Вам также может понравиться
- كيفية حساب كمية سلك اللحام المطلوبةДокумент6 страницكيفية حساب كمية سلك اللحام المطلوبةBoodyBedaiwe50% (2)
- A Guide To Estimating The Consumption of Welding Consumables-NAДокумент1 страницаA Guide To Estimating The Consumption of Welding Consumables-NAManuel Antonio Santos VargasОценок пока нет
- Grating Weight DatasheetДокумент14 страницGrating Weight Datasheetkiller shaОценок пока нет
- Electrode Consumption On Pipe WeldingДокумент2 страницыElectrode Consumption On Pipe Weldinganjangandak2932100% (1)
- Line History SheetДокумент46 страницLine History SheetBhanu Pratap Choudhury33% (3)
- Kerosene Test ProcedureДокумент1 страницаKerosene Test ProcedureAshwani Dogra100% (1)
- PIPE SUPPORT-STR - Welding Inspection ReportДокумент1 страницаPIPE SUPPORT-STR - Welding Inspection ReportBWQОценок пока нет
- Procedure For Tin - inДокумент13 страницProcedure For Tin - inAdil IjazОценок пока нет
- 1 - Pipe Blasting & Painting CostДокумент1 страница1 - Pipe Blasting & Painting CostVaibhav Sawant100% (1)
- Daily ReportДокумент4 страницыDaily ReportfasihaiderОценок пока нет
- Blasting & Painting ReportДокумент2 страницыBlasting & Painting ReportSanjay KumarОценок пока нет
- Daily Welding Progress ReportДокумент1 страницаDaily Welding Progress ReportManoj KumarОценок пока нет
- Welding Electrode Selection Table - Piping StudyДокумент1 страницаWelding Electrode Selection Table - Piping StudySujay AsukarОценок пока нет
- Tank Procedure by Conventional MethodДокумент8 страницTank Procedure by Conventional Methodsatish04Оценок пока нет
- Cone Roof Tank Erection ProcedureДокумент8 страницCone Roof Tank Erection ProcedureBoby Thomas100% (1)
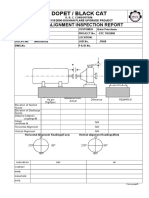
- Dopet / Black Cat: Pump Alignment Inspection ReportДокумент1 страницаDopet / Black Cat: Pump Alignment Inspection ReportMangalraj MadasamyОценок пока нет
- Method StatementДокумент4 страницыMethod StatementbecpavanОценок пока нет
- Nava Cast Iron PN16 Gate Valve 631Документ1 страницаNava Cast Iron PN16 Gate Valve 631Avk Sanjeevan100% (1)
- Calculation of Electrode ConsumptionДокумент4 страницыCalculation of Electrode ConsumptionhgolestaniОценок пока нет
- Material Certificate Plate 16mmДокумент1 страницаMaterial Certificate Plate 16mmAdeoyeОценок пока нет
- How To Write A Welding Procedure Specification (WPS)Документ5 страницHow To Write A Welding Procedure Specification (WPS)Mohamed Atef100% (1)
- How To Calculate Filler Metal ConsumptionДокумент3 страницыHow To Calculate Filler Metal ConsumptionASHIL PRABHAKAR100% (2)
- Boq PipingДокумент1 страницаBoq PipingRasool Shaik100% (1)
- Steam BoilerДокумент3 страницыSteam BoilerMohammad AzlanОценок пока нет
- Calculating Electrode Consumption For Pipe Per WeldДокумент37 страницCalculating Electrode Consumption For Pipe Per WeldShankar Jha69% (13)
- 6) Pneumatic Pressure TestДокумент3 страницы6) Pneumatic Pressure Testbacabacabaca100% (1)
- Fit Up ReportДокумент41 страницаFit Up ReportFendik NewbieОценок пока нет
- Hydrostatic Test Report Form - 201211201035009705 PDFДокумент1 страницаHydrostatic Test Report Form - 201211201035009705 PDFมินคุง เอโอซี100% (1)
- Method Statement For Lifting Cryognic TankДокумент5 страницMethod Statement For Lifting Cryognic TankYawar QureshiОценок пока нет
- Piping Above Ground Installation Work ProcedureДокумент38 страницPiping Above Ground Installation Work Proceduremanoj thakkar100% (1)
- 15-74 Hot Taps 100622Документ4 страницы15-74 Hot Taps 100622SL24980Оценок пока нет
- FORMULA (Coating)Документ4 страницыFORMULA (Coating)Ravindra S. JivaniОценок пока нет
- Weight For Bolt With Nut PDFДокумент1 страницаWeight For Bolt With Nut PDFRam RajaramanОценок пока нет
- 24 Pressure Testing Report - FormatДокумент1 страница24 Pressure Testing Report - FormatRrgs Bandara100% (1)
