Вам также может понравиться
- Astm F2620-13 PDFДокумент25 страницAstm F2620-13 PDFJORGEОценок пока нет
- NDT For Steel Pipe PilingДокумент2 страницыNDT For Steel Pipe PilingSaid Alauddeen FaiszОценок пока нет
- Astm A588-A588m-05Документ3 страницыAstm A588-A588m-05Hoang Kien100% (1)
- Broco ExplaningДокумент3 страницыBroco Explaningsequeiradiver1Оценок пока нет
- Jis g3456 Grade STPT 410 Pipes PDFДокумент1 страницаJis g3456 Grade STPT 410 Pipes PDFMitul MehtaОценок пока нет
- AWS D1.6 - Annex EДокумент13 страницAWS D1.6 - Annex EreezmanОценок пока нет
- NEMA Comparison Insulating Gasket - G7 - G9 - G10 - G11Документ3 страницыNEMA Comparison Insulating Gasket - G7 - G9 - G10 - G11asoka.pw0% (1)
- A325m 14 PDFДокумент8 страницA325m 14 PDFAquino0% (1)
- HSFG BoltsДокумент4 страницыHSFG BoltspajipitarОценок пока нет
- Epilux - HB - MIO - Coating-Grey PDFДокумент2 страницыEpilux - HB - MIO - Coating-Grey PDFRanjan Kumar SahuОценок пока нет
- OPSS 906 - Nov12Документ20 страницOPSS 906 - Nov12umerfr2Оценок пока нет
- Bar / Wire Wrapped Steel Cylinder Pipes With Mortar Lining and Coating (Including Specials) - SpecificationДокумент22 страницыBar / Wire Wrapped Steel Cylinder Pipes With Mortar Lining and Coating (Including Specials) - SpecificationPratik KharmateОценок пока нет
- JIS Z3211 For ElectrodeДокумент4 страницыJIS Z3211 For ElectrodeHoque AnamulОценок пока нет
- QCF312 WPQRДокумент2 страницыQCF312 WPQRminhnnОценок пока нет
- Astm A252 - A252m - 02Документ7 страницAstm A252 - A252m - 02Veronica MongeОценок пока нет
- Groundbed Design With HSCI AnodesДокумент8 страницGroundbed Design With HSCI AnodesAlexander David CarrasqueroОценок пока нет
- 6 MM TCДокумент1 страница6 MM TCpranesh kadamОценок пока нет
- CJP & PJPДокумент3 страницыCJP & PJPRobertBostanОценок пока нет
- SOLENOID VALVE ASCO LowPower - Gseries - R8 PDFДокумент14 страницSOLENOID VALVE ASCO LowPower - Gseries - R8 PDFNUR AFIFAHОценок пока нет
- Astm A325Документ1 страницаAstm A325Alberto CárdenasОценок пока нет
- Welding Procedure Specification (WPS) : As Per Attached Joints Detail SheetДокумент1 страницаWelding Procedure Specification (WPS) : As Per Attached Joints Detail SheetMohammed JaveedОценок пока нет
- Grating PacificДокумент79 страницGrating PacificNguyễn Duy Quang100% (1)
- A325MДокумент8 страницA325MmsbarretosОценок пока нет
- Brosur Pt. Srirejeki Perdana Steel-1Документ16 страницBrosur Pt. Srirejeki Perdana Steel-1Agus SofiansyahОценок пока нет
- PVC CPVC Physical Properties and Astm Specifications For Piping PDFДокумент1 страницаPVC CPVC Physical Properties and Astm Specifications For Piping PDFShahfaraz AhmadОценок пока нет
- AASHTO Pot BearingsДокумент4 страницыAASHTO Pot BearingsJithesh.k.sОценок пока нет
- ANSI Standard A14.3-2000Документ3 страницыANSI Standard A14.3-2000Jairo WilchesОценок пока нет
- API 2H50 Data Sheet 2012 04 02Документ2 страницыAPI 2H50 Data Sheet 2012 04 02alvaedison00Оценок пока нет
- Reasoned Document IRS M-39-2020Документ42 страницыReasoned Document IRS M-39-2020Metal deptОценок пока нет
- DayeДокумент2 страницыDayeJosip JurčićОценок пока нет
- A283GrC Vs A36 ComparisonДокумент2 страницыA283GrC Vs A36 ComparisonKhalilahmad KhatriОценок пока нет
- Industries: The Manila'S Expert EngineersДокумент12 страницIndustries: The Manila'S Expert EngineersJohn Carlos Moralidad CriticaОценок пока нет
- Astm d2321Документ10 страницAstm d2321ALARCONISTAОценок пока нет
- Bayou Concrete Weight Coating PDFДокумент2 страницыBayou Concrete Weight Coating PDFTinuoye Folusho OmotayoОценок пока нет
- Astm D5199-01Документ4 страницыAstm D5199-01thaiduyduc123Оценок пока нет
- Rererence - PIM-SC-2505-N - CS PIPING FABRICATIONДокумент14 страницRererence - PIM-SC-2505-N - CS PIPING FABRICATIONaslam.ambОценок пока нет
- Pheonwj M Spe 0025 1Документ48 страницPheonwj M Spe 0025 1Iksan Adityo Mulyo100% (1)
