Вам также может понравиться
- A Novel High Thermal Conductivity Al-Si Casting Alloy and ApplicationДокумент11 страницA Novel High Thermal Conductivity Al-Si Casting Alloy and ApplicationgkspОценок пока нет
- Full Text 01Документ189 страницFull Text 01Rihane BekadiОценок пока нет
- Effect of Heat Treatment On Microstructure and Mechanical Properties of Pip-Sic/Sic CompositesДокумент6 страницEffect of Heat Treatment On Microstructure and Mechanical Properties of Pip-Sic/Sic CompositesMaulana Fajar BaharrudinОценок пока нет
- A Case Study On Modifying The Fire Resistance of Self-Compacting Concrete With Expanded Perlite Aggregate and Zeolite Powder AdditivesДокумент12 страницA Case Study On Modifying The Fire Resistance of Self-Compacting Concrete With Expanded Perlite Aggregate and Zeolite Powder AdditivesEASHANОценок пока нет
- (341074670) A Study On The Internship Training Undergone at Unicast Alloys Private Limited PollachiДокумент45 страниц(341074670) A Study On The Internship Training Undergone at Unicast Alloys Private Limited PollachiSowmya50% (2)
- Nonlinear Finite Element Analysis of Composite and Reinforced Concrete BeamsОт EverandNonlinear Finite Element Analysis of Composite and Reinforced Concrete BeamsОценок пока нет
- Research Paper On Stainless SteelДокумент5 страницResearch Paper On Stainless Steellyn0l1gamop2100% (1)
- Geopolymer Concrete at Ambient and Elevated Temperatures: Recent Developments and ChallengesДокумент19 страницGeopolymer Concrete at Ambient and Elevated Temperatures: Recent Developments and ChallengesDaiane BoscardinОценок пока нет
- Precipitation Behavior of Different Micro-Alloyed 0.2 WT% C SteelsДокумент113 страницPrecipitation Behavior of Different Micro-Alloyed 0.2 WT% C SteelsMoin AОценок пока нет
- Redesign of A Steam Strainer: Ann Jannesson Solid MechanicsДокумент61 страницаRedesign of A Steam Strainer: Ann Jannesson Solid Mechanicszayerireza0% (1)
- Lightweight Iron Castings - Can They Replace Aluminum Castings?Документ8 страницLightweight Iron Castings - Can They Replace Aluminum Castings?Özge uyanıkОценок пока нет
- A Review On Prodution of Aluminium Metal Foams PDFДокумент13 страницA Review On Prodution of Aluminium Metal Foams PDFSaliq ShahОценок пока нет
- Exercises ProjectsWithCESEduPack MA UOC enДокумент54 страницыExercises ProjectsWithCESEduPack MA UOC enLindi NewmanОценок пока нет
- Energy Absorption of Cast Metal and Composite Foams Tested in Extremely Low and High-TemperaturesДокумент12 страницEnergy Absorption of Cast Metal and Composite Foams Tested in Extremely Low and High-TemperaturesRoland EndrészОценок пока нет
- Silica Fume Concrete Literature ReviewДокумент4 страницыSilica Fume Concrete Literature Reviewea5vpya3100% (1)
- 1.metallic StructureДокумент34 страницы1.metallic StructureSaid Mansour MohamedОценок пока нет
- Light Weight Non-Metals To Replace Steel: A Term Paper OnДокумент15 страницLight Weight Non-Metals To Replace Steel: A Term Paper OnJatinderjot SinghОценок пока нет
- Enhanced Numerical Tool To Evaluate Steel Ladle Thermal LossesДокумент11 страницEnhanced Numerical Tool To Evaluate Steel Ladle Thermal LossesNur AFNIОценок пока нет
- Mechanical Strength Improvement of Nio-Ysz Anode For Solid Oxide Fuel CellДокумент26 страницMechanical Strength Improvement of Nio-Ysz Anode For Solid Oxide Fuel CellNawaz KhanОценок пока нет
- 257-Takla Energy 2013Документ10 страниц257-Takla Energy 2013Paula OlazabalОценок пока нет
- Development of Vanadium Microalloyed High StrengthДокумент12 страницDevelopment of Vanadium Microalloyed High StrengthEnercy BetancourtОценок пока нет
- 4.MechanicalpropertiesofSn-0.7CuSi3N4 Lead-Free CompositeДокумент6 страниц4.MechanicalpropertiesofSn-0.7CuSi3N4 Lead-Free CompositeAswar ATSОценок пока нет
- A Review of Steel Scrap Melting in Molten Iron-Carbon MeltsДокумент20 страницA Review of Steel Scrap Melting in Molten Iron-Carbon Meltsk4dr0nОценок пока нет
