Вам также может понравиться
- All-in-One Manual of Industrial Piping Practice and MaintenanceОт EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceРейтинг: 5 из 5 звезд5/5 (1)
- Astm A106-A106m-06Документ8 страницAstm A106-A106m-06NadhiraОценок пока нет
- Seamless Carbon Steel Pipe For High-Temperature ServiceДокумент9 страницSeamless Carbon Steel Pipe For High-Temperature ServiceRodolfoОценок пока нет
- Seamless Carbon Steel Pipe For High-Temperature ServiceДокумент8 страницSeamless Carbon Steel Pipe For High-Temperature ServiceJamil SalmanОценок пока нет
- Astm A 106 - A 106M-06Документ8 страницAstm A 106 - A 106M-06Ramsi AnkziОценок пока нет
- Astm A106 PDFДокумент8 страницAstm A106 PDFmobogdan_1Оценок пока нет
- A135 PDFДокумент9 страницA135 PDFالGINIRAL FREE FIREОценок пока нет
- A135 PDFДокумент9 страницA135 PDFالGINIRAL FREE FIREОценок пока нет
- Astm A 106-06Документ8 страницAstm A 106-06RenuОценок пока нет
- Seamless Carbon Steel Pipe For High-Temperature ServiceДокумент1 страницаSeamless Carbon Steel Pipe For High-Temperature ServiceShahid RehmanОценок пока нет
- Seamless Carbon Steel Pipe For High-Temperature ServiceДокумент8 страницSeamless Carbon Steel Pipe For High-Temperature ServiceRFM PCMDОценок пока нет
- Seamless Carbon Steel Pipe For High-Temperature ServiceДокумент13 страницSeamless Carbon Steel Pipe For High-Temperature ServiceRaul MoyaОценок пока нет
- Seamless Carbon Steel Pipe For High-Temperature ServiceДокумент9 страницSeamless Carbon Steel Pipe For High-Temperature ServicePetrusTampubolonОценок пока нет
- ASTM A106-A106M-04bДокумент8 страницASTM A106-A106M-04bNadhiraОценок пока нет
- Seamless Carbon Steel Pipe For High-Temperature ServiceДокумент8 страницSeamless Carbon Steel Pipe For High-Temperature Servicejose moralesОценок пока нет
- Electric-Resistance-Welded Steel Pipe: Standard Specification ForДокумент9 страницElectric-Resistance-Welded Steel Pipe: Standard Specification ForSuryasai RednamОценок пока нет
- ASTM A106 Seamless Carbon Steel Pipe For High Temperature Service PDFДокумент9 страницASTM A106 Seamless Carbon Steel Pipe For High Temperature Service PDFsingaravelan narayanasamyОценок пока нет
- Seamless Carbon Steel Pipe For High-Temperature ServiceДокумент8 страницSeamless Carbon Steel Pipe For High-Temperature ServiceJerry BeanОценок пока нет
- Astm A106Документ8 страницAstm A106LaLo AtОценок пока нет
- Electric-Resistance-Welded Steel Pipe: Standard Specification ForДокумент9 страницElectric-Resistance-Welded Steel Pipe: Standard Specification Forhernando gelvesОценок пока нет
- Astm A106 1999Документ13 страницAstm A106 1999Rolando CastilloОценок пока нет
- Astm A106 A106m-08Документ9 страницAstm A106 A106m-08Vũ Nhân HòaОценок пока нет
- A 106 PDFДокумент13 страницA 106 PDFJosueNorrisОценок пока нет
- ASTM A106 Seamless Carbon Steel Pipe For High Temperature SeДокумент8 страницASTM A106 Seamless Carbon Steel Pipe For High Temperature SejosephОценок пока нет
- ASTM A106-02a - Seamless Carbon Steel Pipe For High-Temperature ServiceДокумент13 страницASTM A106-02a - Seamless Carbon Steel Pipe For High-Temperature ServiceMelissa SammyОценок пока нет