- AB-036090-001 Joints For Cement Lined PipeДокумент1 страницаAB-036090-001 Joints For Cement Lined Pipenarutothunderjet216100% (1)
- Ssec - Tip - 56 Cambered Steel Beams PDFДокумент4 страницыSsec - Tip - 56 Cambered Steel Beams PDFAdrian Guerra EspinosaОценок пока нет
- Csa G40.21 PDFДокумент4 страницыCsa G40.21 PDFmecano1Оценок пока нет
- Project:OLMTP Project No:16-PSS-002 Client:ZKB-RELIABLE: Daily Welding Inspection ReportДокумент4 страницыProject:OLMTP Project No:16-PSS-002 Client:ZKB-RELIABLE: Daily Welding Inspection ReportEngr Saeed AnwarОценок пока нет
- Steel Sheet Piling: Standard Specification ForДокумент2 страницыSteel Sheet Piling: Standard Specification ForGienelyn JulianoОценок пока нет
- Astm A 490Документ6 страницAstm A 490Pedro Diaz UzcateguiОценок пока нет
- Letter For Testing of PQRДокумент1 страницаLetter For Testing of PQRPA PROJECTS PVT LTDОценок пока нет
- HD Bolts BS - 7419Документ5 страницHD Bolts BS - 7419Deana White100% (1)
- BS 729 PDFДокумент15 страницBS 729 PDFEnus BenjaminОценок пока нет
- Weldlok Steel GratingДокумент16 страницWeldlok Steel GratingDivyang241088Оценок пока нет
- ISO 19840 2004 en PreviewДокумент8 страницISO 19840 2004 en PreviewBalbhim JagdaleОценок пока нет
- Chemical Composition of ASTM ASME SA516 Grade 60 70 Steel PlateДокумент2 страницыChemical Composition of ASTM ASME SA516 Grade 60 70 Steel PlateVarun Malhotra100% (1)
- Fabrication and Erection MSДокумент6 страницFabrication and Erection MSShrikant BudholiaОценок пока нет
- Hydrostatic Test Pressure For Flanges PDFДокумент2 страницыHydrostatic Test Pressure For Flanges PDFChegg ChemОценок пока нет
- Series 5000C Fiberglass Fiberlgass Pipe and Fittin PDFДокумент8 страницSeries 5000C Fiberglass Fiberlgass Pipe and Fittin PDFsandbadbahriОценок пока нет
- BS 4504-Part 1Документ104 страницыBS 4504-Part 1Simon LawОценок пока нет
- Ba 281842 001Документ1 страницаBa 281842 001salmanОценок пока нет
- 7-65-0404 Rev 4Документ1 страница7-65-0404 Rev 4rajanjisri2259Оценок пока нет
- General Notes: Philippine Charity Sweepstakes OfficeДокумент15 страницGeneral Notes: Philippine Charity Sweepstakes OfficeNelson OrejudosОценок пока нет
- Yss Suspension For Scooter: Fork Upgrade KITДокумент22 страницыYss Suspension For Scooter: Fork Upgrade KITRt OpОценок пока нет
- GDC Layout Updated 14.06.2023Документ1 страницаGDC Layout Updated 14.06.2023PradneshОценок пока нет
- Beraing Forces & Exp JointДокумент3 страницыBeraing Forces & Exp JointTanveer IqbalОценок пока нет
- Municipality of Pamplona: (Fill Side) Detail of Grouted RiprapДокумент1 страницаMunicipality of Pamplona: (Fill Side) Detail of Grouted RiprapArmand Mikhail TempladoОценок пока нет
- FTM Hit-Re 500 v3 Hit-VДокумент12 страницFTM Hit-Re 500 v3 Hit-VfdfazfzОценок пока нет
- BZS - D - 16-601 Hilti HIT-RE 500 V3 Shock Approval ENДокумент2 страницыBZS - D - 16-601 Hilti HIT-RE 500 V3 Shock Approval ENfdfazfzОценок пока нет
- Guidelines For Registration of Competent Firms (PETROLEUM) PDFДокумент19 страницGuidelines For Registration of Competent Firms (PETROLEUM) PDFfdfazfzОценок пока нет
- A05 004 Inspection Test Plan Shell Tube Heat Exchangers 5 210D HA 01 A B C D PDFДокумент14 страницA05 004 Inspection Test Plan Shell Tube Heat Exchangers 5 210D HA 01 A B C D PDFfdfazfzОценок пока нет
- HQSM12-Q13-103-001-A4 ITP E-101 AB - HQSM Commented 21.02.2020 PDFДокумент11 страницHQSM12-Q13-103-001-A4 ITP E-101 AB - HQSM Commented 21.02.2020 PDFfdfazfzОценок пока нет
- Pr9788 - Specification For Horizontal Directional DrillingДокумент40 страницPr9788 - Specification For Horizontal Directional Drillingfdfazfz50% (2)
- EN010021-001535-Forewind - DVII - Appendix 7 Method Statement For Horizontal Directional Drill PDFДокумент10 страницEN010021-001535-Forewind - DVII - Appendix 7 Method Statement For Horizontal Directional Drill PDFfdfazfzОценок пока нет
