Вам также может понравиться
- 220801BMCHS0458 Cdfe01 35Документ35 страниц220801BMCHS0458 Cdfe01 35Galih Suksmono Adi100% (2)
- MOTS-10 - Rev. 4.0 - MOG-FP-ELE-STD-0010 Electrical InstallationsДокумент45 страницMOTS-10 - Rev. 4.0 - MOG-FP-ELE-STD-0010 Electrical InstallationsKingston RivingtonОценок пока нет
- Waste Management Plan 160409Документ5 страницWaste Management Plan 160409mshenguLОценок пока нет
- E-5-2 Marked Up Single Line Diagram HDDI-1 Revised 200722Документ31 страницаE-5-2 Marked Up Single Line Diagram HDDI-1 Revised 200722Basileus CastaliensisОценок пока нет
- Process Final DeliverablesДокумент24 страницыProcess Final Deliverablesebby1100% (1)
- EPCC Service For Light Oil Transportation Through Pipeline CorridorДокумент14 страницEPCC Service For Light Oil Transportation Through Pipeline Corridormustafa nasihОценок пока нет
- 15250-192-EN02-LM-001 Rev-D Load ListДокумент7 страниц15250-192-EN02-LM-001 Rev-D Load Listmusab shabbirОценок пока нет
- Design Basis 2Документ25 страницDesign Basis 2Krishnan KrishОценок пока нет
- ICM-PU-5316.2 CV Quality Assurance Inspec TestДокумент52 страницыICM-PU-5316.2 CV Quality Assurance Inspec TestShivani DubeyОценок пока нет
- SPEC. FOR 36KV SF6 GAS INSULATED SWITCHGEAR rg6s911381021 - 001Документ10 страницSPEC. FOR 36KV SF6 GAS INSULATED SWITCHGEAR rg6s911381021 - 001Muthiah MuruganОценок пока нет
- LPG-1102-E-EL-ELS-001 - Electrical Load Schedule - Rev. AДокумент11 страницLPG-1102-E-EL-ELS-001 - Electrical Load Schedule - Rev. ARadhaОценок пока нет
- Onshore Terminal For KG DWN 98/2 Development Project: B.Sunil PrasadДокумент7 страницOnshore Terminal For KG DWN 98/2 Development Project: B.Sunil Prasadsumit kumar100% (1)
- SPEC. FOR ANNUNCIATORS FOR ELECTRICAL SUBSTATIONS rg6s911381051 - 001Документ4 страницыSPEC. FOR ANNUNCIATORS FOR ELECTRICAL SUBSTATIONS rg6s911381051 - 001Muthiah MuruganОценок пока нет
- KURD-SPC-PRJ-002 Flange Joint Integrity SpecificationДокумент13 страницKURD-SPC-PRJ-002 Flange Joint Integrity Specificationbmanojkumar16Оценок пока нет
- Data Sheet For Cable Glands and LugsДокумент8 страницData Sheet For Cable Glands and LugsBasabRajОценок пока нет
- NS 2 PDFДокумент188 страницNS 2 PDFPrimelift Safety Resources Limited100% (1)
- FPF1-ST-G00001-E-SPE-0009 - CableДокумент49 страницFPF1-ST-G00001-E-SPE-0009 - Cablebmanojkumar16Оценок пока нет
- 7-12-0005 Rev6 (Skirt Opening Details)Документ2 страницы7-12-0005 Rev6 (Skirt Opening Details)sumit kumar100% (1)
- 759 AaДокумент168 страниц759 AaasdasdОценок пока нет
- SHK-SJ-DA-803-0050 - Rev B SHK - Jacket Anodes Location - Row AДокумент1 страницаSHK-SJ-DA-803-0050 - Rev B SHK - Jacket Anodes Location - Row ATruth SeekerОценок пока нет
- Rules For Classification and Construction IV Industrial ServicesДокумент144 страницыRules For Classification and Construction IV Industrial ServicesdevОценок пока нет
- Skin Effect Heat Tracing SpecДокумент10 страницSkin Effect Heat Tracing SpecSaraswatapalitОценок пока нет
- BAP-00-80-PE-0203-R R.2 Review and Approval Procedure - ASF 18.03.14Документ12 страницBAP-00-80-PE-0203-R R.2 Review and Approval Procedure - ASF 18.03.14Jan Richardo GultomОценок пока нет
