Вам также может понравиться
- Is 1364 2 2002Документ19 страницIs 1364 2 2002mayukhguhanita2010Оценок пока нет
- PFI ES 2 - 2013 EditionДокумент5 страницPFI ES 2 - 2013 EditionArcadio DuranОценок пока нет
- Painting Procedure: Doc. No.: PLP-PAINT-P001Документ9 страницPainting Procedure: Doc. No.: PLP-PAINT-P001คุณพ่อน้อง บิ๊กบอสОценок пока нет
- @ptitude AnalysistДокумент295 страниц@ptitude AnalysistHần Phạm VănОценок пока нет
- Excavator RepairДокумент320 страницExcavator Repairlub007Оценок пока нет
- HDU - Gear and Bearing Lubrication - SmidthДокумент2 страницыHDU - Gear and Bearing Lubrication - SmidthLuis Orlando Villarroel TorrezОценок пока нет
- BOQ-SCREEN-TATA STEEL-14-JUL-2020Документ9 страницBOQ-SCREEN-TATA STEEL-14-JUL-2020Mohammad Adil100% (1)
- Recognizing Gear FailuresДокумент6 страницRecognizing Gear FailureshammermfgОценок пока нет
- Series BK and NK: Process Pumps With Pressure Rating PN25Документ4 страницыSeries BK and NK: Process Pumps With Pressure Rating PN25FranciscoОценок пока нет
- Lightnin Compact Series MixersДокумент21 страницаLightnin Compact Series Mixersmiguel_vera6592Оценок пока нет
- 797F Wear Tables For Extended Drains 18mar2019Документ10 страниц797F Wear Tables For Extended Drains 18mar2019Abner VillanuevaОценок пока нет
- Golden Dragon XML6125 Plug-in Hybrid City Bus ManualДокумент90 страницGolden Dragon XML6125 Plug-in Hybrid City Bus Manualosama tariqОценок пока нет
- 8010028-01-OM-001 - O&M-Manual Rio Turbio 1+2 - enДокумент62 страницы8010028-01-OM-001 - O&M-Manual Rio Turbio 1+2 - enjose almironОценок пока нет
- Igger Ualification Anual: R Osha Q MДокумент18 страницIgger Ualification Anual: R Osha Q MKevin MatteОценок пока нет
- SURFACE PREPARATION & PAINTING PROCEDURE FOR AIR RECEIVER TANKДокумент4 страницыSURFACE PREPARATION & PAINTING PROCEDURE FOR AIR RECEIVER TANKWijayanto BekasiОценок пока нет
- FUCHS Product Program Automotive LubricantsДокумент94 страницыFUCHS Product Program Automotive LubricantsRafael Nakazato RecioОценок пока нет
- Pernos Huck C50LДокумент4 страницыPernos Huck C50LAngelina Santiago JimenezОценок пока нет
- DIN 51825 German Grease Classification System PDFДокумент1 страницаDIN 51825 German Grease Classification System PDFFelipeSantiagoОценок пока нет
- Comparision of PDFДокумент9 страницComparision of PDFSmith Salazar AscueОценок пока нет
- ROTALIGN-Ultra - Pocket-Guide - ALI 209.844 - 07-08 - 2.06 - G PDFДокумент2 страницыROTALIGN-Ultra - Pocket-Guide - ALI 209.844 - 07-08 - 2.06 - G PDFDon FreemanОценок пока нет
- Astm A 401 - A 401M - 03 - Qtqwms9bndaxtqДокумент4 страницыAstm A 401 - A 401M - 03 - Qtqwms9bndaxtqEjat IS100% (1)
- EHD211000 Standard Program Documentation ENG K216 2016Документ69 страницEHD211000 Standard Program Documentation ENG K216 2016gonzalo.lartec2369Оценок пока нет
- Fluid Analysis For Bearing Reliability 1684619066Документ30 страницFluid Analysis For Bearing Reliability 1684619066Alvaro Javier Reyes ParraОценок пока нет
- Technology and Livelihood Education (Tle) 6: Industrial ArtsДокумент28 страницTechnology and Livelihood Education (Tle) 6: Industrial ArtsMario EstrellaОценок пока нет
- Digitising Operations: Digital TwinДокумент2 страницыDigitising Operations: Digital TwinPar MadОценок пока нет
- Manual HPGR Parte 2 PDFДокумент654 страницыManual HPGR Parte 2 PDFDyajaira Huarcaya HilarionОценок пока нет
- FJM10-45 Glass Edging Machine Operation ManualДокумент29 страницFJM10-45 Glass Edging Machine Operation ManualMichael L HerreraОценок пока нет
- E-ABRASIC P 12 To P 220: For Coated Abrasives ProductsДокумент2 страницыE-ABRASIC P 12 To P 220: For Coated Abrasives ProductsBas100% (1)
