Вам также может понравиться
- Norme: StandardДокумент3 страницыNorme: StandardadanicolaeОценок пока нет
- 47-01-003 Ind H 0299Документ15 страниц47-01-003 Ind H 0299John PalichОценок пока нет
- Ge03 FP 054 V3 1Документ205 страницGe03 FP 054 V3 1Alante DinОценок пока нет
- Thermolaquage Sur AcierДокумент32 страницыThermolaquage Sur AcierMeryem FarhiОценок пока нет
- TD 05 ConvectionДокумент2 страницыTD 05 ConvectionWail Dridi100% (3)
- EM34.GO.004 Panel Soporte para MetrologiaДокумент8 страницEM34.GO.004 Panel Soporte para MetrologiaAdolfo DonОценок пока нет
- Em2459500 H FRДокумент14 страницEm2459500 H FRJorgeОценок пока нет
- Em2455100 F fr1Документ26 страницEm2455100 F fr1Alin Ionut GrigoreОценок пока нет
- Norme: StandardДокумент3 страницыNorme: StandardadanicolaeОценок пока нет
- Em40 Go 011Документ19 страницEm40 Go 011Adolfo DonОценок пока нет
- Em40 Go 030Документ26 страницEm40 Go 030Adolfo DonОценок пока нет
- Ge24ea022 B FRДокумент12 страницGe24ea022 B FRStanley ClermontОценок пока нет
- EM34.GO.000 Facilidades Geometricas para La Concepcion, Realizacion y ControlДокумент5 страницEM34.GO.000 Facilidades Geometricas para La Concepcion, Realizacion y ControlAdolfo DonОценок пока нет
- MaterialДокумент70 страницMaterialehfernando100% (1)
- Methode D'Essai: Normalisation Renault Automobiles Service 65830 Section Normes Et Cahiers Des ChargesДокумент15 страницMethode D'Essai: Normalisation Renault Automobiles Service 65830 Section Normes Et Cahiers Des ChargesjanamoreraОценок пока нет
- 0700054-Empreintes TorxДокумент5 страниц0700054-Empreintes TorxGuillaume BoyerОценок пока нет
- Em40 Go 010Документ12 страницEm40 Go 010Adolfo DonОценок пока нет
- CNOMO GE40-082N - Fascicule de Formation États de Surface PDFДокумент74 страницыCNOMO GE40-082N - Fascicule de Formation États de Surface PDFGermano JuniorОценок пока нет
- En 756 2004Документ14 страницEn 756 2004frfgg1456Оценок пока нет
- FD A36-800-3Документ17 страницFD A36-800-3Zouhir BouzianiОценок пока нет
- CDC Methodes w44 000 InddДокумент81 страницаCDC Methodes w44 000 InddIna IoanaОценок пока нет
- 07114130Документ4 страницы07114130adanicolaeОценок пока нет
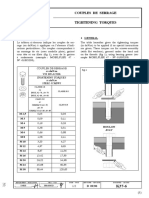
- Couples de Serrage PDFДокумент2 страницыCouples de Serrage PDFSalah BoukeffaОценок пока нет
- Vis A Metaux Tete RondeДокумент4 страницыVis A Metaux Tete RondeadanicolaeОценок пока нет
- Guide Des Filetages WHITWORTHДокумент9 страницGuide Des Filetages WHITWORTHAhceneHamimesОценок пока нет
- Tutorial EFX VisserieДокумент3 страницыTutorial EFX VisseriejocaparisОценок пока нет
- Cnomo DT PDFДокумент25 страницCnomo DT PDFAchraf MoutaharОценок пока нет
- L'identification Des Pièces de Rechange Des Moyens de ProductionДокумент5 страницL'identification Des Pièces de Rechange Des Moyens de ProductionfaissalОценок пока нет
- En 12536 2000Документ12 страницEn 12536 2000frfgg1456Оценок пока нет
- Préparation Des Joints Statiques SF6 (Joints Toriques) PDFДокумент1 страницаPréparation Des Joints Statiques SF6 (Joints Toriques) PDFSalah BoukeffaОценок пока нет
- A80 230 1Документ36 страницA80 230 1tariqОценок пока нет
- Mesure Résistance Circuit Principal PDFДокумент6 страницMesure Résistance Circuit Principal PDFSalah BoukeffaОценок пока нет
