Вам также может понравиться
- Qap TataДокумент5 страницQap TataDesign VardhОценок пока нет
- Standard Operation ProcedureДокумент3 страницыStandard Operation ProcedureAnand KesarkarОценок пока нет
- Without Punch Part Mix: Customer/Supplier / in Plant Quality Problem Analysis and Countermeasure Sheet (5 - Rule)Документ13 страницWithout Punch Part Mix: Customer/Supplier / in Plant Quality Problem Analysis and Countermeasure Sheet (5 - Rule)Rohtash fastnerОценок пока нет
- Control PlanДокумент4 страницыControl PlanRakesh PandeyОценок пока нет
- 202301-Quality Management-75053Документ30 страниц202301-Quality Management-75053SRJ Do ItОценок пока нет
- Testing Card for Easy Checking of Relay CardsДокумент6 страницTesting Card for Easy Checking of Relay CardsRaja Shankar JeevaОценок пока нет
- Water treatment chemicals and their functionsДокумент7 страницWater treatment chemicals and their functionsRajeshОценок пока нет
- 1114-1182 Vij Engineers & Consultants PVT LTD UTE - 40-1156Документ1 страница1114-1182 Vij Engineers & Consultants PVT LTD UTE - 40-1156VikasОценок пока нет
- 4me RRДокумент1 страница4me RRNiranjan DsОценок пока нет
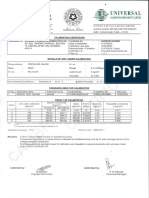
- Universal calibration laboratory services for pressure gaugesДокумент8 страницUniversal calibration laboratory services for pressure gaugesChinmaya BeheraОценок пока нет
- Italian-Thai Development Public Company Limited: The Quality Control PlanДокумент1 страницаItalian-Thai Development Public Company Limited: The Quality Control Planmahedi hasanОценок пока нет
- Adobe Scan 18 Jul 2023Документ1 страницаAdobe Scan 18 Jul 2023Anish Krishna AniОценок пока нет
- GM 1927-16b Welding Process AuditДокумент5 страницGM 1927-16b Welding Process AuditJOHNОценок пока нет
- 2953 Thrad TightДокумент6 страниц2953 Thrad TightRohit QualityОценок пока нет
- 320D T'LinksДокумент1 страница320D T'LinksMohammed KhalidОценок пока нет
- IND SHELL CAST PRIVATE LTD PROCESS FLOW CHART FOR CAT SWL INLET MACHINEDДокумент2 страницыIND SHELL CAST PRIVATE LTD PROCESS FLOW CHART FOR CAT SWL INLET MACHINEDMONISHRAJОценок пока нет
- SOP Name SOP For Indicator Lamp Quality Test (Refrigerator) DATE ISSUED 07.07.2020Документ6 страницSOP Name SOP For Indicator Lamp Quality Test (Refrigerator) DATE ISSUED 07.07.2020swapon kumar shillОценок пока нет
- Calibration Certificate: Page 1 / 1Документ1 страницаCalibration Certificate: Page 1 / 1Eduard GadzhievОценок пока нет
- Standard Inspection and Test Plan for Tank Sacrificial Anode InstallationДокумент3 страницыStandard Inspection and Test Plan for Tank Sacrificial Anode InstallationFolarin AyodejiОценок пока нет
- Single Phase Motor Capacitor SizingДокумент2 страницыSingle Phase Motor Capacitor Sizinghemant kumar0% (1)
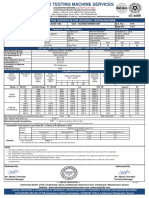
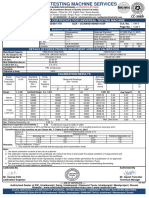
- MATRIX TESTING MACHINE SERVICES CALIBRATION CERTIFICATEДокумент1 страницаMATRIX TESTING MACHINE SERVICES CALIBRATION CERTIFICATEVikasОценок пока нет