- Artisan: DefinitiveДокумент23 страницыArtisan: DefinitiveTrie WahyudiОценок пока нет
- Mi Ether CatalogДокумент76 страницMi Ether CatalogcirclelineОценок пока нет
- 980e 4 PDFДокумент16 страниц980e 4 PDFnikbeam0% (1)
- Manual Reductor SumitomoДокумент11 страницManual Reductor SumitomoPhilip WalkerОценок пока нет
- Specification For Bridge Construction (England)Документ35 страницSpecification For Bridge Construction (England)Roy GuoОценок пока нет
- 3' X 5' Rod - Ball MillДокумент2 страницы3' X 5' Rod - Ball MillRicardo RodriguezОценок пока нет
- Certificate of Conformance: Q1 Lot Number: 15163483Документ1 страницаCertificate of Conformance: Q1 Lot Number: 15163483interx00Оценок пока нет
- Seller Document Review PermissionДокумент1 страницаSeller Document Review PermissionSALVADOR SERVICIOS GENERALESОценок пока нет
- As 2821-2003 Fluid Power Systems and Components - Cylinders - Identification Code For Mounting Dimensions andДокумент8 страницAs 2821-2003 Fluid Power Systems and Components - Cylinders - Identification Code For Mounting Dimensions andSAI Global - APACОценок пока нет
- Vib ExpertДокумент4 страницыVib ExpertGigih PrasetiyoОценок пока нет
- Bridgestone Databook 2015Документ134 страницыBridgestone Databook 2015cascade1Оценок пока нет
- Belt PM SheetДокумент2 страницыBelt PM SheetValium MorphineОценок пока нет
- LSG007 - Automated System DesignДокумент6 страницLSG007 - Automated System DesignwilmerОценок пока нет
- TerminologiДокумент19 страницTerminologiiqbal ramadhanОценок пока нет
- Catalogo CRC PDFДокумент84 страницыCatalogo CRC PDFAlex CordovaОценок пока нет
- BarrycordageДокумент42 страницыBarrycordageAndy Lener Moran ColanОценок пока нет
- Unified DodgeДокумент132 страницыUnified DodgeMichael ThomasОценок пока нет
- SDT Success StoriesДокумент112 страницSDT Success StoriesPablo LazoОценок пока нет
- Transport Cross-Beam For Roll Units: Machine Manual en-PM - RUN.101.AДокумент45 страницTransport Cross-Beam For Roll Units: Machine Manual en-PM - RUN.101.AYinder Vega OsorioОценок пока нет
- A Reliability Analysis For Grinding ProcessДокумент68 страницA Reliability Analysis For Grinding ProcessBenОценок пока нет
- Cat Helimax 2016 Esp 1Документ74 страницыCat Helimax 2016 Esp 1HKM IngenierosОценок пока нет
- 1 - Southern Cross - Iso Pump - 50 X 32 - 160 - 1410-2880 RPM PDFДокумент1 страница1 - Southern Cross - Iso Pump - 50 X 32 - 160 - 1410-2880 RPM PDFIra LtrОценок пока нет
- Internormen-Eaton - CCS 2 Contamination Control System - Manual v2.3 PDFДокумент80 страницInternormen-Eaton - CCS 2 Contamination Control System - Manual v2.3 PDFClarence SmithОценок пока нет
- SPIR FormatДокумент2 страницыSPIR FormatKunalОценок пока нет
- 7-Point Container Inspection Check List: 5. Front Wall 6. Ceiling/RoofДокумент1 страница7-Point Container Inspection Check List: 5. Front Wall 6. Ceiling/Roofrgrao85Оценок пока нет
- Engineering Institutions and Engineering Societies: American Society of Mechanical Engineers (Asme)Документ1 страницаEngineering Institutions and Engineering Societies: American Society of Mechanical Engineers (Asme)masoud132Оценок пока нет
- 2 - 15B Ah-5vomДокумент1 страница2 - 15B Ah-5vomMamiherintsoa Issaia RanaivoarimananaОценок пока нет
- Aceites Lubricantes para Motores Diesel Sep-2015Документ28 страницAceites Lubricantes para Motores Diesel Sep-2015Carlos Andres BonillaОценок пока нет
- Supresor de PolvoДокумент10 страницSupresor de Polvoluisgalvez60Оценок пока нет
- SPC4 Bolt BrochureДокумент2 страницыSPC4 Bolt BrochureDoug HeinrichsОценок пока нет
