Вам также может понравиться
- CD6 Prototype PFMEAДокумент4 страницыCD6 Prototype PFMEAmpedraza-1Оценок пока нет
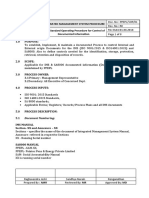
- FLVL-QHSE-SOP-F-006 Management Review MeetingДокумент7 страницFLVL-QHSE-SOP-F-006 Management Review MeetingmanjunathaОценок пока нет
- Suppliers Quality Assurance Manual (PDFDrive)Документ135 страницSuppliers Quality Assurance Manual (PDFDrive)umtОценок пока нет
- 6 PFMEA & Control Plan 1 of 7Документ8 страниц6 PFMEA & Control Plan 1 of 7P G Suman100% (1)
- 5-Why Analysis and Action Summary: Problem Statement 1st Why 2nd Why 3rd Why 4th Why 5th WhyДокумент3 страницы5-Why Analysis and Action Summary: Problem Statement 1st Why 2nd Why 3rd Why 4th Why 5th WhyAlef Luiz Camargo EsperandioОценок пока нет
- Quality Control Process Chart (Machining)Документ7 страницQuality Control Process Chart (Machining)mani317Оценок пока нет
- Defect History: Sr. No Typeof Defect Action StatusДокумент22 страницыDefect History: Sr. No Typeof Defect Action StatusSameer SaxenaОценок пока нет
- Control PlanДокумент2 страницыControl PlanChintamani Giramkar100% (1)
- 8D FormatДокумент7 страниц8D FormatPiyushОценок пока нет
- TVS Format APQP Timing Plan Template N10 01 July 23Документ5 страницTVS Format APQP Timing Plan Template N10 01 July 23harishtmk24Оценок пока нет
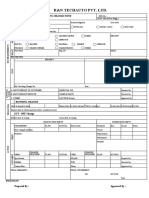
- R&N Techauto Pvt. LTD.: Engineering Change NoteДокумент3 страницыR&N Techauto Pvt. LTD.: Engineering Change NoteUttrakhand Vibes- OriginalОценок пока нет
- FMEA - Quick Reference Guide: Actions Are Required: (By Priority)Документ2 страницыFMEA - Quick Reference Guide: Actions Are Required: (By Priority)Igor PОценок пока нет
- Temporary Deviation RequestДокумент3 страницыTemporary Deviation RequestSead ZejnilovicОценок пока нет
- Capa - 2Документ1 страницаCapa - 2Quality DWIОценок пока нет
- Supplier Control Plan: Audit SummaryДокумент2 страницыSupplier Control Plan: Audit SummaryRay ManОценок пока нет
- C8 TurtleDiagramCustomerFeedbackProcess顾客反馈过程乌龟图 EnДокумент1 страницаC8 TurtleDiagramCustomerFeedbackProcess顾客反馈过程乌龟图 EnBAlaОценок пока нет
- PUP College Entrance TestДокумент5 страницPUP College Entrance TestJoanamarie Kabiling88% (8)
- FMEA TrainingДокумент30 страницFMEA Trainingapi-377012184% (19)
- Efwe 2 e 4 GF 1 W 3Документ1 страницаEfwe 2 e 4 GF 1 W 3BALACHANDAR SОценок пока нет
- Audit ComplianceДокумент1 страницаAudit ComplianceNitin SharmaОценок пока нет
- 4th Grade 8 Week PlanДокумент52 страницы4th Grade 8 Week PlanJennifer AuxierОценок пока нет
- Quality Problem Corrective Action - QPCAДокумент3 страницыQuality Problem Corrective Action - QPCAsateeshkoriОценок пока нет
- Fmea (Failure Modes and Effects Analysis)Документ11 страницFmea (Failure Modes and Effects Analysis)Oswaldo VallesОценок пока нет
- Bgl-Fm-Qa - Red Bin Analysis RuleДокумент1 страницаBgl-Fm-Qa - Red Bin Analysis RuleMohit SinghОценок пока нет
- D1 - Problem Solving TeamДокумент2 страницыD1 - Problem Solving TeamMuthusamy Ayyanapillai100% (1)
- ISO 9001:2008 ISO/TS 16949:2009 Added Requirement: 0.5 Goal of This Technical SpecificationДокумент36 страницISO 9001:2008 ISO/TS 16949:2009 Added Requirement: 0.5 Goal of This Technical Specificationsupady5751Оценок пока нет