- La WbsebДокумент11 страницLa WbsebPritamОценок пока нет
- Autoclaved Aerated Concrete ProductionДокумент10 страницAutoclaved Aerated Concrete ProductionshareefkabakaОценок пока нет
- Datasheet For Induction MotorДокумент5 страницDatasheet For Induction MotorRohan GuravОценок пока нет
- Gen-Spc-Elc-6102 - Rev. BДокумент13 страницGen-Spc-Elc-6102 - Rev. BAHMED AMIRAОценок пока нет
- Packaging SemioticsДокумент2 страницыPackaging SemioticsAlexGLeon50% (2)
- RC443 DS 000 2542 0001 Rev2 LNG Storage TankДокумент13 страницRC443 DS 000 2542 0001 Rev2 LNG Storage TankDjamel EeddinОценок пока нет
- Pig Handling EquipmentДокумент2 страницыPig Handling Equipmentehsan_baheriОценок пока нет
- SysДокумент43 страницыSysqwerdsaw1100% (1)
- Process Control and Shutdown PhilosophyДокумент14 страницProcess Control and Shutdown PhilosophyJoanrenis SaranyaОценок пока нет
- 343900BGSG62612 Cdfe02 77Документ77 страниц343900BGSG62612 Cdfe02 77Cristinel NechiforОценок пока нет
- Cqs Epr Ts Gen PHL 001 Rev 3.0Документ25 страницCqs Epr Ts Gen PHL 001 Rev 3.0Atty AttyОценок пока нет
- 7-12-0006 Rev6 (Angle Leg Support)Документ2 страницы7-12-0006 Rev6 (Angle Leg Support)sumit kumarОценок пока нет
- OFFSHORE - Rules For Classif and Constr IV-6-4 PDFДокумент214 страницOFFSHORE - Rules For Classif and Constr IV-6-4 PDFleo salumbidesОценок пока нет
- BUDGET OF WORK TLE 9 COOKERY EditedДокумент10 страницBUDGET OF WORK TLE 9 COOKERY EditedAlfred John Quiaoit Gatcho82% (11)
- Theoretical Overview of Surge AnalysesДокумент14 страницTheoretical Overview of Surge AnalysesdОценок пока нет
- RTN - Ttu-V-2154-001-Ste-Cal-007 - 3B Capacity Calculation Sheet For PRV & VRVДокумент15 страницRTN - Ttu-V-2154-001-Ste-Cal-007 - 3B Capacity Calculation Sheet For PRV & VRVroronoa_zorro11Оценок пока нет
- Rules For Classification and Construction I Ship TechnologyДокумент132 страницыRules For Classification and Construction I Ship TechnologyHiếu QuânОценок пока нет
- Pig Signallers - Intrusive TypeДокумент23 страницыPig Signallers - Intrusive TypeJacob PhilipОценок пока нет
- WHP02 Rce2 Asyyy 07 260005 0001 00Документ46 страницWHP02 Rce2 Asyyy 07 260005 0001 00Krishnan KrishОценок пока нет
- KG982-ONT-PR-OGT-DS-00001 - Process Datasheet For Gas Separators - Rev.AДокумент5 страницKG982-ONT-PR-OGT-DS-00001 - Process Datasheet For Gas Separators - Rev.Asumit kumarОценок пока нет
- Manned SubmersiblesДокумент156 страницManned SubmersiblesBuceo Mantto OCEAN INTREPIDОценок пока нет
- KG982-ONT-PR-OGT-DS-00001 - Process Datasheet For Gas Separators - Rev.0Документ6 страницKG982-ONT-PR-OGT-DS-00001 - Process Datasheet For Gas Separators - Rev.0sumit kumar100% (1)
- 5 RC2 30 Vess JSD 95 000 0400Документ15 страниц5 RC2 30 Vess JSD 95 000 0400Shaaban Noaman100% (1)
- Indra: For ConstructionДокумент48 страницIndra: For Constructionsumit kumarОценок пока нет
- Electrical Specification For Package Units: Prelude Feed Floating LNG PROJECTДокумент28 страницElectrical Specification For Package Units: Prelude Feed Floating LNG PROJECTStefano FavaroОценок пока нет
