Вам также может понравиться
- Checklist Modelo-MoldesДокумент2 страницыChecklist Modelo-MoldesTecnico Mantenimiento (IDE)Оценок пока нет
- Clasificación de PolímerosДокумент29 страницClasificación de PolímerosYolanda RuizОценок пока нет
- Inyectora MaquinaДокумент26 страницInyectora MaquinaJaimeRubenLLoqueBordaОценок пока нет
- Inyeccion de Plasticos SenatiДокумент149 страницInyeccion de Plasticos SenatiAsdfsadf Asdfsadff100% (3)
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209От EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Оценок пока нет
- Curso de Procesos de ManufacturaДокумент29 страницCurso de Procesos de ManufacturaSergio VigoyaОценок пока нет
- Proceso de Extrusión de Película Soplada A Base de Polietilenos - Mezclas PDFДокумент103 страницыProceso de Extrusión de Película Soplada A Base de Polietilenos - Mezclas PDFDiego Luis Monsalve Sánchez100% (1)
- Cómo Optimizar El Proceso de Extrusión de PELBDДокумент9 страницCómo Optimizar El Proceso de Extrusión de PELBDDiego Mauricio Flores HerbasОценок пока нет
- Control de Calidad en El Proceso de Extrusion de Plasticos de PolipropilenoДокумент160 страницControl de Calidad en El Proceso de Extrusion de Plasticos de PolipropilenoReivaj JavierОценок пока нет
- Proceso de Extrusión de Barras Cuadradas de PlasticoДокумент14 страницProceso de Extrusión de Barras Cuadradas de PlasticoCristhian Garcia LopezОценок пока нет
- Manual Basico Operadores InyeccionДокумент75 страницManual Basico Operadores InyeccionCathy TorresОценок пока нет
- Botellas PETДокумент17 страницBotellas PETGianniCausaОценок пока нет
- Los 7 MudasДокумент10 страницLos 7 MudasEricka GomezОценок пока нет
- Moldeo Por SopladoДокумент6 страницMoldeo Por SopladoJ Fabian Luévano RodríguezОценок пока нет
- Polimeros - Botellas de PlasticoДокумент16 страницPolimeros - Botellas de PlasticoYanira OrtegaОценок пока нет
- Termoplasticosporextrusion 200 PagsДокумент137 страницTermoplasticosporextrusion 200 PagsFlavia SobreroОценок пока нет
- Aplicación de La Metodología Seis Sigma para La Reducción de Scrap en La Fabricación de Bumper AutomotrizДокумент96 страницAplicación de La Metodología Seis Sigma para La Reducción de Scrap en La Fabricación de Bumper AutomotrizMiriam ZuluagaОценок пока нет
- SMEDДокумент28 страницSMEDAlex MottheОценок пока нет
- Smed Cambio de MoldeДокумент51 страницаSmed Cambio de Moldejose guadlupe ricoОценок пока нет
- Manual de APQP (Advanced Product Quality Planning) - Ilustrados!Документ4 страницыManual de APQP (Advanced Product Quality Planning) - Ilustrados!johanaОценок пока нет
- PDF 3Документ93 страницыPDF 3Juan Pablo CastañoОценок пока нет
- Inyeccionde PlasticosДокумент8 страницInyeccionde PlasticosPablo Arenas AláОценок пока нет
- Control de Calidad de Respuesta RápidaДокумент22 страницыControl de Calidad de Respuesta RápidaMatiasОценок пока нет
- Proceso de SopladoДокумент36 страницProceso de SopladoDiego RomeroОценок пока нет
- Polimeros Influencia Del Melt IndexДокумент6 страницPolimeros Influencia Del Melt IndexluisalbertolvОценок пока нет