- 207 16 Audit Guide - Fab MFG CombinedДокумент26 страниц207 16 Audit Guide - Fab MFG CombinedfdfazfzОценок пока нет
- Initial Audit Checklist: #Ynna First Audit AdministrationДокумент5 страницInitial Audit Checklist: #Ynna First Audit AdministrationfdfazfzОценок пока нет
- FAB Shop PaperДокумент12 страницFAB Shop PaperfdfazfzОценок пока нет
- Lenovo Security ThinkShield-Solutions-Guide Ebook IDG NA HV DownloadДокумент10 страницLenovo Security ThinkShield-Solutions-Guide Ebook IDG NA HV DownloadManeshОценок пока нет
- DSP Unit V ObjectiveДокумент4 страницыDSP Unit V Objectiveshashi dharОценок пока нет
- Refference 01 Sheethal Visa Rejection Reason ExplanationДокумент3 страницыRefference 01 Sheethal Visa Rejection Reason ExplanationAniket PatelОценок пока нет
- Goat Farm ProjectДокумент44 страницыGoat Farm ProjectVipin Kushwaha83% (6)
- GTT NO96 LNG TanksДокумент5 страницGTT NO96 LNG TanksEdutamОценок пока нет
- Discovering Computers 2016: Operating SystemsДокумент34 страницыDiscovering Computers 2016: Operating SystemsAnonymous gNHrb0sVYОценок пока нет
- WoodCarving Illustrated 044 (Fall 2008)Документ100 страницWoodCarving Illustrated 044 (Fall 2008)Victor Sanhueza100% (7)
- Beenet Conf ScriptДокумент4 страницыBeenet Conf ScriptRavali KambojiОценок пока нет
- Ara FormДокумент2 страницыAra Formjerish estemОценок пока нет
- TP913Документ5 страницTP913jmpateiro1985Оценок пока нет
- Multicomponent Distillation Shortcut MethodДокумент5 страницMulticomponent Distillation Shortcut MethodDiegoAndréVegaDávalosОценок пока нет
- Execution Lac 415a of 2006Документ9 страницExecution Lac 415a of 2006Robin SinghОценок пока нет
- Baterías YuasaДокумент122 страницыBaterías YuasaLuisОценок пока нет
- Deploying MVC5 Based Provider Hosted Apps For On-Premise SharePoint 2013Документ22 страницыDeploying MVC5 Based Provider Hosted Apps For On-Premise SharePoint 2013cilango1Оценок пока нет
- MF 660Документ7 страницMF 660Sebastian Vasquez OsorioОценок пока нет
- Centurion Bank of PunjabДокумент7 страницCenturion Bank of Punjabbaggamraasi1234Оценок пока нет
- Fine Fragrances After Shave, Eau de Parfum, Eau de Cologne, Eau de Toilette, Parfume Products (9-08)Документ6 страницFine Fragrances After Shave, Eau de Parfum, Eau de Cologne, Eau de Toilette, Parfume Products (9-08)Mustafa BanafaОценок пока нет
- Juniper M5 M10 DatasheetДокумент6 страницJuniper M5 M10 DatasheetMohammed Ali ZainОценок пока нет
- U-Blox Parameters Setting ProtocolsДокумент2 страницыU-Blox Parameters Setting Protocolspedrito perezОценок пока нет
- BSC IT SyllabusДокумент32 страницыBSC IT Syllabusஜூலியன் சத்தியதாசன்Оценок пока нет
- Pivacare Preventive-ServiceДокумент1 страницаPivacare Preventive-ServiceSadeq NeiroukhОценок пока нет
- Modeling Cover Letter No ExperienceДокумент7 страницModeling Cover Letter No Experienceimpalayhf100% (1)
- Low Cost CompaniesДокумент9 страницLow Cost CompaniesIvan RodriguezОценок пока нет
- Chapter 1Документ2 страницыChapter 1Reymond Homigop GalarpeОценок пока нет
- KEC International Limited: Pile FoundationДокумент49 страницKEC International Limited: Pile FoundationDinesh Kumar100% (1)
- Variable Length Subnet MasksДокумент4 страницыVariable Length Subnet MaskszelalemОценок пока нет
- Roundup WG Bula MonsantoДокумент16 страницRoundup WG Bula MonsantodandanyddОценок пока нет
- Allergies To Cross-Reactive Plant Proteins: Takeshi YagamiДокумент11 страницAllergies To Cross-Reactive Plant Proteins: Takeshi YagamisoylahijadeunvampiroОценок пока нет
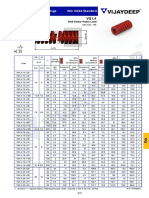
- Rectangular Wire Die Springs ISO-10243 Standard: Red Colour Heavy LoadДокумент3 страницыRectangular Wire Die Springs ISO-10243 Standard: Red Colour Heavy LoadbashaОценок пока нет
- Ra 11521 9160 9194 AmlaДокумент55 страницRa 11521 9160 9194 Amlagore.solivenОценок пока нет