- Design of Steel-Concrete Composite Structures Using High-Strength MaterialsОт EverandDesign of Steel-Concrete Composite Structures Using High-Strength MaterialsОценок пока нет
- Effects of Heat Treatment On Materials Used in Automobiles: A Case StudyДокумент7 страницEffects of Heat Treatment On Materials Used in Automobiles: A Case Studysinan alqassabОценок пока нет
- Final ThesisДокумент60 страницFinal ThesisManjunatha EikilaОценок пока нет
- Investigation of High Temperature Corrosion Resistance of Ni25Cr CoatedДокумент24 страницыInvestigation of High Temperature Corrosion Resistance of Ni25Cr CoatedflmoaОценок пока нет
- Material Properties and Compressive Local BucklingДокумент37 страницMaterial Properties and Compressive Local BucklingvardhangargОценок пока нет
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysОт EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysОценок пока нет
- New Materials and Production Technologies ForДокумент5 страницNew Materials and Production Technologies ForLaura VishyaОценок пока нет
- 20 Parthipan Scopus PaperДокумент6 страниц20 Parthipan Scopus PaperkamalbrittoОценок пока нет
- Strengthening of RC Beams Using Lightweight Self-Compacting Cementitous CompositeДокумент9 страницStrengthening of RC Beams Using Lightweight Self-Compacting Cementitous CompositeShahid IqbalОценок пока нет
- Fire Resistance of y Ash-Based Geopolymer Concrete Blended With Calcium Aluminate CementДокумент12 страницFire Resistance of y Ash-Based Geopolymer Concrete Blended With Calcium Aluminate Cementtaramalik07Оценок пока нет
- Inconsistencies in The Pozzolanic Strength Activity Index (SAI) For Silica Fume According To EN and ASTMДокумент15 страницInconsistencies in The Pozzolanic Strength Activity Index (SAI) For Silica Fume According To EN and ASTMYousuf ZОценок пока нет
- Review of Al Alloys in Aerospace IndustryДокумент11 страницReview of Al Alloys in Aerospace IndustryCARLOS EDUARDO SANCHEZ RAMIREZОценок пока нет
- Final HairdryerДокумент22 страницыFinal HairdryerRodrigo Soria0% (1)
- Heat Treatment of Duplex Stainless Steel 2205 by Inserting Nano Nd2Feb14 in Hip Manifolds Under The Scope of Category TheoryДокумент15 страницHeat Treatment of Duplex Stainless Steel 2205 by Inserting Nano Nd2Feb14 in Hip Manifolds Under The Scope of Category TheoryfatinОценок пока нет
- Electrodeposition of Nickel Coatings On Aluminium Alloy 7075Документ262 страницыElectrodeposition of Nickel Coatings On Aluminium Alloy 7075ThaharОценок пока нет
- Carbon Foot Print Reduction SteelДокумент17 страницCarbon Foot Print Reduction Steelyuri67Оценок пока нет
- Heat Treatment of Al-Si-Cu-Mg Casting AlloysДокумент60 страницHeat Treatment of Al-Si-Cu-Mg Casting AlloysRocio LopezОценок пока нет
- Effects of Carburizing Process Variables On MechanДокумент7 страницEffects of Carburizing Process Variables On Mechanashav patelОценок пока нет
- Advanced Pulverized Coal Injection Technology and Blast Furnace OperationОт EverandAdvanced Pulverized Coal Injection Technology and Blast Furnace OperationK. IshiiОценок пока нет
- Advanced Materials and Protective Coating in Aeroengines ApplicationДокумент10 страницAdvanced Materials and Protective Coating in Aeroengines ApplicationSyavash EnshaОценок пока нет
- Advanced Processing and Manufacturing Technologies for Structural and Multifunctional Materials VIIОт EverandAdvanced Processing and Manufacturing Technologies for Structural and Multifunctional Materials VIITatsuki OhjiОценок пока нет
- Elevated Temperature Material Behaviour of High-Strength SteelДокумент23 страницыElevated Temperature Material Behaviour of High-Strength SteelA LettristeОценок пока нет
- Xu 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012075Документ7 страницXu 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012075Hic Hem AvgОценок пока нет