- Tank Bottom Plate Weld Sequence To Avoid DistortionДокумент1 страницаTank Bottom Plate Weld Sequence To Avoid Distortionengsam77782% (11)
- Procedure Erection Storage TankДокумент7 страницProcedure Erection Storage Tanknur hudaОценок пока нет
- Alignment Inspection Report (Vertical Equipment) : - Sign / Date Sign / Date Owner Sign / DateДокумент6 страницAlignment Inspection Report (Vertical Equipment) : - Sign / Date Sign / Date Owner Sign / Dateคุณพ่อน้อง บิ๊กบอส100% (1)
- Double-V-Weld Consumption Formula in Excel SheetДокумент6 страницDouble-V-Weld Consumption Formula in Excel SheetvinothОценок пока нет
- Procedure For Fab, Erec & Testing of Abovegroud PipingДокумент16 страницProcedure For Fab, Erec & Testing of Abovegroud Pipingvpsimbu86Оценок пока нет
- Method Statement For Fabrication and Erection of Piping: Krueng Geukueh, North Aceh, IndonesiaДокумент10 страницMethod Statement For Fabrication and Erection of Piping: Krueng Geukueh, North Aceh, IndonesiaFendik NewbieОценок пока нет
- Hyundai Steel Mill TestДокумент1 страницаHyundai Steel Mill TestJamesОценок пока нет
- Post Weld Treatment Procedure For Piping Spools (Abj) KN Rev-2Документ15 страницPost Weld Treatment Procedure For Piping Spools (Abj) KN Rev-2williamsenОценок пока нет
- Dimensional Tolerances Based On API 650Документ2 страницыDimensional Tolerances Based On API 650Farhan Putra100% (1)
- Method Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Документ9 страницMethod Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Delil OzanОценок пока нет
- Storage Tank Hydrostatic Test Quality Control and Inspection Report Form PDFДокумент1 страницаStorage Tank Hydrostatic Test Quality Control and Inspection Report Form PDFมินคุง เอโอซีОценок пока нет
- Site Erection Procedure For Piping InstallationДокумент10 страницSite Erection Procedure For Piping InstallationIrsan HaeruddinОценок пока нет
- Piping BOQ (13 Jul)Документ25 страницPiping BOQ (13 Jul)Mubashir100% (2)
- Pipeline Lowering CalculationДокумент5 страницPipeline Lowering CalculationrabeemhОценок пока нет
- Apcosil 605Документ1 страницаApcosil 605rihtak123Оценок пока нет
- QCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.Документ6 страницQCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.abdul aziz100% (1)
- Method Statement of Pipe RackДокумент8 страницMethod Statement of Pipe RackLEIXIAO ZHANGОценок пока нет
- Erection Tolerances S.No. Description ToleranceДокумент2 страницыErection Tolerances S.No. Description ToleranceRajaram JayaramanОценок пока нет
- 002-Method of Statement of Row PreparationДокумент11 страниц002-Method of Statement of Row Preparationahmed08839494Оценок пока нет
- Technical Bid Evaluation SheetДокумент3 страницыTechnical Bid Evaluation SheetPer Bagus HandokoОценок пока нет
- Installation Method of Statement of HDPE PipeДокумент3 страницыInstallation Method of Statement of HDPE Pipebeshnu garanaik100% (2)
- WeldДокумент3 страницыWeldSenthil SubramanianОценок пока нет
- Calculating Weld Volume and Weight: Welding CostsДокумент4 страницыCalculating Weld Volume and Weight: Welding CostsMehmet SoysalОценок пока нет
- Welding Rod CalculationДокумент4 страницыWelding Rod CalculationuemaaplОценок пока нет
- Job Knowledge 95 - Calculating Weld Volume and Weight (July 2008)Документ3 страницыJob Knowledge 95 - Calculating Weld Volume and Weight (July 2008)waleed yehiaОценок пока нет
- Weld Metal DeterminationДокумент4 страницыWeld Metal DeterminationRiyadh MohammedОценок пока нет
- Financial Management of Projects and Contracts Lecture 1Документ37 страницFinancial Management of Projects and Contracts Lecture 1Mohamed AtefОценок пока нет
- PVC-DWV and ABS-DWV Pipe and Fittings: Dimensional CatalogДокумент44 страницыPVC-DWV and ABS-DWV Pipe and Fittings: Dimensional CatalogMohamed AtefОценок пока нет
