Вам также может понравиться
- Production of Plasma Proteins for Therapeutic UseОт EverandProduction of Plasma Proteins for Therapeutic UseРейтинг: 3 из 5 звезд3/5 (5)
- Lyophilization PDFДокумент6 страницLyophilization PDFrouss1906Оценок пока нет
- Cleanroom Technology: Fundamentals of Design, Testing and OperationОт EverandCleanroom Technology: Fundamentals of Design, Testing and OperationОценок пока нет
- Osmopharm WFI System Performance QualificationДокумент7 страницOsmopharm WFI System Performance Qualificationdecio ventura rodrigues miraОценок пока нет
- Biocontamination Control for Pharmaceuticals and HealthcareОт EverandBiocontamination Control for Pharmaceuticals and HealthcareРейтинг: 5 из 5 звезд5/5 (1)
- Lyophilization Competence06!11!2014 Tcm11 17173Документ16 страницLyophilization Competence06!11!2014 Tcm11 17173JPensacolaОценок пока нет
- Validation Protocol Shows Sterilization Process RetrainingДокумент43 страницыValidation Protocol Shows Sterilization Process RetrainingSalome QarchavaОценок пока нет
- Cleaning Validation FundamentalsДокумент20 страницCleaning Validation FundamentalsDarshan PatelОценок пока нет
- Cleaning Validation Practices Using A Single Pot ProcessorДокумент9 страницCleaning Validation Practices Using A Single Pot Processorjljimenez1969Оценок пока нет
- Autoclave Validation: Presented by Paul Yeatman Bsc. MicrobiologistДокумент17 страницAutoclave Validation: Presented by Paul Yeatman Bsc. Microbiologistzfo302Оценок пока нет
- Validation of Terminal Sterilization PDFДокумент14 страницValidation of Terminal Sterilization PDFjpabloqf100% (1)
- PQ WfiДокумент9 страницPQ Wfisami2210Оценок пока нет
- 17 QuestionsДокумент34 страницы17 Questionsmuzammil21_ad100% (1)
- S. No. SOP Title Room No. Responsibility StatusДокумент1 страницаS. No. SOP Title Room No. Responsibility Statusjpmaurya77Оценок пока нет
- Checklist of Validation of Dy Heat SterilizerДокумент8 страницChecklist of Validation of Dy Heat Sterilizersami2210Оценок пока нет
- Autoclave ValidationДокумент7 страницAutoclave ValidationMohanad Alashkar100% (1)
- 320 Other 1210 2 10 20180111Документ10 страниц320 Other 1210 2 10 20180111Vivek PrasadОценок пока нет
- Design of Aseptic Process SimulationДокумент5 страницDesign of Aseptic Process SimulationFranck BureОценок пока нет
- Autoclave URSДокумент29 страницAutoclave URSjpmaurya77Оценок пока нет
- Phuong - DryheatДокумент5 страницPhuong - DryheatqhpuongОценок пока нет
- Gea - STD Single Use Cip Sys - CipdДокумент6 страницGea - STD Single Use Cip Sys - CipdTBОценок пока нет
- A Review Article On Visual Inspection Program For Sterile Injectable Product 2018Документ38 страницA Review Article On Visual Inspection Program For Sterile Injectable Product 2018Marcelo Sousa SilvaОценок пока нет
- Depyrogenation TunnelДокумент6 страницDepyrogenation TunnelPrachi MishraОценок пока нет
- Terminal Sterilization V AsepticДокумент24 страницыTerminal Sterilization V AsepticvpnarashimmanОценок пока нет
- Dry Heat Sterilisation Pharmacopoeial RequirementsДокумент2 страницыDry Heat Sterilisation Pharmacopoeial RequirementsQAVALREP100% (1)
- Sampling Water Table ContentsДокумент2 страницыSampling Water Table Contentsraju1559405Оценок пока нет
- INSWABU - Check List - Sparkling PET - 20190619Документ136 страницINSWABU - Check List - Sparkling PET - 20190619YogiОценок пока нет
- SOP For Testing of Compressed Air and Nitrogen Gas For Viable Count - Pharmaceutical GuidelinesДокумент2 страницыSOP For Testing of Compressed Air and Nitrogen Gas For Viable Count - Pharmaceutical GuidelinesAnonymous FZs3yBHh7Оценок пока нет