- 02604002Документ11 страниц02604002adanicolaeОценок пока нет
- M4611Документ8 страницM4611محمدلمينابراهيمالموريتانيОценок пока нет
- Schema D'interverrouillage PDFДокумент18 страницSchema D'interverrouillage PDFSalah BoukeffaОценок пока нет
- Interpr99 PDFДокумент55 страницInterpr99 PDFMajda El AouniОценок пока нет
- M208-Utilisation de L'automate ProgrammeДокумент30 страницM208-Utilisation de L'automate Programmeraouyataiba7Оценок пока нет
- Jotamastic 90Документ7 страницJotamastic 90ali piОценок пока нет
- D 4576Документ12 страницD 4576SoukaTalhiОценок пока нет
- Echelle de Pression SF6 PDFДокумент2 страницыEchelle de Pression SF6 PDFSalah BoukeffaОценок пока нет
- Fixation: Soudage Électrique À L Arc Des Éléments deДокумент14 страницFixation: Soudage Électrique À L Arc Des Éléments detariqОценок пока нет
- ISO-4026-2003 Dimensions VisДокумент9 страницISO-4026-2003 Dimensions Viskabil boualiОценок пока нет
- M1205 PDFДокумент28 страницM1205 PDFMohamedОценок пока нет
- FFFFF BoshДокумент925 страницFFFFF BoshTommy Campos100% (1)
- INERIS Benchmark Viellissement Stockage RaffinerieДокумент105 страницINERIS Benchmark Viellissement Stockage Raffineriepierre31415100% (1)
- NF en 10273Документ31 страницаNF en 10273Pierrick ChironОценок пока нет
- Busi Intercut2008Документ16 страницBusi Intercut2008thedag57Оценок пока нет
- Catalogo Artigos em Polimeros Bulte - InTEC 2007Документ257 страницCatalogo Artigos em Polimeros Bulte - InTEC 2007Paulo Dos SantosОценок пока нет
- Brides Inox - FG INOXДокумент12 страницBrides Inox - FG INOXFGINOXОценок пока нет
- Din 7150-2 2007-02Документ55 страницDin 7150-2 2007-02Валерий АкуловОценок пока нет
- Construction D Ensembles Mécanosoudés: Techniques de SoudageДокумент33 страницыConstruction D Ensembles Mécanosoudés: Techniques de SoudagelcmpX86100% (1)
- Machine Outil.Документ13 страницMachine Outil.MOHAMEDОценок пока нет
- A33 3510 Tolerancias GeraisДокумент14 страницA33 3510 Tolerancias GeraisFernando RodriguesОценок пока нет
- Ms GM BoukraДокумент97 страницMs GM BoukraMariaОценок пока нет
- Ge24090r - FR - Conceptii Stante Cu CameДокумент37 страницGe24090r - FR - Conceptii Stante Cu Camealinam69Оценок пока нет
- EM34.GO.002 Soporte para MetrologiaДокумент10 страницEM34.GO.002 Soporte para MetrologiaAdolfo DonОценок пока нет
- Ge71006r FRДокумент21 страницаGe71006r FRX HunterОценок пока нет
- GE06-009 - A Loto en FluidosДокумент30 страницGE06-009 - A Loto en FluidosDaniel ReyОценок пока нет
- Guide Renault Montage Des Ponts RoulantsДокумент9 страницGuide Renault Montage Des Ponts RoulantsSouhaieb JaballahОценок пока нет
- CDC Methodes w44 000 InddДокумент81 страницаCDC Methodes w44 000 InddIna IoanaОценок пока нет
- Annexe 6 - 73030041Документ10 страницAnnexe 6 - 73030041Ina IoanaОценок пока нет
- Acier Moulé G50Crmo4 Spécifications Techniques: Eb01.33.211 /A Norme ExécutoireДокумент4 страницыAcier Moulé G50Crmo4 Spécifications Techniques: Eb01.33.211 /A Norme ExécutoireIna IoanaОценок пока нет
- Fontes À Graphite Lamellaire FGL 175HB - FGL 215HB - FGL 240HB. Spécifications TechniquesДокумент4 страницыFontes À Graphite Lamellaire FGL 175HB - FGL 215HB - FGL 240HB. Spécifications TechniquesIna IoanaОценок пока нет
- Gloster FlonДокумент4 страницыGloster FlonIna IoanaОценок пока нет