- QAP HMEL 7480000754 L08722A501-SignedДокумент3 страницыQAP HMEL 7480000754 L08722A501-SignedSuyog GawandeОценок пока нет
- Rohtas Fasteners Pvt. LTD.: Supplier / In-Plant Quality Problem Analysis and Countermeasure Sheet (5-Rule)Документ4 страницыRohtas Fasteners Pvt. LTD.: Supplier / In-Plant Quality Problem Analysis and Countermeasure Sheet (5-Rule)Rohtash fastnerОценок пока нет
- Pt. Prestasi Inti Rubber: Control PlanДокумент1 страницаPt. Prestasi Inti Rubber: Control PlanHardjonoОценок пока нет
- Thermal insulation wool mattress quality standardsДокумент4 страницыThermal insulation wool mattress quality standardsjagan100% (1)
- Harduaganj Thermal Power Station Extension-II EPC Package Boiler O&M ManualДокумент30 страницHarduaganj Thermal Power Station Extension-II EPC Package Boiler O&M ManualSudhir KumarОценок пока нет
- Calibrated Xenon Light Source L7810: FeaturesДокумент2 страницыCalibrated Xenon Light Source L7810: FeaturesDimas Agung DwiparonaОценок пока нет
- AR1810.00-PRO-LST-002 Rev00 CAUSE & EFFECT DIAGRAM OF TARFA#2 PDFДокумент6 страницAR1810.00-PRO-LST-002 Rev00 CAUSE & EFFECT DIAGRAM OF TARFA#2 PDFYaakoubi FethiОценок пока нет
- 06) - Fmea For 11190722 - DДокумент192 страницы06) - Fmea For 11190722 - DMONISHRAJОценок пока нет
- FQP Field Quality Plan or ItpДокумент30 страницFQP Field Quality Plan or Itp9893203028Оценок пока нет
- Updated Standard Manufacturing Quality Plan For Battery ChargersДокумент4 страницыUpdated Standard Manufacturing Quality Plan For Battery ChargersAbhilash KumarОценок пока нет
- KWSP2 Chlorine Neutralization P&IDДокумент7 страницKWSP2 Chlorine Neutralization P&IDJahangir AlamОценок пока нет
- 9.PFD - 001733000520Документ1 страница9.PFD - 001733000520BHUSHANОценок пока нет
- PTCL Internal Solar System PAT ReportДокумент9 страницPTCL Internal Solar System PAT ReportBilal AsgharОценок пока нет
- Process Flow Chart (Pre-Launch / Production)Документ1 страницаProcess Flow Chart (Pre-Launch / Production)kumar0% (1)
- Water Tank ItpДокумент5 страницWater Tank ItpHgagselim SelimОценок пока нет
- Ione VP 02 H 001 069 - 1Документ4 страницыIone VP 02 H 001 069 - 1ضياء محمدОценок пока нет
- Root Cause Analysis For VRF System FailureДокумент3 страницыRoot Cause Analysis For VRF System Failurelcatey1Оценок пока нет
- Pur 08-Outsource Processess 2020 (1)Документ2 страницыPur 08-Outsource Processess 2020 (1)nbr.qualitygbОценок пока нет
- Quality Assurance PlanДокумент4 страницыQuality Assurance PlanQuality VenusОценок пока нет
- Water Tank ItpДокумент5 страницWater Tank Itptuan mai vanОценок пока нет
- Sahyog Engineering production and quality reportДокумент3 страницыSahyog Engineering production and quality reportPrakash kumarTripathiОценок пока нет
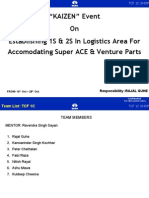
- 1S and 2S Established in Logistics AreaДокумент32 страницы1S and 2S Established in Logistics AreaSaurabh JoshiОценок пока нет
- Ojeshive Filling StationДокумент8 страницOjeshive Filling StationSachinОценок пока нет
