Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Toy Car Lab - 2Документ3 страницыToy Car Lab - 2api-260771184Оценок пока нет
- Detailed Lesson Plan Geomorphic Process 4AДокумент11 страницDetailed Lesson Plan Geomorphic Process 4AWilliam Tac anОценок пока нет
- An Introduction To Canned Motor PumpsДокумент4 страницыAn Introduction To Canned Motor PumpsBramJanssen76Оценок пока нет
- A Brief Review of Natural Water's Influence On Scale Formation in Heat ExchangersДокумент4 страницыA Brief Review of Natural Water's Influence On Scale Formation in Heat ExchangersBramJanssen76Оценок пока нет
- An Overview of Non-Combustion Clean Air TechnologiesДокумент3 страницыAn Overview of Non-Combustion Clean Air TechnologiesBramJanssen76Оценок пока нет
- Building Better Seal-Support Systems For PumpsДокумент3 страницыBuilding Better Seal-Support Systems For PumpsBramJanssen76Оценок пока нет
- Can Trash Interfere With A CureДокумент2 страницыCan Trash Interfere With A CureBramJanssen76Оценок пока нет
- Can The Cure Be As Bad As The IllnessДокумент1 страницаCan The Cure Be As Bad As The IllnessBramJanssen76Оценок пока нет
- Applying Location Factors For Conceptual Cost EstimationДокумент3 страницыApplying Location Factors For Conceptual Cost EstimationBramJanssen76100% (1)
- Bolted Flange Joint AssembliesДокумент1 страницаBolted Flange Joint AssembliesBramJanssen76Оценок пока нет
- Advances in Chlor-Alkali TechnologiesДокумент3 страницыAdvances in Chlor-Alkali TechnologiesBramJanssen76Оценок пока нет
- Assessment Protocol For Nozzle Loads On Pressure VesselsДокумент5 страницAssessment Protocol For Nozzle Loads On Pressure VesselsBramJanssen76Оценок пока нет
- Advances in Chlor-Alkali TechnologiesДокумент3 страницыAdvances in Chlor-Alkali TechnologiesBramJanssen76Оценок пока нет
- Avoiding MIstakes When Emptying Spill PalletsДокумент2 страницыAvoiding MIstakes When Emptying Spill PalletsBramJanssen76Оценок пока нет
- Valves - Essential WorkhorsesДокумент2 страницыValves - Essential WorkhorsesBramJanssen76Оценок пока нет
- Valve Actuator Selection GuideДокумент3 страницыValve Actuator Selection GuideBramJanssen76100% (1)
- New Membrane Applications For Traditional Water-Treatment ProcessesДокумент4 страницыNew Membrane Applications For Traditional Water-Treatment ProcessesBramJanssen76Оценок пока нет
- Wastewater Treatment - Three Steps To Achieving Discharge ComplianceДокумент2 страницыWastewater Treatment - Three Steps To Achieving Discharge ComplianceBramJanssen76Оценок пока нет
- Why Innovation Operations Are CriticalДокумент4 страницыWhy Innovation Operations Are CriticalBramJanssen76Оценок пока нет
- Toward The Production of Safer ChemicalsДокумент5 страницToward The Production of Safer ChemicalsBramJanssen76Оценок пока нет
- Vent Away Condensate Pump Frustrations in A FlashДокумент6 страницVent Away Condensate Pump Frustrations in A FlashBramJanssen76Оценок пока нет
- Lessons Learned in The Classroom - Tower Pressure and CapacityДокумент1 страницаLessons Learned in The Classroom - Tower Pressure and CapacityBramJanssen76Оценок пока нет
- Temperature Dependence of Bulk Viscosity in Edible Oils Using Acoustic SpectrosДокумент6 страницTemperature Dependence of Bulk Viscosity in Edible Oils Using Acoustic SpectrosBramJanssen76Оценок пока нет
- Milling in The Pharmaceutical IndustryДокумент7 страницMilling in The Pharmaceutical IndustryBramJanssen76Оценок пока нет
- Safety Relief Valves - Installation and MaintenanceДокумент3 страницыSafety Relief Valves - Installation and MaintenanceBramJanssen76Оценок пока нет
- Ultrasonic Studies of Palm Oil and Other Vegetable OilsДокумент8 страницUltrasonic Studies of Palm Oil and Other Vegetable OilsBramJanssen76Оценок пока нет
- Unlocking Hydraulic Limits in A RevampДокумент7 страницUnlocking Hydraulic Limits in A RevampBramJanssen76Оценок пока нет
- The Ultrasonic Investigation of Phase Transition in Olive Oil Up To 0.7 GPaДокумент6 страницThe Ultrasonic Investigation of Phase Transition in Olive Oil Up To 0.7 GPaBramJanssen76Оценок пока нет
- Velocity of Sound in Vegetable OilsДокумент3 страницыVelocity of Sound in Vegetable OilsBramJanssen76Оценок пока нет
