWtm-058 Ut Procedure Aws d1.5 (2010)Wisüttisäk Peäröön0% (1)
- Anionic PolymerizationДокумент7 страницAnionic PolymerizationMuhammad FarooqОценок пока нет
- A Preliminary Literature Review of Digital Transformation Case StudiesДокумент6 страницA Preliminary Literature Review of Digital Transformation Case StudiesLucija IvancicОценок пока нет
- Bearing SPM Condition Analyser BVT 111Документ2 страницыBearing SPM Condition Analyser BVT 111industrialindiaОценок пока нет
- Aneka Soal Ujian Sistem Operasi: File System & FUSEДокумент2 страницыAneka Soal Ujian Sistem Operasi: File System & FUSERahmat M. Samik-IbrahimОценок пока нет
- National Apprenticeship Training Scheme (NATS) EstablishmentДокумент2 страницыNational Apprenticeship Training Scheme (NATS) EstablishmentKumarОценок пока нет
- D758-Et Minipurge ManualДокумент39 страницD758-Et Minipurge ManualNicholas marcolan (nmarcolan)Оценок пока нет
- Metal Q Clip System Brochure PDFДокумент5 страницMetal Q Clip System Brochure PDFSunil Dinanath JoshiОценок пока нет
- Principles of Communications: Systems, Modulation, and Noise, 7Документ2 страницыPrinciples of Communications: Systems, Modulation, and Noise, 7Rahul MenonОценок пока нет
- Gear Can Be DefinedДокумент31 страницаGear Can Be Definedasisha mostОценок пока нет
- Non-Concurrent Space ForcesДокумент2 страницыNon-Concurrent Space ForcesJessica De GuzmanОценок пока нет
- Bending 6.3-6.4: Longitudinal Strain Flexure FormulaДокумент33 страницыBending 6.3-6.4: Longitudinal Strain Flexure FormulaPrasad GNОценок пока нет
- Inventory Database - All Parts Inc (8/20/20)Документ2 835 страницInventory Database - All Parts Inc (8/20/20)All Parts Inc.Оценок пока нет
- Alternative Binder Systems For Lower Carbon Concrete Code of PracticeДокумент8 страницAlternative Binder Systems For Lower Carbon Concrete Code of Practicezaidiamna9Оценок пока нет
- Technical Sheet of EI2 60 Handed DoorДокумент1 страницаTechnical Sheet of EI2 60 Handed DoorTaoufikAzarkanОценок пока нет
- PQMS - 3106 R2 - Clean Mount Pump Foundation Construction ProtocolДокумент6 страницPQMS - 3106 R2 - Clean Mount Pump Foundation Construction Protocolanthony tiensunОценок пока нет
- Response - Records - Phase 2Документ31 страницаResponse - Records - Phase 2Bob MackinОценок пока нет
- Au GP1012 PDFДокумент1 страницаAu GP1012 PDFAkmalОценок пока нет
- TorquesДокумент108 страницTorquesnaruxzОценок пока нет
- Infineon Bar64series Ds v01 01 enДокумент15 страницInfineon Bar64series Ds v01 01 enAbohicham AbhОценок пока нет