- 7-12-0008 Rev6 (Lug Support For Vertical Vessel) PDFДокумент1 страница7-12-0008 Rev6 (Lug Support For Vertical Vessel) PDFsumit kumar100% (1)
- Configuring Automatic Packing in Outbound Delivery - SAP BlogsДокумент18 страницConfiguring Automatic Packing in Outbound Delivery - SAP Blogsprashantsdpiki100% (1)
- Toc PL381Документ5 страницToc PL381anjangandak2932Оценок пока нет
- GB164 BD01 100 El MT 003Документ23 страницыGB164 BD01 100 El MT 003cherif yahyaouiОценок пока нет
- Sample of Hazardous Area ClassificationДокумент35 страницSample of Hazardous Area ClassificationMouath AlraoushОценок пока нет
- Haccp Plan ReviewДокумент4 страницыHaccp Plan ReviewHSC QA/QC100% (1)
- Functions of Food Packaging and Its ImportanceДокумент7 страницFunctions of Food Packaging and Its ImportanceMARY JOY VILLARUEL100% (3)
- 134giseers Eb-Nna Limited ... Vessel Tolerances: It WV.L J% 1 "Документ2 страницы134giseers Eb-Nna Limited ... Vessel Tolerances: It WV.L J% 1 "sumit kumarОценок пока нет
- Detailed Lesson Plan in Food PackagingДокумент12 страницDetailed Lesson Plan in Food PackagingBebe AicsОценок пока нет
- Cathodic Protection DesignДокумент23 страницыCathodic Protection Designjmja2528Оценок пока нет
- Released: Lighting Calculations FOR Refrigeration AreaДокумент90 страницReleased: Lighting Calculations FOR Refrigeration Areasivasan10006098Оценок пока нет
- 2018 - Dlsud - Esd Diagram - Logic Diagram - GRP 5Документ1 страница2018 - Dlsud - Esd Diagram - Logic Diagram - GRP 5Jake Polo SantiagoОценок пока нет
- CM e C P M00 PH 3003Документ141 страницаCM e C P M00 PH 3003Raju GummaОценок пока нет
- Offsites Engineering Works For The Erbil Refinery 40,000 B/D Expansion ProjectДокумент11 страницOffsites Engineering Works For The Erbil Refinery 40,000 B/D Expansion ProjectSardar PerdawoodОценок пока нет
- Piping and Instrumentation Diagram PID Designer ChecklistДокумент4 страницыPiping and Instrumentation Diagram PID Designer ChecklistHelena MartinsОценок пока нет
- Sp-Amnt-6-038 Specification Electrical Installation - Underground and AbovegroundДокумент20 страницSp-Amnt-6-038 Specification Electrical Installation - Underground and AbovegroundJanVpotОценок пока нет
- Quotation - Pressure Vessel Mechanical Analysis - RevДокумент1 страницаQuotation - Pressure Vessel Mechanical Analysis - RevmaniaxpdfОценок пока нет
- NRF 204 Pemex 2012.englishДокумент36 страницNRF 204 Pemex 2012.englishAlexa HarperОценок пока нет
- Cable Schedule DG4Документ16 страницCable Schedule DG4dhirendraОценок пока нет
- SPEC. FOR BLACK START PHILOSOPHY rg6s911381004 - 001Документ2 страницыSPEC. FOR BLACK START PHILOSOPHY rg6s911381004 - 001Muthiah MuruganОценок пока нет
- Oisd STD 144 PDFДокумент133 страницыOisd STD 144 PDFRADHAMADHABA SAHANI0% (1)
- Check List For Design EngineerДокумент1 страницаCheck List For Design Engineerphalkejitu1Оценок пока нет
- Ras Markaz Crude Oil Park Project (Phase1)Документ17 страницRas Markaz Crude Oil Park Project (Phase1)ANIL PLAMOOTTILОценок пока нет
- Vendor Data Book For Helideck Fixed Foam System (ABS Approved)Документ53 страницыVendor Data Book For Helideck Fixed Foam System (ABS Approved)VAN VIET NGOОценок пока нет