- Velocity of Ultrasound in Commonly Used Vegetable Oils at Low FrequenciesДокумент7 страницVelocity of Ultrasound in Commonly Used Vegetable Oils at Low FrequenciesBramJanssen76Оценок пока нет
- If Data Is The New Gold, Where To Start DiggingДокумент6 страницIf Data Is The New Gold, Where To Start DiggingBramJanssen76Оценок пока нет
- Health, Safety and Environmental Considerations For Process SynthesisДокумент6 страницHealth, Safety and Environmental Considerations For Process SynthesisBramJanssen76Оценок пока нет
- 13.2 Biotic & Abiotic FactorsДокумент3 страницы13.2 Biotic & Abiotic FactorsOmar AlwaerОценок пока нет
- Operativa y ComsolДокумент16 страницOperativa y ComsolAnndre RamírezОценок пока нет
- Exterminate, RegenerateДокумент2 страницыExterminate, Regeneratekafka47caОценок пока нет
- NRS EZ0302 StandardSpecificationДокумент40 страницNRS EZ0302 StandardSpecificationArifОценок пока нет
- IELTS Essay Nature Vs NurtureДокумент29 страницIELTS Essay Nature Vs NurtureAnonymous j8Ge4cKI100% (1)
- I Am CoolДокумент12 страницI Am CoolJonas WelliverОценок пока нет
- Midterm Leadership GGДокумент5 страницMidterm Leadership GGGiang GiangОценок пока нет
- Advanced Navigation System For Aircraft Applicatio PDFДокумент8 страницAdvanced Navigation System For Aircraft Applicatio PDFKastor ROОценок пока нет
- Effect of Microcrystalline Cellulose From Banana Stem Fiber On Mechanical Properties and Cystallinity of PLA Composite FilmsДокумент5 страницEffect of Microcrystalline Cellulose From Banana Stem Fiber On Mechanical Properties and Cystallinity of PLA Composite FilmsHubby Mukaffa Al-JauzyОценок пока нет
- The Identification of Unknown Compound Lab ReportДокумент5 страницThe Identification of Unknown Compound Lab Reportwgoodin0% (1)
- Group Assignment 1 202020212Документ2 страницыGroup Assignment 1 202020212satish chandranОценок пока нет
- Investigatory ProjectДокумент65 страницInvestigatory Projectnica pidlaoanОценок пока нет
- CBSE-Class-4-Maths-Worksheet SubtractДокумент6 страницCBSE-Class-4-Maths-Worksheet Subtractkomaltagra0% (1)
- 2.0 Cegeotech2 Lec m1 (Intro)Документ19 страниц2.0 Cegeotech2 Lec m1 (Intro)Mineski Prince GarmaОценок пока нет
- Guide of Methods For Determining The Condition of Stator Winding Insulation - ELT - 270 - 3 PDFДокумент4 страницыGuide of Methods For Determining The Condition of Stator Winding Insulation - ELT - 270 - 3 PDFrad1962Оценок пока нет
- Maths in Physics PDFДокумент263 страницыMaths in Physics PDFNeetaiimsjipmer Ipe720/720Оценок пока нет
- Picospritzer ManualДокумент17 страницPicospritzer ManualLívea GodoyОценок пока нет
- FB - CHCCCS040-Learner Workbook-V1.0 Noamane El KhasouaniДокумент44 страницыFB - CHCCCS040-Learner Workbook-V1.0 Noamane El KhasouanielkhaswaninoamanОценок пока нет
- Department of Computer Science and Engineering MCAДокумент9 страницDepartment of Computer Science and Engineering MCASumit KumarОценок пока нет
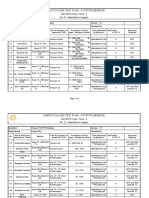
- HFY3-3690-00-ELE-ITP-0001 - 0 ITP For Electrical Inspection and Test PlanДокумент97 страницHFY3-3690-00-ELE-ITP-0001 - 0 ITP For Electrical Inspection and Test PlanAmmar AlkindyОценок пока нет
- Aqe Final Assignment: Ms. Nanika Kaushal Assistant Professor, NiftДокумент12 страницAqe Final Assignment: Ms. Nanika Kaushal Assistant Professor, NiftVidya Sagar ChowdaryОценок пока нет
- UK BIM Alliance, BSI & CDBB Launch UK BIM FrameworkДокумент2 страницыUK BIM Alliance, BSI & CDBB Launch UK BIM FrameworkInuyashahanОценок пока нет
- Hydraulic TestДокумент3 страницыHydraulic TestSaurabh BarangeОценок пока нет
- Student Study Guide Science 7 Topic/Big Idea Key ConceptsДокумент4 страницыStudent Study Guide Science 7 Topic/Big Idea Key ConceptsPeterClomaJr.Оценок пока нет
- Surface Tension and Molar Surface Free Energy and Entropy of Water To - 27.2Документ4 страницыSurface Tension and Molar Surface Free Energy and Entropy of Water To - 27.2ANGELICA ALEJANDRA MORENO CONTEREASОценок пока нет
- Inspection and Test Plan - Pot/Ptfe BearingДокумент3 страницыInspection and Test Plan - Pot/Ptfe BearingrohitОценок пока нет
- Đe GLĐT Lần 3Документ8 страницĐe GLĐT Lần 3Bảo HoàngОценок пока нет
- The Faculty of Language: What Is It, Who Has It and How Did It Evolve?Документ4 страницыThe Faculty of Language: What Is It, Who Has It and How Did It Evolve?Aman GuptaОценок пока нет