Вам также может понравиться
- RickStevesPackingList PDFДокумент1 страницаRickStevesPackingList PDFdougeatfresh100% (1)
- Borg Warner 44-62 Transfer Box Overhaul ManualДокумент36 страницBorg Warner 44-62 Transfer Box Overhaul ManualRiahi RezegОценок пока нет
- 6 Spd. Automatic Transmission 09L All Wheel DriveДокумент452 страницы6 Spd. Automatic Transmission 09L All Wheel DriveNP100% (1)
- IcoR200 Replacement-1Документ120 страницIcoR200 Replacement-1mrscribd100% (1)
- Aerosols PowerpointДокумент34 страницыAerosols PowerpointdougeatfreshОценок пока нет
- Acopl Todos - MétricoДокумент53 страницыAcopl Todos - MétricoDaniela E. Wagner100% (1)
- Tube Mill ChartДокумент152 страницыTube Mill ChartppglОценок пока нет
- Halliburton Primary CementingДокумент12 страницHalliburton Primary CementingLara CitlalliОценок пока нет
- Catalogo de Piezas Español 644jДокумент700 страницCatalogo de Piezas Español 644jELIZBANОценок пока нет
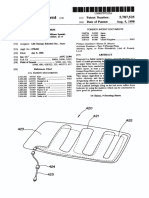
- US5241749 Rod Baffle DesignДокумент12 страницUS5241749 Rod Baffle Designashish.itbhuОценок пока нет
- PG - Governor Basic ElementДокумент14 страницPG - Governor Basic Elementmanuel1122100% (1)
- Gear TrainДокумент14 страницGear TrainShiva SuprithОценок пока нет
- 11508639Документ636 страниц11508639krisorn100% (1)
- H - III: United States PatentДокумент18 страницH - III: United States PatentkartikkeyyanОценок пока нет
- Patent Number 5194299Документ11 страницPatent Number 5194299Lope Nam-iОценок пока нет
- Ihiiihiiihiiihihiiii: United States Patent (19) 11) Patent Number: 5,279,241Документ10 страницIhiiihiiihiiihihiiii: United States Patent (19) 11) Patent Number: 5,279,24112348Оценок пока нет
- US6908288Документ14 страницUS6908288mohammad293Оценок пока нет
- Lapping Apparatus and Process With Two Opposed Lapping PlatensДокумент33 страницыLapping Apparatus and Process With Two Opposed Lapping PlatensEduardo RazerОценок пока нет
- United States Patent (19) 11 Patent Number: 5,673,939: Bees Et Al. 45 Date of Patent: Oct. 7, 1997Документ9 страницUnited States Patent (19) 11 Patent Number: 5,673,939: Bees Et Al. 45 Date of Patent: Oct. 7, 1997Mohit PadheeОценок пока нет
- United States Patent (19) : (45) Date of Patent: Apr. 11, 2000Документ9 страницUnited States Patent (19) : (45) Date of Patent: Apr. 11, 2000wawaaaaОценок пока нет
- Patent US4900048AДокумент26 страницPatent US4900048Aabdul bariОценок пока нет
- Otec 1Документ44 страницыOtec 1Eilyza AballaОценок пока нет
- Iii Iihiiii: United States Patent (19) 11 Patent Number: 5,565,128Документ14 страницIii Iihiiii: United States Patent (19) 11 Patent Number: 5,565,128Walid Ebid ElgammalОценок пока нет
- Us 47524704r4r4rДокумент8 страницUs 47524704r4r4rResti Darojatin HalimaОценок пока нет
- United States Patent (19) 11 Patent Number: 5,997,619Документ13 страницUnited States Patent (19) 11 Patent Number: 5,997,619nooraaОценок пока нет
- L - L - L - L - L - L - LL - LlllllllllillllllllllllllllllllllllllllllllllllllllllДокумент5 страницL - L - L - L - L - L - LL - LlllllllllillllllllllllllllllllllllllllllllllllllllllPrasadОценок пока нет
- مهم1Документ15 страницمهم1Amany ElsaeedОценок пока нет
- Bolas Ver VerДокумент6 страницBolas Ver VerpatgabrielОценок пока нет
- Iii Iii Iiii: United States Patent (19) 11) Patent Number: 5,531,823Документ10 страницIii Iii Iiii: United States Patent (19) 11) Patent Number: 5,531,823Shruti raghuvanshiОценок пока нет
- United States PatentДокумент26 страницUnited States Patentahmad obeidОценок пока нет
- Hak Paten DR Karry MullisДокумент51 страницаHak Paten DR Karry Mullispln up2ksulselОценок пока нет
- Us6111198 - Duplex Feedthrough and Method ThereforДокумент9 страницUs6111198 - Duplex Feedthrough and Method ThereforNosfe Matingli DiazОценок пока нет
- Umted States Patent (19) (11) Patent Number: 5,642,778: Gentry (45) Date of Patent: Jul. 1, 1997Документ15 страницUmted States Patent (19) (11) Patent Number: 5,642,778: Gentry (45) Date of Patent: Jul. 1, 1997gjcozmhlsggyuntflrОценок пока нет
- Us 5162407Документ9 страницUs 5162407Juanan LopezОценок пока нет