- Maruti Fabricators: Page 1 of 3 Midc Hingna Nagpur Management Review MeetingДокумент3 страницыMaruti Fabricators: Page 1 of 3 Midc Hingna Nagpur Management Review MeetingAnkush Chourasia100% (1)
- COMP-OPP-01 Procedure For Control and Validation of ProductionДокумент4 страницыCOMP-OPP-01 Procedure For Control and Validation of ProductionISODCC DSPIОценок пока нет
- APQP (27) ElementsДокумент31 страницаAPQP (27) Elementssam1hi5Оценок пока нет
- Control Plan For Lighting ProductДокумент6 страницControl Plan For Lighting ProductpapplionОценок пока нет
- Supplier Deviation Request Form N°:: Part Description Part No: Revision PO NumberДокумент1 страницаSupplier Deviation Request Form N°:: Part Description Part No: Revision PO NumberBESОценок пока нет
- IQC ChartДокумент1 страницаIQC Chartrishi gautamОценок пока нет
- VW 13750 - 2014-05 - enДокумент21 страницаVW 13750 - 2014-05 - enHarold_katzerОценок пока нет
- AIAG - Statistical Process Control (SPC) 2nd Edition PDFДокумент232 страницыAIAG - Statistical Process Control (SPC) 2nd Edition PDFroberto_rgo173% (11)
- AIAG - Statistical Process Control (SPC) 2nd Edition PDFДокумент232 страницыAIAG - Statistical Process Control (SPC) 2nd Edition PDFroberto_rgo173% (11)
- 3 3bb0aДокумент7 страниц3 3bb0aEleandro JoaquimОценок пока нет
- Part Name: Sample Size: Part No.: Date: Customer:: Verificatio NДокумент25 страницPart Name: Sample Size: Part No.: Date: Customer:: Verificatio Nsatrughana patraОценок пока нет
- FMEAДокумент6 страницFMEANavnath TamhaneОценок пока нет
- Effectiveness of iNVENTORY CONTROL MEASURESДокумент67 страницEffectiveness of iNVENTORY CONTROL MEASURESUtkarsh Srivastava0% (1)
- Print # Rev. FMEA Number: Item: Process Responsibility: Prepared By: Model Year(s) /vehicle(s) Key Date Date (Orig.) Team: Date (Rev.)Документ5 страницPrint # Rev. FMEA Number: Item: Process Responsibility: Prepared By: Model Year(s) /vehicle(s) Key Date Date (Orig.) Team: Date (Rev.)Maida HaqqiОценок пока нет
- ISO FORMATS PaperДокумент42 страницыISO FORMATS Papermilkbikis1114100% (1)
- Hi-Tech Engineering: Supplier Rating FormДокумент1 страницаHi-Tech Engineering: Supplier Rating FormVinod Sale100% (1)
- APQP Internal Assessment Checklist: Development PhaseДокумент3 страницыAPQP Internal Assessment Checklist: Development PhaseRandhir Kanwar100% (1)
- Engineering Specification: ESFU5A-8079-AAДокумент5 страницEngineering Specification: ESFU5A-8079-AAjavier ortizОценок пока нет
- The Life of An American Jew by Jack BernsteinДокумент14 страницThe Life of An American Jew by Jack BernsteinFrancisco MonteiroОценок пока нет
- WORK STUDY (WORK MEASUREMENT & METHOD STUDY) of PRODUCTION TECHNOLOGYДокумент72 страницыWORK STUDY (WORK MEASUREMENT & METHOD STUDY) of PRODUCTION TECHNOLOGYvvns451988885% (131)
- Guidelines For Making PFMEA - A PDFДокумент10 страницGuidelines For Making PFMEA - A PDFKalimuthu PsОценок пока нет
- IB Source Catalog 2013-2014Документ112 страницIB Source Catalog 2013-2014eibsource0% (1)
- Astm D 903Документ3 страницыAstm D 903rajupetalokeshОценок пока нет
- 6000 Series PFMEA (English For Reference)Документ8 страниц6000 Series PFMEA (English For Reference)RonОценок пока нет