- Integritest 5 Instrument: Specifications SheetДокумент8 страницIntegritest 5 Instrument: Specifications SheetMinh Sơn NguyễnОценок пока нет
- Sterilizing Grade Filter & Filter Validation - Mr. Ajeet Singh - 09-03-2007Документ29 страницSterilizing Grade Filter & Filter Validation - Mr. Ajeet Singh - 09-03-2007ajeets362790% (10)
- Studies On Cleaning Validation For A Cream and Ointment Manufacturing LineДокумент7 страницStudies On Cleaning Validation For A Cream and Ointment Manufacturing LinesppОценок пока нет
- CIP Cycle Development Sep04Документ7 страницCIP Cycle Development Sep04John HigginsОценок пока нет
- PQ Sterile TunnelДокумент10 страницPQ Sterile TunnelReza JafariОценок пока нет
- Autoclave Validation Comparison of Different GuidelineДокумент10 страницAutoclave Validation Comparison of Different Guidelineabdelhakim ougaidaОценок пока нет
- Aseptic Process Validation, SimultationДокумент17 страницAseptic Process Validation, SimultationSean SmithОценок пока нет
- Validation of Sterilization of AutoclavesДокумент15 страницValidation of Sterilization of AutoclavesErich Hermann Günther Molina100% (3)
- Sterilization - Validation, Qualification Requirements: Mrs Robyn IsaacsonДокумент49 страницSterilization - Validation, Qualification Requirements: Mrs Robyn IsaacsonMuqeet Kazmi100% (1)
- Comparison of Aseptic Process Simulation Media fill Guidance’sДокумент17 страницComparison of Aseptic Process Simulation Media fill Guidance’smaheedhar231gmailcom100% (1)
- Cleaning Validation Life Cycle: October 2020Документ16 страницCleaning Validation Life Cycle: October 2020rouss1906100% (1)
- Principles and Practice of Cleaning in PlaceДокумент41 страницаPrinciples and Practice of Cleaning in Placespidermk007100% (3)
- Bio Reactor Autoclave Validation SopДокумент6 страницBio Reactor Autoclave Validation SopIsabel Lima100% (1)
- Guidance For Industry - ATP - PremisesДокумент13 страницGuidance For Industry - ATP - PremisesFISHОценок пока нет
- Water Treatment System (Sistem Pengolahan Air Spa)Документ38 страницWater Treatment System (Sistem Pengolahan Air Spa)Tjen MolynaОценок пока нет
- OQ System TestДокумент9 страницOQ System TestSoon Kooi0% (1)
- Steriline TunnelДокумент8 страницSteriline TunnelHutHeoОценок пока нет
- Autoclave Validation EssentialsДокумент17 страницAutoclave Validation EssentialsprakhyaatОценок пока нет
- Validation of Sterilization Equipments: Aseptic Area ValidationsДокумент51 страницаValidation of Sterilization Equipments: Aseptic Area ValidationsSweekar BorkarОценок пока нет
- Radiopharmaceutical Production: Process ValidationДокумент13 страницRadiopharmaceutical Production: Process ValidationVinay PathakОценок пока нет
- TunnelДокумент2 страницыTunnelMahesh MahiОценок пока нет
- Sterile Filtration-Filter-Integrity-Test-TailinДокумент15 страницSterile Filtration-Filter-Integrity-Test-Tailinnawazash100% (1)
- URS-Glass WasherДокумент19 страницURS-Glass Washerssureshkar7699100% (2)
- SOP For Fumigation in Microbiology Lab - Pharmaceutical GuidelinesДокумент1 страницаSOP For Fumigation in Microbiology Lab - Pharmaceutical GuidelinesranaОценок пока нет
- BioBall Verification Protocol Iss 3Документ16 страницBioBall Verification Protocol Iss 3Michelle Morgan LongstrethОценок пока нет
- What Are The Key Benefits of Validation?Документ6 страницWhat Are The Key Benefits of Validation?siva sankarОценок пока нет