- Steel Line Pipe, Black, Plain End, Longitudinal and Helical Seam, Double Submerged-Arc WeldedДокумент6 страницSteel Line Pipe, Black, Plain End, Longitudinal and Helical Seam, Double Submerged-Arc WeldedTamil funОценок пока нет
- Seamless Carbon Steel Pipe For High-Temperature ServiceДокумент25 страницSeamless Carbon Steel Pipe For High-Temperature ServiceMauricio AdameОценок пока нет
- Astm A790Документ9 страницAstm A790maniyarasanОценок пока нет
- A135a135m-19 1.01 PDFДокумент10 страницA135a135m-19 1.01 PDFPetrusTampubolonОценок пока нет
- Seamless, Welded, and Heavily Cold Worked Austenitic Stainless Steel PipesДокумент12 страницSeamless, Welded, and Heavily Cold Worked Austenitic Stainless Steel PipesAdrian RenteriaОценок пока нет
- Seamless Carbon Steel Pipe For High-Temperature ServiceДокумент12 страницSeamless Carbon Steel Pipe For High-Temperature ServicejohndupОценок пока нет
- Seamless Carbon Steel Pipe For High-Temperature Service: Standard Specification ForДокумент13 страницSeamless Carbon Steel Pipe For High-Temperature Service: Standard Specification ForrcfОценок пока нет
- A135 PDFДокумент9 страницA135 PDFIng. Adolfo GarciaОценок пока нет
- Astm A106 PDFДокумент13 страницAstm A106 PDFDanny Milton Silva VasquezОценок пока нет
- ASTM A106-2008 Seamless Carbon Steel Pipe For High-Temperature ServiceДокумент9 страницASTM A106-2008 Seamless Carbon Steel Pipe For High-Temperature ServiceTerrier HuangОценок пока нет
- Astm A312Документ12 страницAstm A312Ruth Sarai YañezОценок пока нет
- A790a790m ObsoletoДокумент8 страницA790a790m ObsoletoAcácio AlvesОценок пока нет
- Astm A53Документ23 страницыAstm A53hermes willian santiago floresОценок пока нет
- A 1024 - A 1024m - 02 QtewmjqvqtewmjrnДокумент6 страницA 1024 - A 1024m - 02 Qtewmjqvqtewmjrnalucard375Оценок пока нет
- Astm A106-2002Документ13 страницAstm A106-2002henryОценок пока нет
- Seamless, Welded, and Heavily Cold Worked Austenitic Stainless Steel PipesДокумент12 страницSeamless, Welded, and Heavily Cold Worked Austenitic Stainless Steel PipeschandrasekarОценок пока нет
- Pipe, Steel, Electric-Fusion (Arc) - Welded (Sizes NPS 16 and Over)Документ5 страницPipe, Steel, Electric-Fusion (Arc) - Welded (Sizes NPS 16 and Over)PetrusTampubolonОценок пока нет
- A358/a358m 12Документ8 страницA358/a358m 12Maria Ivana100% (1)
- Astm A312 PDFДокумент12 страницAstm A312 PDFStephen TilleyОценок пока нет
- Astm A358Документ10 страницAstm A358Swapnil ModakОценок пока нет
- Astm A53 A53mДокумент23 страницыAstm A53 A53mRaviprakash Chauhan100% (2)
- Astm No A 632-02 PDFДокумент4 страницыAstm No A 632-02 PDFAgus Salim DarmaОценок пока нет
- Steel Line Pipe, Black, Plain-End, Electric-Resistance-WeldedДокумент6 страницSteel Line Pipe, Black, Plain-End, Electric-Resistance-WeldedAli Saleh Saad AL-isawiОценок пока нет
- A53 2012 PDFДокумент23 страницыA53 2012 PDFRehan KhanОценок пока нет
- ASME Secc II A SA-106 Specification For Seamless Carbon SteeДокумент16 страницASME Secc II A SA-106 Specification For Seamless Carbon SteeEduardo Arrieta100% (1)
- Steel Line Pipe, Black, Plain-End, Seamless: Standard Specification ForДокумент6 страницSteel Line Pipe, Black, Plain-End, Seamless: Standard Specification Forrgi178Оценок пока нет