- Appcom HC 5000 BK UvДокумент1 страницаAppcom HC 5000 BK UvabinayaОценок пока нет
- Thind Rice MillsДокумент1 страницаThind Rice MillsGyaan Disha To choose right pathОценок пока нет
- ITP-Refrac 03B001&02B001-1Документ2 страницыITP-Refrac 03B001&02B001-1มิตร อันมา100% (1)
- Omega: ServicesДокумент7 страницOmega: ServicesSumit JainОценок пока нет
- Control Plan- Tie Rod 1.375'-12-2A UNFX12.78, 84B515663ADP1.Документ4 страницыControl Plan- Tie Rod 1.375'-12-2A UNFX12.78, 84B515663ADP1.Himanshu MishraОценок пока нет
- Adobe Scan Apr 25, 2023 (7)Документ1 страницаAdobe Scan Apr 25, 2023 (7)Dîo ÂrûñОценок пока нет
- SKH Metals process control standard for riser front cushion partДокумент2 страницыSKH Metals process control standard for riser front cushion partshinuОценок пока нет
- SH 47Документ1 страницаSH 47keshav chaturvediОценок пока нет
- Civil Daily Report Fireproofing LTDCДокумент1 страницаCivil Daily Report Fireproofing LTDCfajargaluhwijaya09Оценок пока нет
- CapaДокумент10 страницCapaBalaji AnbazaganОценок пока нет
- QAP For Ducting V1 R0Документ1 страницаQAP For Ducting V1 R0Hema NandhОценок пока нет
- QAP For Pipes For Hydrant and Sprinkler SystemДокумент3 страницыQAP For Pipes For Hydrant and Sprinkler SystemCaspian DattaОценок пока нет
- M.E - Boiler Test ReportДокумент1 страницаM.E - Boiler Test Reportian secretariaОценок пока нет
- Sign: Assistant: Sign: Assistant: SignДокумент1 страницаSign: Assistant: Sign: Assistant: SignSalim BakhshОценок пока нет
- 6501Документ1 страница6501rohanmanimaniОценок пока нет
- Automotive Actuators and EVAP System TestingОт EverandAutomotive Actuators and EVAP System TestingРейтинг: 4.5 из 5 звезд4.5/5 (4)
- Alloying Elements in Steel by T Bell PDFДокумент3 страницыAlloying Elements in Steel by T Bell PDFShital ManeОценок пока нет
- Customer Complinat - Sadhu PDFДокумент2 страницыCustomer Complinat - Sadhu PDFPANKAJ JAISWALОценок пока нет
- Continuous Casting of Steel PDFДокумент10 страницContinuous Casting of Steel PDFStefan MihalacheОценок пока нет
- Supplier Audit ChecklistДокумент21 страницаSupplier Audit ChecklistAnonymous W2gdmMVhoM100% (2)
- Advanced Process and Quality Control in Hot Rolling Mills Using Eddy Current InspectionДокумент9 страницAdvanced Process and Quality Control in Hot Rolling Mills Using Eddy Current InspectionAsiriHemanthaОценок пока нет
- Bearing ListДокумент1 страницаBearing ListPANKAJ JAISWALОценок пока нет
- CCM PDFДокумент161 страницаCCM PDFPANKAJ JAISWALОценок пока нет
- FX15Документ32 страницыFX15Jeferson MarceloОценок пока нет
- Orc & Goblins VII - 2000pts - New ABДокумент1 страницаOrc & Goblins VII - 2000pts - New ABDave KnattОценок пока нет
- Onan Service Manual MDJA MDJB MDJC MDJE MDJF Marine Diesel Genset Engines 974-0750Документ92 страницыOnan Service Manual MDJA MDJB MDJC MDJE MDJF Marine Diesel Genset Engines 974-0750GreenMountainGenerators80% (10)
- Accomplishment Report 2021-2022Документ45 страницAccomplishment Report 2021-2022Emmanuel Ivan GarganeraОценок пока нет