- Intégrales Convergentes: Table Des MatièresДокумент41 страницаIntégrales Convergentes: Table Des MatièresWarda JoryОценок пока нет
- Propriétés Des InstrumentsДокумент7 страницPropriétés Des Instrumentswided sebouaiОценок пока нет
- Structures AlgébriquesДокумент9 страницStructures AlgébriquesEssaidi Ali100% (1)
- TP BPДокумент15 страницTP BPAhmad Yassine KouacheОценок пока нет
- Physique PDFДокумент24 страницыPhysique PDFAmal HaraketiОценок пока нет
- Pompage EssaiДокумент69 страницPompage EssaiDiarra Assitan MassaranОценок пока нет
- Sphériques: Réalisé ParДокумент22 страницыSphériques: Réalisé ParYassine ZouariОценок пока нет
- Cours Exo7Документ473 страницыCours Exo7docteurgynecoОценок пока нет
- Downloadfile 35Документ2 страницыDownloadfile 35Nouhaila ChairОценок пока нет
- Rc3a9vision Automatique Des Systc3a8mes Mc3a9caniques Sc3a9ance 2Документ59 страницRc3a9vision Automatique Des Systc3a8mes Mc3a9caniques Sc3a9ance 2Idoumou AbdemouОценок пока нет
- Chapitre 2 Integration NumériqueДокумент18 страницChapitre 2 Integration NumériqueSarah BardiОценок пока нет
- Stock LesPdf Examens BAC Comores Sujet 2014 Comores Sujet C Mathematique Bac 2014Документ2 страницыStock LesPdf Examens BAC Comores Sujet 2014 Comores Sujet C Mathematique Bac 2014Mahamoud BacarОценок пока нет
- Coudee Royale Epreuve StatistiqueДокумент18 страницCoudee Royale Epreuve StatistiquePierre Antoine-EvrardОценок пока нет
- TD N°2 PDFДокумент2 страницыTD N°2 PDFAbdou VerrattiОценок пока нет
- Transfert Thermique-ConvertiДокумент7 страницTransfert Thermique-ConvertiMíMøö IşlààmОценок пока нет
- Le Schematisme de Bergson Les PossiblesДокумент24 страницыLe Schematisme de Bergson Les Possiblesjosé macedoОценок пока нет
- Cours Processus FakhouriДокумент39 страницCours Processus Fakhourifatima khdidrОценок пока нет
- Rudolf Steiner, Les Pensées Sont Des Ondes ÉlectriquesДокумент3 страницыRudolf Steiner, Les Pensées Sont Des Ondes ÉlectriquesBarouk SalaméОценок пока нет
- Schéma Cinématique - 2020Документ4 страницыSchéma Cinématique - 2020Mohsen LaabidiОценок пока нет
- Fcts Vectorielles2023Документ10 страницFcts Vectorielles2023nadaaelharrasОценок пока нет
- 00000011-Cours de GeophysiqueДокумент92 страницы00000011-Cours de Geophysiqueqh7ps6r4b8Оценок пока нет
- 2 Analyse FonctionnelleДокумент14 страниц2 Analyse FonctionnelleChaker Amir100% (2)
- OndeReflexion Dielectrique SolenoideДокумент37 страницOndeReflexion Dielectrique SolenoideMUSTAPHA BAHLASОценок пока нет
- CourДокумент35 страницCournianghalima4Оценок пока нет
- Tawjihnet-net-NS 28F PC PC FR 2022Документ8 страницTawjihnet-net-NS 28F PC PC FR 2022Talbi El MonsefОценок пока нет
- Suites Numeriques Serie D Exercices 1Документ4 страницыSuites Numeriques Serie D Exercices 1imadОценок пока нет
- SPE - Term - Devoir Commun 1 - Sujet 1 - Version FinaleДокумент3 страницыSPE - Term - Devoir Commun 1 - Sujet 1 - Version FinaleMariam LahlouОценок пока нет
- Etude de L Influence de L Écrouissage Sur Un Essai de Rayage A L Aide de La Simulation NumériqueДокумент11 страницEtude de L Influence de L Écrouissage Sur Un Essai de Rayage A L Aide de La Simulation NumériqueEskander SamОценок пока нет
- Préparation DS Physique CorrigéДокумент11 страницPréparation DS Physique CorrigéLucas shenОценок пока нет