- Sa 312Документ12 страницSa 312ismaelarchilacastilloОценок пока нет
- A 135 - 01 QteznqДокумент9 страницA 135 - 01 QteznqfadjarОценок пока нет
- A409Документ7 страницA409Juan Vicente Reyes LimaОценок пока нет
- A 249 - A 249M - 16a PDFДокумент10 страницA 249 - A 249M - 16a PDFأسامة وحيد الدين رمضانОценок пока нет
- Steel Line Pipe, Black, Plain-End, Seamless: Standard Specification ForДокумент6 страницSteel Line Pipe, Black, Plain-End, Seamless: Standard Specification ForMartuaHaojahanSaragihSidabutarОценок пока нет
- Black and Hot-Dipped Zinc-Coated (Galvanized) Welded and Seamless Steel Pipe For Fire Protection UseДокумент6 страницBlack and Hot-Dipped Zinc-Coated (Galvanized) Welded and Seamless Steel Pipe For Fire Protection UseAlejandro GonzálezОценок пока нет
- Pocket Guide to Flanges, Fittings, and Piping DataОт EverandPocket Guide to Flanges, Fittings, and Piping DataРейтинг: 3.5 из 5 звезд3.5/5 (22)
- APUNTES Manufacturing Fatigue Design MethodsДокумент9 страницAPUNTES Manufacturing Fatigue Design MethodsGerman DAОценок пока нет
- Ibc2000e - Ibc 2000 Seismic Analysis ProgramДокумент27 страницIbc2000e - Ibc 2000 Seismic Analysis ProgramEdnel AndreОценок пока нет
- Diseno de Estructuras de Acero Con LRFDДокумент318 страницDiseno de Estructuras de Acero Con LRFDGerman DAОценок пока нет
- Medición Trabajos Redes de Conductos Ursa Air Según Norma Une 92315Документ1 страницаMedición Trabajos Redes de Conductos Ursa Air Según Norma Une 92315German DAОценок пока нет
- Plinth BeamsG+4Документ27 страницPlinth BeamsG+4German DAОценок пока нет
- USGS96SAДокумент2 страницыUSGS96SAMohammad NaeemОценок пока нет
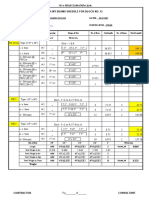
- Type-Iv (9" X 24") : M /s SHAH ZAMAN (PVT.) Ltd. Beams Shedule For Block No. 13Документ12 страницType-Iv (9" X 24") : M /s SHAH ZAMAN (PVT.) Ltd. Beams Shedule For Block No. 13Muhamad Amirul Md. RazdiОценок пока нет
- Bar Bending For Numan Pur FinalДокумент16 страницBar Bending For Numan Pur Finald k attriОценок пока нет
- Bar Bending ScheduleprogramДокумент6 страницBar Bending ScheduleprogramGerman DAОценок пока нет
- Barbending ScheduleДокумент7 страницBarbending ScheduleSureshKumarОценок пока нет
- Rothemberger Product Catalog USAДокумент100 страницRothemberger Product Catalog USAEduardo Antonio Duran SepulvedaОценок пока нет
- Astm A106 Standard SpecificationДокумент11 страницAstm A106 Standard SpecificationGerman DAОценок пока нет
- Catalogo Carlo GavazziДокумент6 страницCatalogo Carlo GavazziGerman DAОценок пока нет
- Contact or Brochure CC SeriesДокумент24 страницыContact or Brochure CC SeriesElizabethAguirreОценок пока нет
- BrochureДокумент42 страницыBrochureGerman DAОценок пока нет
- Gestión Del Mantenimiento: Deje A La Aplicación Guiar Su Estrategia de MantenimientoДокумент52 страницыGestión Del Mantenimiento: Deje A La Aplicación Guiar Su Estrategia de Mantenimientowilson_sanchez6183100% (1)
- Sunon Dp203at 2122LBT - GN.155 (A12003480g-00) - 1Документ9 страницSunon Dp203at 2122LBT - GN.155 (A12003480g-00) - 1German DAОценок пока нет
- Senarai Harta Modal Makmal KomputerДокумент20 страницSenarai Harta Modal Makmal Komputerapi-19878848100% (1)