- Procedure For Monitoring and MeasurementДокумент2 страницыProcedure For Monitoring and MeasurementSAKTHIVEL AОценок пока нет
- Interested-Parties-Needs-expectations-As-Per - ISO TS 22163Документ8 страницInterested-Parties-Needs-expectations-As-Per - ISO TS 22163AnkurОценок пока нет
- OCP of HR Process-03Документ2 страницыOCP of HR Process-03sathyabalaramanОценок пока нет
- Updates Dec09 AIAG FMEA-Ranking-TablesДокумент3 страницыUpdates Dec09 AIAG FMEA-Ranking-TablesSuresh Velu100% (1)
- Application of Failure Mode Effect Analysis FMEA FДокумент17 страницApplication of Failure Mode Effect Analysis FMEA FpradeepОценок пока нет
- Xfmea Pfmea PDFДокумент8 страницXfmea Pfmea PDFvinidesoОценок пока нет
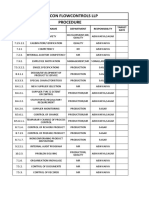
- Anicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateДокумент9 страницAnicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateAnicon Flowcontols llpОценок пока нет
- FMEA SampleДокумент94 страницыFMEA SampleKaran MalhiОценок пока нет
- Process Audit Check SheetДокумент5 страницProcess Audit Check SheetaliОценок пока нет
- MPVC FSSC Management Review Meeting-2023-01Документ1 страницаMPVC FSSC Management Review Meeting-2023-01swapon kumar shillОценок пока нет
- Production Validation TemplateДокумент1 страницаProduction Validation TemplatesathyabalaramanОценок пока нет
- Meenakshi Polymers PVT LTD.: Rework Inspection ReportДокумент1 страницаMeenakshi Polymers PVT LTD.: Rework Inspection ReportKaran MalhiОценок пока нет
- Controls:: Measuring Instruments in ImteДокумент5 страницControls:: Measuring Instruments in ImteDhinakaranОценок пока нет
- Reaction PlanДокумент14 страницReaction PlanMariaNilaZaragozaPalacioОценок пока нет
- F 05 KDI QHSE 17a Environmental Inspection ChecklistДокумент4 страницыF 05 KDI QHSE 17a Environmental Inspection ChecklistArsh AlamОценок пока нет
- Document NumberingДокумент8 страницDocument NumberingRaja RehaОценок пока нет
- Test Paper: Fifo & TraceabiltyДокумент2 страницыTest Paper: Fifo & TraceabiltyAtul SharmaОценок пока нет
- Potential Failure Mode and Effects Analysis (Pfmea)Документ3 страницыPotential Failure Mode and Effects Analysis (Pfmea)aslamОценок пока нет
- FMEA CP Forms Application ManufacturingДокумент15 страницFMEA CP Forms Application ManufacturingCarlo AlvaradoОценок пока нет
- Mdsreport 1095570713 AishДокумент4 страницыMdsreport 1095570713 Aishjavier ortizОценок пока нет
- MDS Report Substances of Assemblies and Materials: 1. Company and Product NameДокумент6 страницMDS Report Substances of Assemblies and Materials: 1. Company and Product Namejavier ortizОценок пока нет
- MDS Report Substances of Assemblies and Materials: 1. Company and Product NameДокумент6 страницMDS Report Substances of Assemblies and Materials: 1. Company and Product Namejavier ortizОценок пока нет
- MDS Report Substances of Assemblies and Materials: 1. Company and Product NameДокумент5 страницMDS Report Substances of Assemblies and Materials: 1. Company and Product Namejavier ortizОценок пока нет
- MDS Report Substances of Assemblies and Materials: 1. Company and Product NameДокумент6 страницMDS Report Substances of Assemblies and Materials: 1. Company and Product Namejavier ortizОценок пока нет