- Schedule M: Jijo Thomas M.Pharm Pharmaceutics College of Pharmaceutical Sciences TrivandrumДокумент77 страницSchedule M: Jijo Thomas M.Pharm Pharmaceutics College of Pharmaceutical Sciences TrivandrumVivek PanchabhaiОценок пока нет
- RABS and Isolators Barrier TechnologyДокумент44 страницыRABS and Isolators Barrier TechnologySilke IgemannОценок пока нет
- Yves MayeresseДокумент66 страницYves MayeressesumankatteboinaОценок пока нет
- EMS 14 Compressors and TurbinesДокумент161 страницаEMS 14 Compressors and TurbinesVishal MistryОценок пока нет
- Tank Vessel HandbookДокумент76 страницTank Vessel HandbooklsgmzОценок пока нет
- Designing Compact Heat ExchangersДокумент6 страницDesigning Compact Heat ExchangersAndrés Ramón Linares100% (1)
- Evaporator BasicsДокумент3 страницыEvaporator BasicsVishal MistryОценок пока нет
- Subpart B-Food Additives in Standardized Foods: 21 CFR Ch. I (4-1-16 Edition) 130.20Документ19 страницSubpart B-Food Additives in Standardized Foods: 21 CFR Ch. I (4-1-16 Edition) 130.20Vishal MistryОценок пока нет
- Limits Fits VIIISeДокумент18 страницLimits Fits VIIISecprabhakaranОценок пока нет
- American Welding Society (AWS)Документ26 страницAmerican Welding Society (AWS)ramprakash202Оценок пока нет
- Fans BlowersДокумент143 страницыFans BlowersRoudy J. Mhawas50% (2)
- Spot Weld Inc resistance welding equipment supplierДокумент2 страницыSpot Weld Inc resistance welding equipment supplierVishal MistryОценок пока нет
- 9b - Geometric Dimension Ing & Tolerancing (Part2)Документ36 страниц9b - Geometric Dimension Ing & Tolerancing (Part2)api-3815216100% (1)
- Pipe Wall Thickness ChartДокумент1 страницаPipe Wall Thickness ChartVishal MistryОценок пока нет
- Guideline: File Naming StructureДокумент7 страницGuideline: File Naming StructureVishal MistryОценок пока нет
- PipeДокумент1 страницаPipeVishal MistryОценок пока нет
- Press Fit Pressure CalculatorДокумент2 страницыPress Fit Pressure CalculatorVishal MistryОценок пока нет
- Fit and TolerancesДокумент15 страницFit and TolerancesRajasekaran Vt100% (1)
- Technical Design Manual: Valve BlockДокумент57 страницTechnical Design Manual: Valve BlockVishal MistryОценок пока нет
- Technical Design Manual: Valve BlockДокумент57 страницTechnical Design Manual: Valve BlockVishal MistryОценок пока нет
- CFR Part 110 definitions for human food manufacturingДокумент11 страницCFR Part 110 definitions for human food manufacturingVishal MistryОценок пока нет
- Plant Zoning Engineering HandbookДокумент6 страницPlant Zoning Engineering HandbookVishal MistryОценок пока нет
- 2015 - Pmo Final - 7 1 2016Документ447 страниц2015 - Pmo Final - 7 1 2016GeorgiosKirkimtzisОценок пока нет
- Engineering Handbook: Steam Sterilization in PlaceДокумент7 страницEngineering Handbook: Steam Sterilization in PlaceVishal MistryОценок пока нет
- Project Engineering Handbook: P&ID GuidelinesДокумент62 страницыProject Engineering Handbook: P&ID GuidelinesVishal MistryОценок пока нет
- CFR Part 110 definitions for human food manufacturingДокумент11 страницCFR Part 110 definitions for human food manufacturingVishal MistryОценок пока нет
- CE Evap Selection PDFДокумент8 страницCE Evap Selection PDFBharadwaj RangarajanОценок пока нет
- Is 1870 1965Документ168 страницIs 1870 1965nagarathinam82Оценок пока нет
- INTERNET STANDARDSДокумент18 страницINTERNET STANDARDSDawn HaneyОценок пока нет
- Disclosure To Promote The Right To InformationДокумент10 страницDisclosure To Promote The Right To InformationdombipinОценок пока нет
- इंटरनेट मानकДокумент6 страницइंटरनेट मानकVishal MistryОценок пока нет