- Financial Management Frontiers R 1Документ96 страницFinancial Management Frontiers R 1Mohamed AtefОценок пока нет
- The Practical Welding EngineerДокумент154 страницыThe Practical Welding EngineerMohamed Atef0% (1)
- SCH 40 PVC PipeДокумент2 страницыSCH 40 PVC PipeMohamed AtefОценок пока нет
- Third Party Inspection For Shell and Tube Heat Exchanger - ProcedureДокумент11 страницThird Party Inspection For Shell and Tube Heat Exchanger - ProcedureMohamed AtefОценок пока нет
- Quality Control PlanДокумент4 страницыQuality Control PlanMohamed AtefОценок пока нет
- Calorie Amortization Schedule1Документ44 страницыCalorie Amortization Schedule1Mohamed AtefОценок пока нет
- Product Catalog: Marine IndustryДокумент32 страницыProduct Catalog: Marine IndustryMohamed AtefОценок пока нет
- Inspection and Test Plan For Shell and Tube Heat Exchanger - Sample01Документ3 страницыInspection and Test Plan For Shell and Tube Heat Exchanger - Sample01Mohamed AtefОценок пока нет
- Material Requisition Recieved From Pgesco Electrical: Ser. Title Document No. Rev. Date Received PGECO Transmittal NoДокумент5 страницMaterial Requisition Recieved From Pgesco Electrical: Ser. Title Document No. Rev. Date Received PGECO Transmittal NoMohamed AtefОценок пока нет
- Risk Assessment - Fixation GRP Panel Water TanksДокумент9 страницRisk Assessment - Fixation GRP Panel Water TanksMohamed AtefОценок пока нет
- كورس التكيبف مركز ايجى ستДокумент95 страницكورس التكيبف مركز ايجى ستMohamed AtefОценок пока нет
- M. J. NA: Glneerlng Data TransmiitalДокумент23 страницыM. J. NA: Glneerlng Data TransmiitalMohamed AtefОценок пока нет
- Petrojet: The Petroleum Projects& Technical Consultations CoДокумент14 страницPetrojet: The Petroleum Projects& Technical Consultations CoMohamed AtefОценок пока нет
- Approximate RT Spot Calculator For Api 650 TanksДокумент2 страницыApproximate RT Spot Calculator For Api 650 TanksMohamed AtefОценок пока нет
- Fitness Training Program: Program Start Date Client's Information Warm-UpДокумент2 страницыFitness Training Program: Program Start Date Client's Information Warm-UpMohamed AtefОценок пока нет
- MIG Welding - Gas Metal Arc Welding (GMAW)Документ5 страницMIG Welding - Gas Metal Arc Welding (GMAW)Mohamed AtefОценок пока нет
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Документ19 страницHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Mohamed AtefОценок пока нет
- Actual and Planned Costs of The Project CategoriesДокумент3 страницыActual and Planned Costs of The Project CategoriesMohamed AtefОценок пока нет
- (OFW) Oxy-Fuel Welding (Gas WeldingOxy-Acetylene Welding)Документ6 страниц(OFW) Oxy-Fuel Welding (Gas WeldingOxy-Acetylene Welding)Mohamed AtefОценок пока нет
- NACE-Stress Corrosion Cracking (SCC)Документ3 страницыNACE-Stress Corrosion Cracking (SCC)Mohamed AtefОценок пока нет
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-1)Документ7 страницHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-1)Mohamed AtefОценок пока нет
- How To Write A Welding Procedure Specification (WPS)Документ5 страницHow To Write A Welding Procedure Specification (WPS)Mohamed Atef100% (1)
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3)Документ15 страницHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3)Mohamed Atef100% (1)
- Globe Valves - What Is A Valve (Part - 2)Документ4 страницыGlobe Valves - What Is A Valve (Part - 2)Mohamed AtefОценок пока нет
- Acceptance Criteria For Weld DefectsДокумент6 страницAcceptance Criteria For Weld DefectsMohamed AtefОценок пока нет
- Chloride Stress Corrosion Cracking of Austenitic Stainless SteelДокумент6 страницChloride Stress Corrosion Cracking of Austenitic Stainless SteelMohamed AtefОценок пока нет