- MDS Report Substances of Assemblies and Materials: 1. Company and Product NameДокумент3 страницыMDS Report Substances of Assemblies and Materials: 1. Company and Product Namejavier ortizОценок пока нет
- Engineering Material Specification: Not To Be Used For New DesignДокумент5 страницEngineering Material Specification: Not To Be Used For New Designjavier ortizОценок пока нет
- MDS Report Substances of Assemblies and Materials: 1. Company and Product NameДокумент13 страницMDS Report Substances of Assemblies and Materials: 1. Company and Product Namejavier ortizОценок пока нет
- MDS Report Substances of Assemblies and Materials: 1. Company and Product NameДокумент14 страницMDS Report Substances of Assemblies and Materials: 1. Company and Product Namejavier ortizОценок пока нет
- MDSReport 942254230Документ183 страницыMDSReport 942254230javier ortizОценок пока нет
- MDS Report Substances of Assemblies and Materials: 1. Company and Product NameДокумент1 страницаMDS Report Substances of Assemblies and Materials: 1. Company and Product Namejavier ortizОценок пока нет
- MDS Report Substances of Assemblies and Materials: 1. Company and Product NameДокумент14 страницMDS Report Substances of Assemblies and Materials: 1. Company and Product Namejavier ortizОценок пока нет
- AUQAFM001.002 - Audit ReportДокумент2 страницыAUQAFM001.002 - Audit Reportjavier ortizОценок пока нет
- MDS Report Substances of Assemblies and Materials: 1. Company and Product NameДокумент17 страницMDS Report Substances of Assemblies and Materials: 1. Company and Product Namejavier ortizОценок пока нет
- Flexible Cellular Materials-Sponge or Expanded Rubber: Standard Specification ForДокумент15 страницFlexible Cellular Materials-Sponge or Expanded Rubber: Standard Specification Forari wiliamОценок пока нет
- MDS Report Substances of Assemblies and Materials: 1. Company and Product NameДокумент3 страницыMDS Report Substances of Assemblies and Materials: 1. Company and Product Namejavier ortizОценок пока нет
- MDS Report Substances of Assemblies and Materials: 1. Company and Product NameДокумент8 страницMDS Report Substances of Assemblies and Materials: 1. Company and Product Namejavier ortizОценок пока нет
- MDSReport 1039818470Документ154 страницыMDSReport 1039818470javier ortizОценок пока нет
- MDSReport 1039818470Документ154 страницыMDSReport 1039818470javier ortizОценок пока нет
- MDSReport 942254230Документ1 страницаMDSReport 942254230javier ortizОценок пока нет
- MDSReport 942254230Документ1 страницаMDSReport 942254230javier ortizОценок пока нет
- MDSReport 942254230Документ1 страницаMDSReport 942254230javier ortizОценок пока нет
- MDSReport 942254230Документ183 страницыMDSReport 942254230javier ortizОценок пока нет
- MDSReport 942254230Документ1 страницаMDSReport 942254230javier ortizОценок пока нет
- Bid StandardДокумент119 страницBid StandardFau JohnОценок пока нет
- Management: Organization StructureДокумент26 страницManagement: Organization StructureAlvin OroscoОценок пока нет