- Micropitting Can Lead To Macro ProblemsДокумент2 страницыMicropitting Can Lead To Macro ProblemsAnonymous alQXB11EgQОценок пока нет
- Astm D 1525-09Документ10 страницAstm D 1525-09Indah FajarwatiОценок пока нет
- Cerro Verde Production Unit Expansion: Non Destructive Examination Requirements Document No. SN-100462-MD12Документ3 страницыCerro Verde Production Unit Expansion: Non Destructive Examination Requirements Document No. SN-100462-MD12jhonОценок пока нет
- HMT HMQ InglesДокумент8 страницHMT HMQ InglesGabrielОценок пока нет
- Recommended Selling Price List: For Maintenance ProductsДокумент28 страницRecommended Selling Price List: For Maintenance ProductsVarun MalhotraОценок пока нет
- Dow ChemicalДокумент12 страницDow Chemicalvenkata muraliОценок пока нет
- BAC TSB Trunnion Ball C150 To C2500Документ4 страницыBAC TSB Trunnion Ball C150 To C2500CBETAОценок пока нет
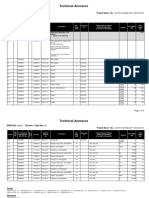
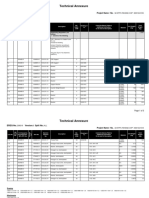
- Technical Annexure: EREQ No.: Split No.Документ1 страницаTechnical Annexure: EREQ No.: Split No.Baskaran BossОценок пока нет
- TA-309319 Ver1 PDFДокумент3 страницыTA-309319 Ver1 PDFBaskaran BossОценок пока нет
- Technical Annexure: EREQ No.: Split No.Документ3 страницыTechnical Annexure: EREQ No.: Split No.Baskaran BossОценок пока нет
- Karthik T PDFДокумент2 страницыKarthik T PDFBaskaran BossОценок пока нет
- Karthik T PDFДокумент2 страницыKarthik T PDFBaskaran BossОценок пока нет
- Technical Annexure: EREQ No.: Split No.Документ3 страницыTechnical Annexure: EREQ No.: Split No.Baskaran BossОценок пока нет
- Technical Annexure for M-NTPC-RIHAND-CHP ProjectДокумент3 страницыTechnical Annexure for M-NTPC-RIHAND-CHP ProjectBaskaran BossОценок пока нет
- Solidworks Plastics 2012 Installation and Licensing GuideДокумент13 страницSolidworks Plastics 2012 Installation and Licensing GuideBaskaran BossОценок пока нет
- Technical Annexure: EREQ No.: Split No.Документ1 страницаTechnical Annexure: EREQ No.: Split No.Baskaran BossОценок пока нет
- What's New: Creo Simulate 4.0: Datecode F000 and LaterДокумент18 страницWhat's New: Creo Simulate 4.0: Datecode F000 and LaterBaskaran BossОценок пока нет
- DFS - 2016 R1 Whats New ENДокумент2 страницыDFS - 2016 R1 Whats New ENBaskaran BossОценок пока нет
- Technical Annexure SummaryДокумент2 страницыTechnical Annexure SummaryBaskaran BossОценок пока нет
- Readme PDFДокумент12 страницReadme PDFBaskaran BossОценок пока нет
- Creo 4.0 Simulate Configuration Options: Datecode F000Документ180 страницCreo 4.0 Simulate Configuration Options: Datecode F000Baskaran BossОценок пока нет
- Creo Installation and Administration GuideДокумент204 страницыCreo Installation and Administration GuideBaskaran BossОценок пока нет
- G.Baskaran: Course Institute Board % of Mark Year of PassingДокумент2 страницыG.Baskaran: Course Institute Board % of Mark Year of PassingBaskaran BossОценок пока нет
- F L Smidth Private Limited: Delivery ScheduleДокумент2 страницыF L Smidth Private Limited: Delivery ScheduleBaskaran BossОценок пока нет
- Technical Annexure SummaryДокумент1 страницаTechnical Annexure SummaryBaskaran BossОценок пока нет
- G.Baskaran: Course Institute Board % of Mark Year of PassingДокумент2 страницыG.Baskaran: Course Institute Board % of Mark Year of PassingBaskaran BossОценок пока нет
- G.Baskaran: Course Institute Board % of Mark Year of PassingДокумент2 страницыG.Baskaran: Course Institute Board % of Mark Year of PassingBaskaran BossОценок пока нет
- G.Baskaran: Course Institute Board % of Mark Year of PassingДокумент2 страницыG.Baskaran: Course Institute Board % of Mark Year of PassingBaskaran BossОценок пока нет