- Mechanical Properties of Low-Alloy-Steels With Bainitic Microstructures and Varying Carbon ContentДокумент10 страницMechanical Properties of Low-Alloy-Steels With Bainitic Microstructures and Varying Carbon ContentPuteri NurhayaniОценок пока нет
- Sliding Wear Properties of A Composite of Aluminum 2024 Powder Reinforced With Heat Treatment and Silicon CarbideДокумент12 страницSliding Wear Properties of A Composite of Aluminum 2024 Powder Reinforced With Heat Treatment and Silicon Carbideabdullah 3mar abou reashaОценок пока нет
- Phase - I Project ReportДокумент43 страницыPhase - I Project ReportSureshv Suri83% (23)
- ESR of High Technological SteelsДокумент15 страницESR of High Technological SteelsAbhinandan ChatterjeeОценок пока нет
- Light Alloys - From Traditional To InnovativeДокумент37 страницLight Alloys - From Traditional To InnovativeR S PappuОценок пока нет
- Design and Analysis of Composite of Aluminium-7075 and Si-C Metal Matrix Composite With Egg ShellДокумент11 страницDesign and Analysis of Composite of Aluminium-7075 and Si-C Metal Matrix Composite With Egg ShellIJRASETPublicationsОценок пока нет
- Feature: JournalДокумент22 страницыFeature: JournalThanh DinhОценок пока нет
- Synopsis On Professional Practice ProjectДокумент5 страницSynopsis On Professional Practice Projectabhishekkumar1_gbpecОценок пока нет
- Effect of Nickel Addition On The Structure and Mechanical Properties of Aluminium Bronze (Cu-10%al) AlloyДокумент9 страницEffect of Nickel Addition On The Structure and Mechanical Properties of Aluminium Bronze (Cu-10%al) AlloyGalih BintoroОценок пока нет
- The Electrochemical Behavior of Mild Steel in Sulfide Polluted Nacl at Different VelocitiesДокумент7 страницThe Electrochemical Behavior of Mild Steel in Sulfide Polluted Nacl at Different VelocitiesShakeel MohmandОценок пока нет
- Tool Life, Tool Material, Cutting Force, Cutting Fluids and Machinable MaterialДокумент17 страницTool Life, Tool Material, Cutting Force, Cutting Fluids and Machinable MaterialShakeel MohmandОценок пока нет
- Mechanism of Chip Formation, Lecture 01, WorkShop (Week 5)Документ11 страницMechanism of Chip Formation, Lecture 01, WorkShop (Week 5)Shakeel MohmandОценок пока нет
- Grinding Operation, Lecture 07, Workshop (Week 11)Документ15 страницGrinding Operation, Lecture 07, Workshop (Week 11)Shakeel MohmandОценок пока нет
- Theory of Metal MachiningДокумент20 страницTheory of Metal MachiningShakeel MohmandОценок пока нет
- Prof. Chandrakant Bhatia: Presentation ONДокумент17 страницProf. Chandrakant Bhatia: Presentation ONShakeel MohmandОценок пока нет
- Entrepreneurship - Lecture Notes 1 1. Entrepreneurship - Lecture Notes 1Документ12 страницEntrepreneurship - Lecture Notes 1 1. Entrepreneurship - Lecture Notes 1Shakeel MohmandОценок пока нет
- Introduction, History and Applications: Engr. Shakeel AhmadДокумент13 страницIntroduction, History and Applications: Engr. Shakeel AhmadShakeel MohmandОценок пока нет
- Course Outline & Introduction: Applied ThermodynamicsДокумент3 страницыCourse Outline & Introduction: Applied ThermodynamicsShakeel MohmandОценок пока нет
- Introduction To Engineering Drawing: Muhammad UsmanДокумент7 страницIntroduction To Engineering Drawing: Muhammad UsmanShakeel MohmandОценок пока нет
- 12101-Article Text PDF-36993-2-10-20190815Документ7 страниц12101-Article Text PDF-36993-2-10-20190815Shakeel MohmandОценок пока нет
- Entrepreneurship (IEM-321)Документ12 страницEntrepreneurship (IEM-321)Shakeel MohmandОценок пока нет
- IC Engine Process Analysis, Lecture 04, IC Engine (Week 08)Документ14 страницIC Engine Process Analysis, Lecture 04, IC Engine (Week 08)Shakeel MohmandОценок пока нет
- Factor Affecting Vol. Efficiency, Lecture 01, IC Engine (Week 5)Документ14 страницFactor Affecting Vol. Efficiency, Lecture 01, IC Engine (Week 5)Shakeel MohmandОценок пока нет
- The IC Engine Criterion's, Lecture 3, IC Engine, (Week 7)Документ19 страницThe IC Engine Criterion's, Lecture 3, IC Engine, (Week 7)Shakeel MohmandОценок пока нет