- Transfer TranscutanatДокумент10 страницTransfer TranscutanatCatalin PasolОценок пока нет
- United States Patent (19) 11 Patent Number: 6,113,782Документ22 страницыUnited States Patent (19) 11 Patent Number: 6,113,782Vansala GanesanОценок пока нет
- Us 5959168Документ9 страницUs 5959168RafliОценок пока нет
- United States Patent (19) 11 Patent Number: 5,935,885Документ12 страницUnited States Patent (19) 11 Patent Number: 5,935,885Yogesh KumarОценок пока нет
- Us 5911190Документ19 страницUs 5911190احمد عبدالكريمОценок пока нет
- United States Patent 19 11 Patent Number: 5,421,997: 73 Assignee: Heinkel Industriezentrifugen GMBH: E. IsksДокумент8 страницUnited States Patent 19 11 Patent Number: 5,421,997: 73 Assignee: Heinkel Industriezentrifugen GMBH: E. IsksEduardo Fernandez DazaОценок пока нет
- US5640718Документ6 страницUS5640718Shweta ChauhanОценок пока нет
- United States Patent: (10) Patent No.: (45) Date of PatentДокумент24 страницыUnited States Patent: (10) Patent No.: (45) Date of PatentkartikkeyyanОценок пока нет
- US5931543Документ12 страницUS5931543aungkyawzoreОценок пока нет
- United States Design Patent (10) Patent No.:: US D447,171 SДокумент5 страницUnited States Design Patent (10) Patent No.:: US D447,171 SNWОценок пока нет
- US5932132Документ23 страницыUS5932132roux76Оценок пока нет
- United States Patent (19) 11 Patent Number: 5,878,491Документ11 страницUnited States Patent (19) 11 Patent Number: 5,878,491Edmealem Belay MekonnenОценок пока нет
- Armalite Bolt PatentДокумент10 страницArmalite Bolt PatentryОценок пока нет
- United States Patent (191: (11) Patent Number: (45) Date of PatentДокумент21 страницаUnited States Patent (191: (11) Patent Number: (45) Date of PatentRizka Amalia K PutriОценок пока нет
- Us5438086 PDFДокумент23 страницыUs5438086 PDFmagicnogaОценок пока нет
- Molde PatenteadoДокумент12 страницMolde PatenteadoFabiano SchincariolОценок пока нет
- United States Patent (19) 11 Patent Number: 5,996,519: Mitchell Et Al. (45) Date of Patent: Dec. 7, 1999Документ33 страницыUnited States Patent (19) 11 Patent Number: 5,996,519: Mitchell Et Al. (45) Date of Patent: Dec. 7, 199963Оценок пока нет
- US6699426Документ16 страницUS6699426Muhammed BALIKÇIОценок пока нет
- United States Patent (19) : 11 Patent Number: 45 Date of PatentДокумент10 страницUnited States Patent (19) : 11 Patent Number: 45 Date of PatentFernando SImonelliОценок пока нет
- US6156005Документ7 страницUS6156005Pardeep SharmaОценок пока нет
- United States Patent (191: Graves (45) Date of Patent: Oct. 7, 1997Документ6 страницUnited States Patent (191: Graves (45) Date of Patent: Oct. 7, 1997Anonymous vWSYmPОценок пока нет
- United States Patent (19) : (45) Date of Patent: Dec. 8, 1998Документ6 страницUnited States Patent (19) : (45) Date of Patent: Dec. 8, 1998nagy_andor_csongorОценок пока нет
- United States Patent (19) 11 Patent Number: 5,855,514: Kamille (45) Date of Patent: Jan. 5, 1999Документ31 страницаUnited States Patent (19) 11 Patent Number: 5,855,514: Kamille (45) Date of Patent: Jan. 5, 1999Xan PbwОценок пока нет
- United States Patent (19) 11 Patent Number: 5,928,426: Aitchison (45) Date of Patent: Jul. 27, 1999Документ17 страницUnited States Patent (19) 11 Patent Number: 5,928,426: Aitchison (45) Date of Patent: Jul. 27, 1999hosseinОценок пока нет
- United States Patent (19) 11 Patent Number: 5,158,395Документ17 страницUnited States Patent (19) 11 Patent Number: 5,158,395Faris MuizОценок пока нет
- Patent eДокумент12 страницPatent eivan de jesusОценок пока нет
- US5121329Документ15 страницUS5121329AndersonОценок пока нет
- Rheo Diecasting of Al Si PB Immiscible AlloysДокумент16 страницRheo Diecasting of Al Si PB Immiscible AlloysHERNANDEZ1010Оценок пока нет
- United States Patent (191: Epperson, JRДокумент6 страницUnited States Patent (191: Epperson, JRAparnaОценок пока нет
- RRL ColorantДокумент15 страницRRL ColorantPonsyo PonsiОценок пока нет
- Natural Game GamblerДокумент12 страницNatural Game GamblerjardelbrunoОценок пока нет