- Utilización de Preforms de PET Después de CalentadasДокумент115 страницUtilización de Preforms de PET Después de CalentadasOsmany Enriquez QuintanaОценок пока нет
- Moldeo Por InyecciónДокумент23 страницыMoldeo Por InyecciónLuis BarajasОценок пока нет
- 1-2 La Máquina de ExtrusiónДокумент11 страниц1-2 La Máquina de ExtrusiónadeОценок пока нет
- Catalogo ExtrusionДокумент10 страницCatalogo ExtrusionJesson RodríguezОценок пока нет
- Elementos Proceso Inyeccion PlasticosДокумент9 страницElementos Proceso Inyeccion PlasticosWilliam MosqueraОценок пока нет
- Entrenamiento Industrial - ExtrusiónДокумент37 страницEntrenamiento Industrial - Extrusiónjogm17Оценок пока нет
- Manual de Mantenimiento ExtrusionДокумент75 страницManual de Mantenimiento ExtrusionCindy Franco0% (1)
- 02 InyeccionДокумент75 страниц02 InyeccionCarlos Jimenez100% (1)
- Manual de Calidad Del Proveedor MCP-74.12 Rev. 24Документ37 страницManual de Calidad Del Proveedor MCP-74.12 Rev. 24Kanade TachibanaОценок пока нет
- SopladoДокумент28 страницSopladoLeonard NovoaОценок пока нет
- SPC Aplicativo Ed00Документ32 страницыSPC Aplicativo Ed00anny793hotmailcomОценок пока нет
- Programa de Operacion y Mantenimiento deДокумент143 страницыPrograma de Operacion y Mantenimiento dejorge romanОценок пока нет
- Hojas de ProcesosДокумент19 страницHojas de ProcesosJose ZubietaОценок пока нет
- Presentacion Transicion A Iatf 3Документ3 страницыPresentacion Transicion A Iatf 3Juan Posada GОценок пока нет
- Herramientas de CorteДокумент112 страницHerramientas de CorteMarioОценок пока нет
- RotomoldeoДокумент11 страницRotomoldeofisicomateriales100% (2)
- Manual de Una Maquina de Inyeccion de PlasticoДокумент38 страницManual de Una Maquina de Inyeccion de PlasticoLuis Manuel Càrdenas GarcìaОценок пока нет
- Implantación Del Sistema Smed en Un Proceso de Impresión FlexográficaДокумент19 страницImplantación Del Sistema Smed en Un Proceso de Impresión Flexográficaмiĸe мeиdozaОценок пока нет
- Parámetros Clave A Considerar Durante El Procesamiento Del PETДокумент6 страницParámetros Clave A Considerar Durante El Procesamiento Del PETplasticos_jfm6580Оценок пока нет
- Conformado de Plastico 2Документ55 страницConformado de Plastico 2Johnnathan Javier MedinaОценок пока нет
- 1.2 Moldeo Por InyecciónДокумент31 страница1.2 Moldeo Por InyecciónMoisés Vázquez ToledoОценок пока нет
- Catalogo PrensasДокумент11 страницCatalogo PrensasDanyKarll100% (1)
- Formato AntDesp Kaizen FullДокумент2 страницыFormato AntDesp Kaizen FullRaul PerezОценок пока нет
- Formato Pase de Salida de MaterialДокумент2 страницыFormato Pase de Salida de MaterialGoga Erika0% (1)
- Manual de Producto TerminadoДокумент66 страницManual de Producto TerminadoLazlo SalinasОценок пока нет
- Extrusion y Soplado de PolimerosДокумент7 страницExtrusion y Soplado de PolimerosJhonatan MontalvoОценок пока нет
- Analisis Del Proceso de Extrusión de Película Tubular 2Документ31 страницаAnalisis Del Proceso de Extrusión de Película Tubular 2Orlando Yaguas100% (3)
- Procesamiento de Polimeros 2Документ29 страницProcesamiento de Polimeros 2Hebert Vizconde PoemapeОценок пока нет