- Is 6012Документ10 страницIs 6012kramkumar03100% (1)
- Appendix3 25113Документ189 страницAppendix3 25113iezohreОценок пока нет
- Chapter 14 TurbomachineryДокумент125 страницChapter 14 TurbomachineryThe Real Napster100% (1)
- Gases: Behavior & PropertiesДокумент35 страницGases: Behavior & PropertiesAdelia SetianingsihОценок пока нет
- FM&HM QuestionsДокумент3 страницыFM&HM Questionsవిష్ణువర్ధన్రెడ్డిОценок пока нет
- Ramjets and Scramjets: An IntroductionДокумент25 страницRamjets and Scramjets: An IntroductionparathОценок пока нет
- Basics of Hydraulics Revision CourseДокумент79 страницBasics of Hydraulics Revision CourseAhmadA.SwidanОценок пока нет
- LiquidsДокумент50 страницLiquidsrohan rajОценок пока нет
- FF0 Agitation Mixing (Compatibility Mode)Документ62 страницыFF0 Agitation Mixing (Compatibility Mode)abhi4923Оценок пока нет
- A New Horizon in Multiphase Flow MeasurementДокумент12 страницA New Horizon in Multiphase Flow MeasurementYanet Perez100% (3)
- PPE ME321 Steam NozzleДокумент15 страницPPE ME321 Steam Nozzlemuhammad umarОценок пока нет
- Fluid Mechanics: 2CL303 6 Semester Civil EngineeringДокумент14 страницFluid Mechanics: 2CL303 6 Semester Civil EngineeringkiranОценок пока нет
- Iwt Book PDFДокумент1 196 страницIwt Book PDFsree100% (1)
- Chapter 2 - Compressed Air PreparationДокумент6 страницChapter 2 - Compressed Air PreparationerickaОценок пока нет
- MHA ZENTGRAF 202-203 NDVP SteelДокумент4 страницыMHA ZENTGRAF 202-203 NDVP SteelNguyễn Kim HùngОценок пока нет
- (Chapter 7) Series Parallel Fluid FlowДокумент10 страниц(Chapter 7) Series Parallel Fluid FlowKarwan GoodОценок пока нет
- Multi-Stage Valve: Pipeline SpeedДокумент6 страницMulti-Stage Valve: Pipeline Speedmet-calcОценок пока нет
- Distillation ColumnДокумент67 страницDistillation ColumnNguyễn Mậu Minh NhậtОценок пока нет
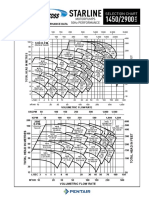
- Starline centrifugal pump performance chartДокумент122 страницыStarline centrifugal pump performance chartThomas KamongОценок пока нет
- Thank You For Taking The Assignment-4. Assignment-4: Unit 5 - Week 4Документ4 страницыThank You For Taking The Assignment-4. Assignment-4: Unit 5 - Week 4srinuОценок пока нет
- Solving Navier-Stokes PDE via FDMДокумент13 страницSolving Navier-Stokes PDE via FDMMuhammad_Noman_Hasan33% (6)
- Batch DistilaltionДокумент10 страницBatch DistilaltionShai EnvОценок пока нет
- Rundown TankДокумент3 страницыRundown TankRadhakrishnan SreerekhaОценок пока нет
- Zero FlareДокумент9 страницZero FlareJohn RongОценок пока нет
- CFD simulation of hydrogen combustionДокумент25 страницCFD simulation of hydrogen combustionVsm Krishna Sai EturiОценок пока нет
- Gas Pressure Reducing: Gas Pressure Reducing & Shut-Off Valve & Shut-Off Valve Series 71P11A Series 71P11AДокумент4 страницыGas Pressure Reducing: Gas Pressure Reducing & Shut-Off Valve & Shut-Off Valve Series 71P11A Series 71P11AĐình Sơn HoàngОценок пока нет
- Bebidas CarbonatadasДокумент5 страницBebidas CarbonatadasVanessa PenaОценок пока нет
- BORL LPG Quality CertificateДокумент2 страницыBORL LPG Quality CertificateHimanshu ChoukseyОценок пока нет
- Naval Refrigeration Systems Technical ManualДокумент514 страницNaval Refrigeration Systems Technical ManualkienmatdoОценок пока нет
- General Energy Equation: 2005 Pearson Education South Asia Pte LTDДокумент56 страницGeneral Energy Equation: 2005 Pearson Education South Asia Pte LTDDickson LeongОценок пока нет
- D-Mart Mysore PPT - (11-02-2020)Документ11 страницD-Mart Mysore PPT - (11-02-2020)Raju KsnОценок пока нет