- SOS Children's Village: by Bekim RamkuДокумент21 страницаSOS Children's Village: by Bekim RamkuAbdulKerim AyubОценок пока нет
- 4 Chacon Et Al 2004Документ7 страниц4 Chacon Et Al 2004Luis Serrano CortezОценок пока нет
- Quilt of A Country Worksheet-QuestionsДокумент2 страницыQuilt of A Country Worksheet-QuestionsPanther / بانثرОценок пока нет
- Pre-Test Chapter 19 Ed17Документ8 страницPre-Test Chapter 19 Ed17Sarah ZeidatОценок пока нет
- Amiel Houser - LévinasДокумент8 страницAmiel Houser - Lévinaschristyh3Оценок пока нет
- One Word SubstitutionДокумент5 страницOne Word SubstitutionPranaykant Singh PanwarОценок пока нет
- Research TopicsДокумент15 страницResearch TopicsmalinksОценок пока нет
- Multimedia Critique Paper 1Документ4 страницыMultimedia Critique Paper 1api-345838334Оценок пока нет
- HTTPHeader LiveДокумент199 страницHTTPHeader LiveDenys BautistaОценок пока нет
- Thermo 5th Chap17 P096Документ19 страницThermo 5th Chap17 P096UTA - Std - Elvin ChantreОценок пока нет
- 63-9378 - Rev-F - Ultra Puck - Datasheet - Web - 63-9378 - Rev-F - Ultra-Puck - Datasheet - WebДокумент2 страницы63-9378 - Rev-F - Ultra Puck - Datasheet - Web - 63-9378 - Rev-F - Ultra-Puck - Datasheet - WebAradhana AradhanaОценок пока нет
- Pre-Placement Training Program: Sample Profiling (All About You)Документ2 страницыPre-Placement Training Program: Sample Profiling (All About You)RISHAV RAJ GUPTAОценок пока нет
- Assignment 1Документ12 страницAssignment 1Santosh SubramanyaОценок пока нет
- Refraction Through A Lens PDFДокумент3 страницыRefraction Through A Lens PDFPrudhvi JoshiОценок пока нет
- Fema 310Документ12 страницFema 310Anil BasnetОценок пока нет
- 1xEV RF Optimization Guidelines R24Документ83 страницы1xEV RF Optimization Guidelines R24lady_sОценок пока нет
- Chapter 1 Philosophical Perspective of The SelfДокумент64 страницыChapter 1 Philosophical Perspective of The SelfSUSHI CASPEОценок пока нет
- Aco 8Документ2 страницыAco 8Marsudi WaluyoОценок пока нет
- (Revised) Dale Carnegie-How To Win Friends and Influence People-Simon and Schuster (1981)Документ12 страниц(Revised) Dale Carnegie-How To Win Friends and Influence People-Simon and Schuster (1981)TomasUreñaОценок пока нет
- Pertemuan 1 - Verb, Noun, Adjective and AdverbДокумент6 страницPertemuan 1 - Verb, Noun, Adjective and AdverbHaris PambudiОценок пока нет
- Jeeves in The SpringtimeДокумент14 страницJeeves in The SpringtimearavindpunnaОценок пока нет
- Thesis StoryboardДокумент5 страницThesis StoryboardJill Brown100% (2)
- Mcs Text BookДокумент309 страницMcs Text Bookkancha_basu2447100% (1)
- Dystopian LiteratureДокумент3 страницыDystopian LiteratureLol LeeОценок пока нет
- Laws of ThermoДокумент13 страницLaws of ThermofabyunaaaОценок пока нет
- Cop4600 Exam1 sp13Документ2 страницыCop4600 Exam1 sp13chavОценок пока нет
- Data Analaysis and InterpretationДокумент56 страницData Analaysis and Interpretationporkodisvl100% (2)
- Uniden Bearcat Scanner BC365CRS Owners ManualДокумент32 страницыUniden Bearcat Scanner BC365CRS Owners ManualBenjamin DoverОценок пока нет
- 20-12-11 Ericsson V, Samsung EDTX ComplaintДокумент22 страницы20-12-11 Ericsson V, Samsung EDTX ComplaintFlorian MuellerОценок пока нет