Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- HUMSS - Introduction To World Religions & Belief Systems CGДокумент13 страницHUMSS - Introduction To World Religions & Belief Systems CGAliuqus SirJasper89% (18)
- Volvo BL 71 ManualДокумент280 страницVolvo BL 71 ManualAlberto G.D.100% (2)
- CII Sohrabji Godrej GreenДокумент30 страницCII Sohrabji Godrej GreenRITHANYAA100% (2)
- Tuma Research ManualДокумент57 страницTuma Research ManualKashinde Learner Centered Mandari100% (1)
- MFE Module 1 .Документ15 страницMFE Module 1 .Adarsh KОценок пока нет
- Bcom (HNRS) Project Final Year University of Calcutta (2018)Документ50 страницBcom (HNRS) Project Final Year University of Calcutta (2018)Balaji100% (1)
- Circular ConvolutionДокумент3 страницыCircular Convolutionseeksudhanshu1Оценок пока нет
- Maths Formulas For IGCSEДокумент2 страницыMaths Formulas For IGCSEHikma100% (1)
- A Content Analysis of SeabankДокумент13 страницA Content Analysis of SeabankMarielet Dela PazОценок пока нет
- Precursor Effects of Citric Acid and Citrates On Zno Crystal FormationДокумент7 страницPrecursor Effects of Citric Acid and Citrates On Zno Crystal FormationAlv R GraciaОценок пока нет
- J.K. Brimacombe - Design of Continuous Casting MachinesДокумент13 страницJ.K. Brimacombe - Design of Continuous Casting MachinesJavier GómezОценок пока нет
- GGG Sri MДокумент2 страницыGGG Sri MGiovanni LuigiОценок пока нет
- D&D 5.0 Combat Reference Sheet Move Action: Interact With One Object Do Other Simple ActivtiesДокумент2 страницыD&D 5.0 Combat Reference Sheet Move Action: Interact With One Object Do Other Simple ActivtiesJason ParsonsОценок пока нет
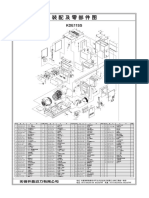
- KDE11SSДокумент2 страницыKDE11SSluisgomezpasion1Оценок пока нет
- The Linguistic Colonialism of EnglishДокумент4 страницыThe Linguistic Colonialism of EnglishAdriana MirandaОценок пока нет
- Chapter 13 CarbohydratesДокумент15 страницChapter 13 CarbohydratesShanna Sophia PelicanoОценок пока нет
- Tangerine - Breakfast Set Menu Wef 16 Dec UpdatedДокумент3 страницыTangerine - Breakfast Set Menu Wef 16 Dec Updateddeveloper louОценок пока нет
- IT Level 4 COCДокумент2 страницыIT Level 4 COCfikru tesefaye0% (1)
- (20836104 - Artificial Satellites) Investigation of The Accuracy of Google Earth Elevation DataДокумент9 страниц(20836104 - Artificial Satellites) Investigation of The Accuracy of Google Earth Elevation DataSunidhi VermaОценок пока нет
- CHAPTER IV The PSYCHOLOGY of YOGA Yoga, One Among The Six Orthodox Schools of Indian ... (PDFDrive)Документ64 страницыCHAPTER IV The PSYCHOLOGY of YOGA Yoga, One Among The Six Orthodox Schools of Indian ... (PDFDrive)kriti madhokОценок пока нет
- JCP4 XDOBursting EngineДокумент13 страницJCP4 XDOBursting Enginesubhash221103Оценок пока нет
- Full Project LibraryДокумент77 страницFull Project LibraryChala Geta0% (1)
- Test Physics Chapter# 12,13,14 (2 Year) NameДокумент1 страницаTest Physics Chapter# 12,13,14 (2 Year) NameStay FocusedОценок пока нет
- Smartfind E5 g5 User ManualДокумент49 страницSmartfind E5 g5 User ManualdrewlioОценок пока нет
- Chapter 5 Constructing An Agile Implementation PlanДокумент4 страницыChapter 5 Constructing An Agile Implementation PlanAHMADОценок пока нет
- VRPIN 01843 PsychiatricReportDrivers 1112 WEBДокумент2 страницыVRPIN 01843 PsychiatricReportDrivers 1112 WEBeverlord123Оценок пока нет
- CHARACTER FORMATION 1 PrelimДокумент15 страницCHARACTER FORMATION 1 PrelimAiza Minalabag100% (1)
- Federalist Papers 10 51 ExcerptsДокумент2 страницыFederalist Papers 10 51 Excerptsapi-292351355Оценок пока нет
- Application of The Strain Energy To Estimate The Rock Load in Non-Squeezing Ground ConditionДокумент17 страницApplication of The Strain Energy To Estimate The Rock Load in Non-Squeezing Ground ConditionAmit Kumar GautamОценок пока нет
- RCA LCD26V6SY Service Manual 1.0 PDFДокумент33 страницыRCA LCD26V6SY Service Manual 1.0 PDFPocho Pochito100% (1)