- InyeccionДокумент29 страницInyeccioncamiloОценок пока нет
- Identificacion de Riesgos en Un ProcesoДокумент6 страницIdentificacion de Riesgos en Un ProcesoBONIFACIO GARCIA LUNAОценок пока нет
- Lab - 09 2019-1Документ48 страницLab - 09 2019-1Javier VargasОценок пока нет
- Practica Inyeccion de PlasticoДокумент11 страницPractica Inyeccion de PlasticoelkimezsОценок пока нет
- Inyeccion de Plastico 5Документ21 страницаInyeccion de Plastico 5Diana Lisbeth Poma Escobar100% (2)
- Practica Simulacion 4Документ6 страницPractica Simulacion 4Juan Pablo CastilloОценок пока нет
- Mi Praciny1 11-13Документ7 страницMi Praciny1 11-13LEZLI JACQUELINE RAMIREZ BARCENASОценок пока нет
- Hoja Resumen Plan de Transiciòn PDFДокумент3 страницыHoja Resumen Plan de Transiciòn PDFJuan Camilo Mendoza N.Оценок пока нет
- Diagrama en BlancoДокумент1 страницаDiagrama en BlancoJuan Camilo Mendoza N.Оценок пока нет
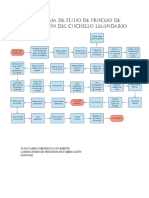
- Diagrama de Proceso - Juan Camilo Mendoza N PDFДокумент1 страницаDiagrama de Proceso - Juan Camilo Mendoza N PDFJuan Camilo Mendoza N.Оценок пока нет
- Diagrama en BlancoДокумент1 страницаDiagrama en BlancoJuan Camilo Mendoza N.Оценок пока нет
- Lab 8Документ9 страницLab 8Juan Camilo Mendoza N.Оценок пока нет
- Punto 2Документ6 страницPunto 2Juan Camilo Mendoza N.Оценок пока нет
- Campo Magnetico TerrestreДокумент8 страницCampo Magnetico TerrestreJuan Camilo Mendoza N.Оценок пока нет
- Marshall, Principios de EconomiaДокумент25 страницMarshall, Principios de EconomiaLuis Anthony Miñope GaonaОценок пока нет
- Informe de Coeficiente de FriccionДокумент6 страницInforme de Coeficiente de FriccionÁlvaro PinedaОценок пока нет
- Campo Magnetico TerrestreДокумент8 страницCampo Magnetico TerrestreJuan Camilo Mendoza N.Оценок пока нет
- Resumen Teoremas y Criterios de Convergencia y Divergencia Series PDFДокумент2 страницыResumen Teoremas y Criterios de Convergencia y Divergencia Series PDFJuan Camilo Mendoza N.Оценок пока нет
- Taller RegresionДокумент2 страницыTaller RegresionJuan Camilo Mendoza N.Оценок пока нет
- FourCorners4StudentBook PDFДокумент161 страницаFourCorners4StudentBook PDFJuan Camilo Mendoza N.Оценок пока нет
- Permeabilidad MagneticaДокумент8 страницPermeabilidad MagneticaJuan Camilo Mendoza N.Оценок пока нет
- Quiz PeadДокумент1 страницаQuiz PeadJuan Camilo Mendoza N.Оценок пока нет
- Permeabilidad MagneticaДокумент14 страницPermeabilidad MagneticaJuan Camilo Mendoza N.Оценок пока нет
- Permeabilidad MagneticaДокумент8 страницPermeabilidad MagneticaJuan Camilo Mendoza N.Оценок пока нет
- EspañolДокумент4 страницыEspañolJuan Camilo Mendoza N.Оценок пока нет
- Quinta EscenaДокумент1 страницаQuinta EscenaJuan Camilo Mendoza N.Оценок пока нет
- UniversidadesДокумент1 страницаUniversidadesJuan Camilo Mendoza N.Оценок пока нет
- Punto 4Документ2 страницыPunto 4Juan Camilo Mendoza N.Оценок пока нет
- Punto 5 ParcialДокумент4 страницыPunto 5 ParcialJuan Camilo Mendoza N.Оценок пока нет
- Informática 2 PDFДокумент3 страницыInformática 2 PDFJuan Camilo Mendoza N.100% (1)
- Quiz 2 PeadДокумент1 страницаQuiz 2 PeadJuan Camilo Mendoza N.Оценок пока нет