- Entity Level ControlsДокумент45 страницEntity Level ControlsNiraj AlltimeОценок пока нет
- Agricultural Engineering Comprehensive Board Exam Reviewer: Agricultural Processing, Structures, and Allied SubjectsДокумент84 страницыAgricultural Engineering Comprehensive Board Exam Reviewer: Agricultural Processing, Structures, and Allied SubjectsRachel vОценок пока нет
- NLL - Elementary - Coursebook 2019 PDFДокумент24 страницыNLL - Elementary - Coursebook 2019 PDFgilmolto100% (1)
- BIBLIO Eric SwyngedowДокумент34 страницыBIBLIO Eric Swyngedowadriank1975291Оценок пока нет
- ISO 9001:2015 Explained, Fourth Edition GuideДокумент3 страницыISO 9001:2015 Explained, Fourth Edition GuideiresendizОценок пока нет
- Reg FeeДокумент1 страницаReg FeeSikder MizanОценок пока нет
- Federal Complaint of Molotov Cocktail Construction at Austin ProtestДокумент8 страницFederal Complaint of Molotov Cocktail Construction at Austin ProtestAnonymous Pb39klJОценок пока нет
- ABP - IO Implementing - Domain - Driven - DesignДокумент109 страницABP - IO Implementing - Domain - Driven - DesignddoruОценок пока нет
- Wi FiДокумент22 страницыWi FiDaljeet Singh MottonОценок пока нет
- Yellowstone Food WebДокумент4 страницыYellowstone Food WebAmsyidi AsmidaОценок пока нет
- RACI Matrix: Phase 1 - Initiaton/Set UpДокумент3 страницыRACI Matrix: Phase 1 - Initiaton/Set UpHarshpreet BhatiaОценок пока нет
- WSP Global EnvironmentДокумент20 страницWSP Global EnvironmentOrcunОценок пока нет
- FR Post-10Документ25 страницFR Post-10kulich545Оценок пока нет
- Oxford Digital Marketing Programme ProspectusДокумент12 страницOxford Digital Marketing Programme ProspectusLeonard AbellaОценок пока нет
- Numerical Methods Chapter 10 SummaryДокумент8 страницNumerical Methods Chapter 10 SummarynedumpillilОценок пока нет
- ASMOPS 2016 - International Invitation PHILIPPINEДокумент4 страницыASMOPS 2016 - International Invitation PHILIPPINEMl Phil0% (3)
- Conv VersationДокумент4 страницыConv VersationCharmane Barte-MatalaОценок пока нет
- BPL Millipacs 2mm Hardmetrics RarДокумент3 страницыBPL Millipacs 2mm Hardmetrics RarGunter BragaОценок пока нет
- En dx300lc 5 Brochure PDFДокумент24 страницыEn dx300lc 5 Brochure PDFsaroniОценок пока нет
- SEG Newsletter 65 2006 AprilДокумент48 страницSEG Newsletter 65 2006 AprilMilton Agustin GonzagaОценок пока нет
- AsiaSat 7 at 105Документ14 страницAsiaSat 7 at 105rahman200387Оценок пока нет
- Insider Threat ManagementДокумент48 страницInsider Threat ManagementPatricia LehmanОценок пока нет
- Lecture Ready 01 With Keys and TapescriptsДокумент157 страницLecture Ready 01 With Keys and TapescriptsBảo Châu VươngОценок пока нет
- Biology Mapping GuideДокумент28 страницBiology Mapping GuideGazar100% (1)
- Rohit Patil Black BookДокумент19 страницRohit Patil Black BookNaresh KhutikarОценок пока нет
- Postgraduate Notes in OrthodonticsДокумент257 страницPostgraduate Notes in OrthodonticsSabrina Nitulescu100% (4)