- Basics of Heat Treatment (Part-0)Документ11 страницBasics of Heat Treatment (Part-0)Mohamed AtefОценок пока нет
- Exit Proficiency Mock Exam 2Документ2 страницыExit Proficiency Mock Exam 2MarshaОценок пока нет
- Make The Same Mistake Again: Problem Solving Worksheet: NeverДокумент3 страницыMake The Same Mistake Again: Problem Solving Worksheet: NeverzentropiaОценок пока нет
- Ime: 3 Hours Max. Marks 100 Aim & Algorithm Program& Result MCQ Viva-Voce Record TotalДокумент6 страницIme: 3 Hours Max. Marks 100 Aim & Algorithm Program& Result MCQ Viva-Voce Record Total19CSE033 RAJKUMAR AОценок пока нет
- BEC198 Solutions PhysicsДокумент20 страницBEC198 Solutions PhysicsEli Lilly Cemanes MarasiganОценок пока нет
- Lesson Plan 2Документ3 страницыLesson Plan 2api-412870370Оценок пока нет
- Area&volДокумент14 страницArea&volsighbalaОценок пока нет
- Adobe Scan 10 May 2022Документ5 страницAdobe Scan 10 May 2022Hina HussainОценок пока нет
- NCERT Sol Math Chap 15 - 0 ProbabilityДокумент16 страницNCERT Sol Math Chap 15 - 0 ProbabilityHassan KhanОценок пока нет
- Eric Ed322361Документ64 страницыEric Ed322361nitharsunОценок пока нет
- Mathematics A: Level 1/2 Paper 2H Higher TierДокумент24 страницыMathematics A: Level 1/2 Paper 2H Higher TierNaveen DevindaОценок пока нет
- Advanced Earthwork With GeopakДокумент10 страницAdvanced Earthwork With GeopakAshokОценок пока нет
- MATH01 Answers Assignment7 ConeДокумент4 страницыMATH01 Answers Assignment7 ConeabiОценок пока нет
- Grade 11 Physics Module1Документ81 страницаGrade 11 Physics Module1JohnRenzoMolinarОценок пока нет
- O-I SYLLABUS - FinalTermДокумент3 страницыO-I SYLLABUS - FinalTermSayem LaeeqОценок пока нет
- 4024 Formula SheetДокумент1 страница4024 Formula Sheetfasihajmal019Оценок пока нет
- DPP (25-30) 11th J-Batch MathsДокумент19 страницDPP (25-30) 11th J-Batch MathsRaju SinghОценок пока нет
- Dinoxcope User ManualДокумент16 страницDinoxcope User Manualsg mesОценок пока нет
- Agronomy: Assessment of The Cutting Performance of A Robot Mower Using Custom Built SoftwareДокумент15 страницAgronomy: Assessment of The Cutting Performance of A Robot Mower Using Custom Built SoftwareANDRES RODRIGO VIDARTE RUIZОценок пока нет
- Abel DLL Joint VariationДокумент5 страницAbel DLL Joint VariationJohn Loyd AsaytunoОценок пока нет
- Mathematics: Quarter 4 - Module 1: Finding The Areas of Irregular FiguresДокумент16 страницMathematics: Quarter 4 - Module 1: Finding The Areas of Irregular FiguresREBECCA ABEDESОценок пока нет
- MST121 Prerequisite RevisionДокумент169 страницMST121 Prerequisite Revisionjunk6789Оценок пока нет
- m5t Review Package - 51+ - Compressed0Документ72 страницыm5t Review Package - 51+ - Compressed0yasirОценок пока нет
- 01a IGCSE Maths 4MB1 Paper 1R - January 2020 Examination PaperДокумент24 страницы01a IGCSE Maths 4MB1 Paper 1R - January 2020 Examination PaperMehwish Arif67% (3)
- Quiz #1 - Quadratic EquationsДокумент4 страницыQuiz #1 - Quadratic EquationsKote Bhanu PrakashОценок пока нет
- Lesson: 69 Visualizing and Describing Solid FiguresДокумент5 страницLesson: 69 Visualizing and Describing Solid FiguresBianca HernandezОценок пока нет
- CBSE Board Class IX Mathematics Sample Paper 1Документ6 страницCBSE Board Class IX Mathematics Sample Paper 1Anuj GuptaОценок пока нет
- Chapter FourДокумент31 страницаChapter FourAhmed ElkholyОценок пока нет
- Engineering Mathematics II: Course DescriptionДокумент3 страницыEngineering Mathematics II: Course DescriptionSubas ShresthaОценок пока нет
- Maths Standard 1 Q P Set-1Документ11 страницMaths Standard 1 Q P Set-1Aradhy BadkulОценок пока нет
- Republic of The Philippines Department of Education Region III Division of City of San FernandoДокумент8 страницRepublic of The Philippines Department of Education Region III Division of City of San FernandoPaul John TasicОценок пока нет