- Iron-Containing Intermetallic Phases in Al-Si Based Casting AlloysДокумент15 страницIron-Containing Intermetallic Phases in Al-Si Based Casting AlloysShakeel MohmandОценок пока нет
- Lecture 3Документ12 страницLecture 3Shakeel MohmandОценок пока нет
- 1995 Biology Paper I Marking SchemeДокумент13 страниц1995 Biology Paper I Marking Schemetramysss100% (2)
- CS8CHP EletricalДокумент52 страницыCS8CHP EletricalCristian ricardo russoОценок пока нет
- Grade 9 Science Biology 1 DLPДокумент13 страницGrade 9 Science Biology 1 DLPManongdo AllanОценок пока нет
- Case Study Single Sign On Solution Implementation Software Luxoft For Ping IdentityДокумент5 страницCase Study Single Sign On Solution Implementation Software Luxoft For Ping IdentityluxoftОценок пока нет
- Dreaded Attack - Voyages Community Map Rules v1Документ2 страницыDreaded Attack - Voyages Community Map Rules v1jОценок пока нет
- Espree I Class Korr3Документ22 страницыEspree I Class Korr3hgaucherОценок пока нет
- Individual Career Plan: DIRECTIONS: Answer The Following Questions in Paragraph Form (3-4 Sentences) Per QuestionДокумент2 страницыIndividual Career Plan: DIRECTIONS: Answer The Following Questions in Paragraph Form (3-4 Sentences) Per Questionapi-526813290Оценок пока нет
- Math 9 Quiz 4Документ3 страницыMath 9 Quiz 4Lin SisombounОценок пока нет
- Project Formulation and Appraisalpdf PDFДокумент12 страницProject Formulation and Appraisalpdf PDFabhijeet varadeОценок пока нет
- Poetry UnitДокумент212 страницPoetry Unittrovatore48100% (2)
- Adjective & VerbsДокумент3 страницыAdjective & VerbsDennis BerkОценок пока нет
- Network Fundamentas ITEC90Документ5 страницNetwork Fundamentas ITEC90Psychopomp PomppompОценок пока нет
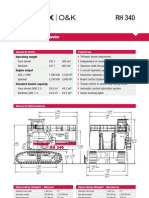
- Hydraulic Mining ExcavatorДокумент8 страницHydraulic Mining Excavatorasditia_07100% (1)
- Internship Report Format For Associate Degree ProgramДокумент5 страницInternship Report Format For Associate Degree ProgramBisma AmjaidОценок пока нет
- Acc116 Dec 2022 - Q - Test 1Документ6 страницAcc116 Dec 2022 - Q - Test 12022825274100% (1)
- Account Statement 250820 240920 PDFДокумент2 страницыAccount Statement 250820 240920 PDFUnknown100% (1)
- A Noble Noose of Methods - ExtendedДокумент388 страницA Noble Noose of Methods - ExtendedtomasiskoОценок пока нет
- BARUДокумент53 страницыBARUhueuaОценок пока нет
- ADC of PIC MicrocontrollerДокумент4 страницыADC of PIC Microcontrollerkillbill100% (2)
- A Medium-Rise Residential Building: A B C E D F G HДокумент3 страницыA Medium-Rise Residential Building: A B C E D F G HBabyjhaneTanItmanОценок пока нет
- Low Budget Music Promotion and PublicityДокумент41 страницаLow Budget Music Promotion and PublicityFola Folayan100% (3)
- Solubility Product ConstantsДокумент6 страницSolubility Product ConstantsBilal AhmedОценок пока нет
- Top Activist Stories - 5 - A Review of Financial Activism by Geneva PartnersДокумент8 страницTop Activist Stories - 5 - A Review of Financial Activism by Geneva PartnersBassignotОценок пока нет
- Who Trs 993 Web FinalДокумент284 страницыWho Trs 993 Web FinalAnonymous 6OPLC9UОценок пока нет
- Alternative Network Letter Vol 7 No.1-Apr 1991-EQUATIONSДокумент16 страницAlternative Network Letter Vol 7 No.1-Apr 1991-EQUATIONSEquitable Tourism Options (EQUATIONS)Оценок пока нет
- Water Pump 250 Hrs Service No Unit: Date: HM: ShiftДокумент8 страницWater Pump 250 Hrs Service No Unit: Date: HM: ShiftTLK ChannelОценок пока нет
- Jee MainsДокумент32 страницыJee Mainsjhaayushbhardwaj9632Оценок пока нет
- Binge Eating Disorder ANNAДокумент12 страницBinge Eating Disorder ANNAloloasbОценок пока нет
- Genomic Tools For Crop ImprovementДокумент41 страницаGenomic Tools For Crop ImprovementNeeru RedhuОценок пока нет
- Financial Management 2E: Rajiv Srivastava - Dr. Anil Misra Solutions To Numerical ProblemsДокумент5 страницFinancial Management 2E: Rajiv Srivastava - Dr. Anil Misra Solutions To Numerical ProblemsParesh ShahОценок пока нет