- Parcial Tercio-JuanpabloriañoДокумент3 страницыParcial Tercio-JuanpabloriañoJuan Camilo Mendoza N.Оценок пока нет
- Cabañas de Madera PDFДокумент35 страницCabañas de Madera PDFLuis CoitiñoОценок пока нет
- Evidencia 3Документ6 страницEvidencia 3ExalcoatlОценок пока нет
- Acero 1035Документ4 страницыAcero 1035dojopeba50% (2)
- QUIMICAДокумент4 страницыQUIMICAMarco Antonio Fernández TiburcioОценок пока нет
- CERRAMIENTOSДокумент63 страницыCERRAMIENTOSisimoncОценок пока нет
- Guia de BiomaterialesДокумент27 страницGuia de BiomaterialesMARIA CLAUDIA OBANDO GARCIAОценок пока нет
- Presentación Aguas MeteoricasДокумент23 страницыPresentación Aguas Meteoricasjorge rabanalОценок пока нет
- Cat Regular n10 SetiembreДокумент166 страницCat Regular n10 SetiembreRoss Mery DE LA CRUZ RAMOSОценок пока нет
- PROCEDIMIENTO DE TRABAJO DE REPARACION DE ESTRUCTURAS DE CONCRETO - Rev3Документ6 страницPROCEDIMIENTO DE TRABAJO DE REPARACION DE ESTRUCTURAS DE CONCRETO - Rev3Julio V. RodrìguezОценок пока нет
- Det. Complexométrica de Alúmina en El Cemento PDFДокумент9 страницDet. Complexométrica de Alúmina en El Cemento PDFxasiraОценок пока нет
- Acido BaseДокумент2 страницыAcido BaseIgnacio AndrésОценок пока нет
- Analitico Final EstadioДокумент62 страницыAnalitico Final EstadioJhomas QMОценок пока нет
- Baranda CityДокумент21 страницаBaranda CityRoberto ResendesОценок пока нет
- Bitumen EsДокумент27 страницBitumen EsWillithoCP100% (1)
- Resumen Industria SiderugicaДокумент5 страницResumen Industria SiderugicaJairo AndresОценок пока нет
- Tablas de FusionДокумент3 страницыTablas de FusionVianey TorresОценок пока нет
- 2018dianacastillo PDFДокумент121 страница2018dianacastillo PDFEllen Pamela Orellano CaicedoОценок пока нет
- Materiales No MetalicosДокумент18 страницMateriales No MetalicosValente Juarez AlejandroОценок пока нет
- Metrados DeivyДокумент4 страницыMetrados DeivyDeivy Andagua RamirezОценок пока нет
- Et 5005 700 01 755Документ45 страницEt 5005 700 01 755Pablo SandovalОценок пока нет
- Especificación Geocompuesto Mac Drain 2 LFPДокумент5 страницEspecificación Geocompuesto Mac Drain 2 LFPBreseño AroОценок пока нет
- 4 DC 7 FC 9 EdeДокумент9 страниц4 DC 7 FC 9 EdeAgusОценок пока нет
- Problemas Típicos en Un Proceso de Endulzamiento Con Aminas en Una Planta de GasДокумент3 страницыProblemas Típicos en Un Proceso de Endulzamiento Con Aminas en Una Planta de GasHector MartínezОценок пока нет
- Lixiviacion de Oro y PlataДокумент16 страницLixiviacion de Oro y PlataJuan José Solano CastilloОценок пока нет
- Tipos de Válvulas y AccesoriosДокумент7 страницTipos de Válvulas y AccesoriosDivita ArandaОценок пока нет
- APLICACIONES AluminioДокумент4 страницыAPLICACIONES AluminioRoger BarriaОценок пока нет
- Tratamientos MecanicosДокумент13 страницTratamientos MecanicosCristian Reinoso ContrerasОценок пока нет
- Geocompuestos Grupo5Документ34 страницыGeocompuestos Grupo5Dennis EdgarОценок пока нет
- Caracteristica Petroleo 1Документ7 страницCaracteristica Petroleo 1jose luis es cuderoОценок пока нет
- CeramicosДокумент4 страницыCeramicosClaudia BedoyaОценок пока нет