- Test Bank: 2.which Technologies Influence Strategic CRM, On Both The Consumer and The Company Sides?Документ23 страницыTest Bank: 2.which Technologies Influence Strategic CRM, On Both The Consumer and The Company Sides?Tấn Nguyễn Thị KimОценок пока нет
- 終戰詔書Документ7 страниц終戰詔書EidadoraОценок пока нет
- Borang Transit Year 4Документ10 страницBorang Transit Year 4N. PasupathyОценок пока нет
- Facultad de Ciencias Sociales. Escuela de Idiomas.: Teacher: Lic. Horaldo RomeroДокумент3 страницыFacultad de Ciencias Sociales. Escuela de Idiomas.: Teacher: Lic. Horaldo RomeroMarPrzОценок пока нет
- Industrial Marketing Unit 1Документ10 страницIndustrial Marketing Unit 1scribdranijОценок пока нет
- Introduction To PPM - Pan IndiaДокумент27 страницIntroduction To PPM - Pan IndiaPriyansh ChaudharyОценок пока нет
- 2 - Template - Report and ProposalДокумент6 страниц2 - Template - Report and ProposalAna SanchisОценок пока нет
- Come On Board To Embrace Exciting Challenges With NHPCДокумент2 страницыCome On Board To Embrace Exciting Challenges With NHPCnptel nptelОценок пока нет
- Computers & Industrial Engineering: Ming K. Lim, Yan Li, Chao Wang, Ming-Lang TsengДокумент14 страницComputers & Industrial Engineering: Ming K. Lim, Yan Li, Chao Wang, Ming-Lang TsengA. SajadiОценок пока нет
- Accenture 5G Municipalities Become Smart CitiesДокумент20 страницAccenture 5G Municipalities Become Smart CitiesEkastrielОценок пока нет
- Chapter One: 1.1. Introduction of Internship Report:: Kashf Micro-Finance Bank LimitedДокумент56 страницChapter One: 1.1. Introduction of Internship Report:: Kashf Micro-Finance Bank Limitedmunna_bhai_tk7534Оценок пока нет
- Construction Management (CE754) : Ramesh Banstola 1Документ41 страницаConstruction Management (CE754) : Ramesh Banstola 1Naresh JirelОценок пока нет
- Abstract D1 Ablog Et Al EFFECT OF PSYCHOEDUCATION ON SELF-ESTEEM AND SELF-EFFICACY AMONG COLLEGE STUDENTSДокумент2 страницыAbstract D1 Ablog Et Al EFFECT OF PSYCHOEDUCATION ON SELF-ESTEEM AND SELF-EFFICACY AMONG COLLEGE STUDENTSclydell joyce masiarОценок пока нет
- Assignment of PragmaticsДокумент8 страницAssignment of PragmaticsFatima QadeerОценок пока нет
- Brittany Finkleys Resume 2017Документ2 страницыBrittany Finkleys Resume 2017api-434826239Оценок пока нет
- Diplomate Course and Conferment RequirementsДокумент1 страницаDiplomate Course and Conferment Requirementsabigail lausОценок пока нет
- Biochemistry Rubric PresentationДокумент1 страницаBiochemistry Rubric PresentationEmiliano Z. Sison Jr.Оценок пока нет
- BergeracДокумент2 страницыBergeracspam0% (1)
- CSTP 3 April 9.22.20 3.6Документ1 страницаCSTP 3 April 9.22.20 3.6Kaitlyn AprilОценок пока нет
- "Sales Promotion OF Nokia Products": Presented byДокумент25 страниц"Sales Promotion OF Nokia Products": Presented byVishal DangОценок пока нет
- Academic Quality Assurance Policy and Procedures - Approved - Nov - 5 - 2018 - Ed - Revisions - Accepted - GFC - Dec - 9 - 2019Документ22 страницыAcademic Quality Assurance Policy and Procedures - Approved - Nov - 5 - 2018 - Ed - Revisions - Accepted - GFC - Dec - 9 - 2019Paul Mark PilarОценок пока нет
- Excellent - Point - When - To - Use - OFI - NCR - CPARДокумент1 страницаExcellent - Point - When - To - Use - OFI - NCR - CPARRonald LlerenaОценок пока нет