- United States Patent: (10) Patent No.: US 6,293,891 B1Документ8 страницUnited States Patent: (10) Patent No.: US 6,293,891 B1Dejan ZdravkovskiОценок пока нет
- United States Patent (10) Patent No.: US 6,770,688 B1: Miyamoto (45) Date of Patent: Aug. 3, 2004Документ7 страницUnited States Patent (10) Patent No.: US 6,770,688 B1: Miyamoto (45) Date of Patent: Aug. 3, 2004Sebastian CostaОценок пока нет
- Patent Document PDFДокумент10 страницPatent Document PDFTaraChandraChouhanОценок пока нет
- US6662930Документ13 страницUS6662930channakeshava pandurangaОценок пока нет
- Device For Monitoring A Magnetic Field Emanating From An OrganismДокумент14 страницDevice For Monitoring A Magnetic Field Emanating From An OrganismDAVIDОценок пока нет
- Characterization of Silicones: Common Methods Applied To The Analysis of SiliconesДокумент7 страницCharacterization of Silicones: Common Methods Applied To The Analysis of SiliconesdougeatfreshОценок пока нет
- Curing Degree Evaluation of Reactive Adhesives Using Measurement DevicesДокумент8 страницCuring Degree Evaluation of Reactive Adhesives Using Measurement DevicesdougeatfreshОценок пока нет
- Converting Step Growth Polymerization To Chain GrowthДокумент26 страницConverting Step Growth Polymerization To Chain GrowthdougeatfreshОценок пока нет
- Douglas Amato, ThesisДокумент55 страницDouglas Amato, ThesisdougeatfreshОценок пока нет
- Manual Despiece Yamaha FZ6 (Ingles)Документ0 страницManual Despiece Yamaha FZ6 (Ingles)felixtamaraОценок пока нет
- Catalogue High Precision Planetary Gearboxes, English, 04.20Документ143 страницыCatalogue High Precision Planetary Gearboxes, English, 04.20Nagesh BorolkarОценок пока нет
- L16/24 Mk. 2 Update Package: Service Letter SL12-560/SICДокумент24 страницыL16/24 Mk. 2 Update Package: Service Letter SL12-560/SICTesta Bonaventura VincenzoОценок пока нет
- Rickmeier 34Документ12 страницRickmeier 34carlosОценок пока нет
- John Deere 350DLC Excavator Service Repair Technical Manual (TM2360)Документ15 страницJohn Deere 350DLC Excavator Service Repair Technical Manual (TM2360)laopaodunОценок пока нет
- Endless Belt Type Oil Skimmer-293Документ6 страницEndless Belt Type Oil Skimmer-293melpomenneОценок пока нет
- 1861 SDV Series Manual Rev C 041921Документ58 страниц1861 SDV Series Manual Rev C 041921lichОценок пока нет
- Thapar Institute of Engineering and Technology, PatialaДокумент31 страницаThapar Institute of Engineering and Technology, Patialasyam guptaОценок пока нет
- 242Документ4 страницы242Fahri RamdaniОценок пока нет
- Rozenberg1971 Article AntiscuffPropertiesOfOilsInLub PDFДокумент6 страницRozenberg1971 Article AntiscuffPropertiesOfOilsInLub PDFMarco Vitor de Brito OliveiraОценок пока нет
- Buletinul Ipt Iasi - 2005Документ308 страницBuletinul Ipt Iasi - 2005danmertzОценок пока нет
- 3.1.6 Open and Closed Loop SystemsДокумент5 страниц3.1.6 Open and Closed Loop SystemsChris Ronald CherestalОценок пока нет
- 7 FCMДокумент11 страниц7 FCMAbhijeetKhandagaleОценок пока нет
- DTS Two Marks Q&AДокумент20 страницDTS Two Marks Q&AKesava Prasad100% (1)
- Drive Axle Repair - Dry Brake: S2.0-3.5FT (S40-70FT, S55FTS) (H187) H2.0-3.5FT (H40-70FT) (P177)Документ56 страницDrive Axle Repair - Dry Brake: S2.0-3.5FT (S40-70FT, S55FTS) (H187) H2.0-3.5FT (H40-70FT) (P177)Javier sumiso de MDОценок пока нет
- Double Pinion Power SteeringДокумент5 страницDouble Pinion Power Steeringkhalil bouadilaОценок пока нет
- Modelling of A Power Train For Plug in Electric VehiclesДокумент17 страницModelling of A Power Train For Plug in Electric VehiclesHCTL OpenОценок пока нет
- 2016 Nissan Titan - Steering SystemДокумент70 страниц2016 Nissan Titan - Steering SystemloactualОценок пока нет
- Cutting Tools: Your Partner For Clever ToolingДокумент9 страницCutting Tools: Your Partner For Clever ToolingPalade LucianОценок пока нет
- Paper Shredder Design: Senior Design Project ReportДокумент42 страницыPaper Shredder Design: Senior Design Project ReportEphraim MekonnenОценок пока нет
- SC 41te inДокумент10 страницSC 41te inBrad FrancОценок пока нет