- NEK 606 CableДокумент1 страницаNEK 606 CableRhomadona DasopangОценок пока нет
- SP - DS LTДокумент13 страницSP - DS LTsakhr fahdОценок пока нет
- Standard Specs 8 STD Spec For PG and DPG Rev0Документ14 страницStandard Specs 8 STD Spec For PG and DPG Rev0sumit kumarОценок пока нет
- Standard Specs 13 STD Spec - For Piping Fab Insp Testing Rev 0Документ37 страницStandard Specs 13 STD Spec - For Piping Fab Insp Testing Rev 0sumit kumarОценок пока нет
- S-000-1222-001 BeddДокумент30 страницS-000-1222-001 Beddsumit kumarОценок пока нет
- Indra: For ConstructionДокумент28 страницIndra: For Constructionsumit kumarОценок пока нет
- Indra: For ConstructionДокумент25 страницIndra: For Constructionsumit kumarОценок пока нет
- Indra: For ConstructionДокумент25 страницIndra: For Constructionsumit kumarОценок пока нет
- Indra: For ConstructionДокумент8 страницIndra: For Constructionsumit kumarОценок пока нет
- Appendix 2 - Example 3D Model PDFДокумент1 страницаAppendix 2 - Example 3D Model PDFsumit kumarОценок пока нет
- 7-12-0037 Rev4 (SR Nozzle Neck)Документ1 страница7-12-0037 Rev4 (SR Nozzle Neck)sumit kumarОценок пока нет
- Improved Spectrometric Analysis For Positive Material Identification (PMI)Документ14 страницImproved Spectrometric Analysis For Positive Material Identification (PMI)sumit kumarОценок пока нет
- GPRS Line Sizes Velocity Max 25 M-SДокумент1 страницаGPRS Line Sizes Velocity Max 25 M-Ssumit kumarОценок пока нет
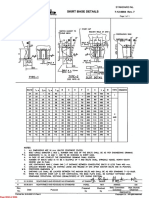
- 7-12-0004 Rev7 (Skirt Base Details)Документ1 страница7-12-0004 Rev7 (Skirt Base Details)sumit kumarОценок пока нет
- Appendix 3 - Priliminary PFDДокумент1 страницаAppendix 3 - Priliminary PFDsumit kumarОценок пока нет
- Appendix 1 - Referenc ProjectsДокумент2 страницыAppendix 1 - Referenc Projectssumit kumarОценок пока нет
- 7-12-0020 Rev6 (Inlet Deflector Baffles) PDFДокумент1 страница7-12-0020 Rev6 (Inlet Deflector Baffles) PDFsumit kumarОценок пока нет
- Untitled2 PDFДокумент1 страницаUntitled2 PDFsumit kumarОценок пока нет
- 7-12-0026 Rev6 (Earthing Lug)Документ1 страница7-12-0026 Rev6 (Earthing Lug)sumit kumarОценок пока нет
- Inspection and Test Plan FOR Filter Separator/CoalescerДокумент6 страницInspection and Test Plan FOR Filter Separator/Coalescersumit kumarОценок пока нет
- 7-12-0007 Rev6 (Pipe Leg Support)Документ1 страница7-12-0007 Rev6 (Pipe Leg Support)sumit kumar100% (1)
- 7-12-0015 Rev6 (Standard Bolt Hole Orientation)Документ1 страница7-12-0015 Rev6 (Standard Bolt Hole Orientation)sumit kumarОценок пока нет
- KG 98-2-ONT-ME-OGT-DS-00001 - Data Sheet For Gas Separator (V-N78152 AB) Rev.0Документ7 страницKG 98-2-ONT-ME-OGT-DS-00001 - Data Sheet For Gas Separator (V-N78152 AB) Rev.0sumit kumarОценок пока нет
- 7-12-0008 Rev6 (Lug Support For Vertical Vessel) PDFДокумент1 страница7-12-0008 Rev6 (Lug Support For Vertical Vessel) PDFsumit kumarОценок пока нет
- Inter Office Memo: S.NO. Item Offered (SCH/THK) MOC Heat No. & PL No Po/Job No. MRR No. Stock Ref RemarksДокумент1 страницаInter Office Memo: S.NO. Item Offered (SCH/THK) MOC Heat No. & PL No Po/Job No. MRR No. Stock Ref Remarkssumit kumarОценок пока нет