- G.Baskaran: Course Institute Board % of Mark Year of PassingДокумент2 страницыG.Baskaran: Course Institute Board % of Mark Year of PassingBaskaran BossОценок пока нет
- G.Baskaran: Course Institute Board % of Mark Year of PassingДокумент2 страницыG.Baskaran: Course Institute Board % of Mark Year of PassingBaskaran BossОценок пока нет
- G.Baskaran: Course Institute Board % of Mark Year of PassingДокумент2 страницыG.Baskaran: Course Institute Board % of Mark Year of PassingBaskaran BossОценок пока нет
- LNGI-RA-HEC-398-Fabrication Works (Welding, Cutting, Grinding, Drilling, Threading, Support, and Power Tools Operations) Rev.3Документ2 страницыLNGI-RA-HEC-398-Fabrication Works (Welding, Cutting, Grinding, Drilling, Threading, Support, and Power Tools Operations) Rev.3Ramesh arumugam0% (1)
- CMPM Reviewer Quiz 1: It Means The Demolition of A Structure Done With Some Equipment Without The Use of Any ExplosiveДокумент3 страницыCMPM Reviewer Quiz 1: It Means The Demolition of A Structure Done With Some Equipment Without The Use of Any ExplosiveJCОценок пока нет
- Dockmarine Eng 2019Документ56 страницDockmarine Eng 2019Muthana JalladОценок пока нет
- IS 193.2000 (Soft Solder)Документ11 страницIS 193.2000 (Soft Solder)murthyОценок пока нет
- Ferrosilicon: Standard Specification ForДокумент6 страницFerrosilicon: Standard Specification Forsharon blushteinОценок пока нет
- ASTER 24QF - Data Sheet: StructureДокумент1 страницаASTER 24QF - Data Sheet: Structureroberto riveraОценок пока нет
- Summer Training At: Swot Analysis OnДокумент99 страницSummer Training At: Swot Analysis OnVivek KumarОценок пока нет
- Past Paper CHemistryДокумент20 страницPast Paper CHemistryRubén Patricio Fernández Periago YR11YОценок пока нет
- Hot and Cold Working ProcessesДокумент11 страницHot and Cold Working ProcessesKunal BorkarОценок пока нет
- Bahra Electric - EarthingДокумент1 страницаBahra Electric - EarthingSalman JoОценок пока нет
- PC 500Документ7 страницPC 500eduardo reyes gallardoОценок пока нет
- 1663923012kelani Cables PLC Annual Report 2021Документ128 страниц1663923012kelani Cables PLC Annual Report 2021Sasindu GimhanОценок пока нет
- Reasoned Document IRS M-28-2020Документ42 страницыReasoned Document IRS M-28-2020Metal deptОценок пока нет
- Ayson Me001l WeldingДокумент11 страницAyson Me001l WeldingJonathan AysonОценок пока нет
- Material Submittal For Glass and MirrorДокумент104 страницыMaterial Submittal For Glass and MirrorChris EnyinnayaОценок пока нет
- AMT Notes Unit-3Документ30 страницAMT Notes Unit-3Suddapally VIVEK ReddyОценок пока нет
- Handbook - Filler Metal ASTM SteelsДокумент1 страницаHandbook - Filler Metal ASTM SteelsadelОценок пока нет
- BS 1243 - 1978Документ8 страницBS 1243 - 1978ماقوريОценок пока нет
- ASTM F1387 Approval Letter PDFДокумент4 страницыASTM F1387 Approval Letter PDFRafael AndradeОценок пока нет
- Kanpur Plastipack Limited Industrial Training ReportДокумент41 страницаKanpur Plastipack Limited Industrial Training ReportPriyansh ChoudharyОценок пока нет
- Multifab Thermoforming Guidelines Rev 3-12-18 2Документ42 страницыMultifab Thermoforming Guidelines Rev 3-12-18 2Hà Văn TúОценок пока нет
- Opgcl Amc Document PDFДокумент260 страницOpgcl Amc Document PDFmammu_222Оценок пока нет
- MSS SP-88 2015Документ16 страницMSS SP-88 2015white9013Оценок пока нет
- OPTImill MB4 Eng ManualДокумент70 страницOPTImill MB4 Eng ManualRichard RichardОценок пока нет
- Numismatic News March 01 2022Документ98 страницNumismatic News March 01 2022Rick WilsonОценок пока нет