- Onshore Terminal For KG DWN 98/2 Development Project: Pramod KhotДокумент7 страницOnshore Terminal For KG DWN 98/2 Development Project: Pramod Khotsumit kumarОценок пока нет
- New Trends in RoboticsДокумент25 страницNew Trends in Roboticsrettore84Оценок пока нет
- EDITED Farm2Belle OCN PitchDeckДокумент10 страницEDITED Farm2Belle OCN PitchDeckBalogun Folashade SalamatОценок пока нет
- Jimerial JacksonДокумент2 страницыJimerial JacksonRajan GuptaОценок пока нет
- Adb Brief 142 Multimodal Logistics Parks IndiaДокумент10 страницAdb Brief 142 Multimodal Logistics Parks IndiaPallav singhОценок пока нет
- Uflex Launches Profile Pouch For Liquids With Sonically Sealed Spout (Company Update)Документ5 страницUflex Launches Profile Pouch For Liquids With Sonically Sealed Spout (Company Update)Shyam SunderОценок пока нет
- Master Formula and Batch Manufacturing RecordДокумент36 страницMaster Formula and Batch Manufacturing RecordAbou Tebba SamОценок пока нет
- Hygienic Accessories and Ceiling Suspensions For Agro-Alimentary, Cold-And Cleanroom IndustriesДокумент60 страницHygienic Accessories and Ceiling Suspensions For Agro-Alimentary, Cold-And Cleanroom IndustriesJorge CantanteОценок пока нет
- D 5203 - 02 RduymdmДокумент4 страницыD 5203 - 02 RduymdmEnrique Alejandro OvandoОценок пока нет
- Standard Specs 8 STD Spec For PG and DPG Rev0Документ14 страницStandard Specs 8 STD Spec For PG and DPG Rev0sumit kumarОценок пока нет
- Operating Instructions - Flowfit CYA27Документ68 страницOperating Instructions - Flowfit CYA27brunotrdОценок пока нет
- MINOR DraftДокумент34 страницыMINOR Draftkrishna bhandariОценок пока нет
- Promach Inc. OneStopДокумент9 страницPromach Inc. OneStopsanjОценок пока нет
- LT5798 Industrial Adhesives CatalogДокумент28 страницLT5798 Industrial Adhesives CatalogJOSEANTONIO2001Оценок пока нет
- Vega Helmets Organisational StudyДокумент51 страницаVega Helmets Organisational Studyaditibhutra100% (2)
- Foreign Machetes and Cheap Cotton Cloth: Popular Consumers and Imported Commodities in Nineteenth-Century ColombiaДокумент34 страницыForeign Machetes and Cheap Cotton Cloth: Popular Consumers and Imported Commodities in Nineteenth-Century ColombiaLa Silla VacíaОценок пока нет
- The Stage Is Set: For Packaging Performance Like Never BeforeДокумент8 страницThe Stage Is Set: For Packaging Performance Like Never BeforeSeyfullah Akan KarapaçaОценок пока нет
- Digitalization and Industry 4.0Документ8 страницDigitalization and Industry 4.0Cristian VartolomeiОценок пока нет
- Food and Beverage Technical Requirements and Labelling: GuidelinesДокумент28 страницFood and Beverage Technical Requirements and Labelling: GuidelinesThiện Luân HồngОценок пока нет
- Product NPDДокумент49 страницProduct NPDkavitaaaОценок пока нет
- Sustainability PackagingДокумент3 страницыSustainability Packagingdong.quan.1705Оценок пока нет
- A-A-59105 RevbДокумент4 страницыA-A-59105 RevbTerena BlackmanОценок пока нет
- Grotan® OX: Safety Data SheetДокумент16 страницGrotan® OX: Safety Data SheetNinaОценок пока нет