Вам также может понравиться
- Defectos Comunes en Partes de Hierro DuctilДокумент29 страницDefectos Comunes en Partes de Hierro DuctilOscar Sotomayor100% (1)
- Tratamientos Térmicos - Alex Ortega - 4to MecatrónicaДокумент16 страницTratamientos Térmicos - Alex Ortega - 4to MecatrónicaTattys RoseОценок пока нет
- Aceros AleadosДокумент46 страницAceros AleadosLuis AlbertoОценок пока нет
- PulvimetalurgiaДокумент12 страницPulvimetalurgiaJulio Cesar Trejos Carrillo100% (1)
- Presentación ManufacturaДокумент20 страницPresentación Manufacturadaniel2056Оценок пока нет
- Defectos de FundicionДокумент5 страницDefectos de FundicionJose CedeñoОценок пока нет
- Tratamientos Termicos Clase 1Документ130 страницTratamientos Termicos Clase 1Byron PadillaОценок пока нет
- Tecnologia para Recuperación de Arenas - TadashiДокумент67 страницTecnologia para Recuperación de Arenas - TadashiDiego ChavezОценок пока нет
- Corrosion Por PicaduraДокумент13 страницCorrosion Por PicaduraMilagros Sofia BustamanteОценок пока нет
- Diagrama TTT 03Документ31 страницаDiagrama TTT 03Santiago Bejarano Alfaro0% (1)
- Agrietamiento en Frio y en CalienteДокумент45 страницAgrietamiento en Frio y en CalienteMiguel ArguzОценок пока нет
- Manual Del Aluminio y Sus Aleaciones - Ingenieria de MaterialesДокумент49 страницManual Del Aluminio y Sus Aleaciones - Ingenieria de MaterialessergioteroОценок пока нет
- Limpieza Del Acero MET SECДокумент12 страницLimpieza Del Acero MET SECAnonymous 60rm4LОценок пока нет
- Origen de Defectos en Alambron y Otros P PDFДокумент10 страницOrigen de Defectos en Alambron y Otros P PDFsantiago gonzalezОценок пока нет
- Aceros Inoxidables PresentaciónДокумент57 страницAceros Inoxidables PresentaciónMaryi EspinosaОценок пока нет
- Aceros Calmados y EfervecentesДокумент16 страницAceros Calmados y Efervecentessagraus@gmail.com100% (1)
- Metalurgia Del AceroДокумент4 страницыMetalurgia Del AceroSTIVEN VALDIVIEZO100% (1)
- Fundición GrisДокумент17 страницFundición GrisEdwin Wla100% (1)
- 13 - Metalurgia de La Soldadura - Fisuración en Caliente y Fisuración en FrioДокумент13 страниц13 - Metalurgia de La Soldadura - Fisuración en Caliente y Fisuración en FrioEspinoza HectorОценок пока нет
- 5.sistemas de Colada Clase 5Документ44 страницы5.sistemas de Colada Clase 5jatz21100% (1)
- Influencia de Los Elementos de Aleación en Las Propiedades de Los AcerosДокумент6 страницInfluencia de Los Elementos de Aleación en Las Propiedades de Los AcerosSandraОценок пока нет
- Tratamientos TermicosДокумент9 страницTratamientos TermicosTtrraanneeOonneeОценок пока нет
- Sistema de AlimentacionДокумент35 страницSistema de AlimentacionSebastian Santiago SanchezОценок пока нет
- Soldaduras No FerrosasДокумент34 страницыSoldaduras No FerrosasLucia Dominguez100% (1)
- Acero 1045 Zamudio FinalДокумент26 страницAcero 1045 Zamudio FinalMiguel Angel LòpezОценок пока нет
- Reporte PavonadoДокумент6 страницReporte PavonadoRicardo Humberto GallegosОценок пока нет
- Mecánica de La FracturaДокумент9 страницMecánica de La Fracturadavid ramirez lopezОценок пока нет
- Aleaciones de MagnesioДокумент27 страницAleaciones de MagnesioHéctor MqzОценок пока нет
- PulvimetalurgiaДокумент26 страницPulvimetalurgiamutantrockОценок пока нет
- 5.sistemas de Colada Clase 5 PDFДокумент44 страницы5.sistemas de Colada Clase 5 PDFAlonsoОценок пока нет
- Aceros TRIPДокумент16 страницAceros TRIPAdam NepthusОценок пока нет
- Aceros AHSS (Final)Документ11 страницAceros AHSS (Final)Julian ArizaОценок пока нет
- Autotraguante (No-Bake)Документ15 страницAutotraguante (No-Bake)Wen Eligio100% (1)
- Aceros MartensíticosДокумент3 страницыAceros MartensíticosEduardo SNОценок пока нет
- TempleДокумент3 страницыTempleElvis Javier Huamani HuamaniОценок пока нет
- 10-Temple y RevenidoДокумент19 страниц10-Temple y RevenidoHéctor Miguel Méndez ZúñigaОценок пока нет
- FERROALEACIONESДокумент20 страницFERROALEACIONESMiguel Diabolo Duran0% (1)
- El Agrietamiento Inducido Por Hidrógeno o Agrietamiento en Frio Presente en SoldadurasДокумент16 страницEl Agrietamiento Inducido Por Hidrógeno o Agrietamiento en Frio Presente en SoldadurasCristian Camilo QuirogaОценок пока нет
- Defectos Laminación Power PointДокумент39 страницDefectos Laminación Power Pointlucia13ib100% (1)
- Defectos en Alambron PDFДокумент30 страницDefectos en Alambron PDFsantiago gonzalez0% (1)
- LAMINADOS 3b3nДокумент63 страницыLAMINADOS 3b3nluisОценок пока нет
- Tratamientos TermoquimicosДокумент14 страницTratamientos TermoquimicosBrenda Verónica RochaОценок пока нет
- Tema3 TeoriaDislocaciones MecanismosEndurecimiento PDFДокумент107 страницTema3 TeoriaDislocaciones MecanismosEndurecimiento PDFBryanHinojosaAnchayaОценок пока нет
- Fundicion GrisДокумент6 страницFundicion GrisEd ffОценок пока нет
- Mecanismos de EndurecimientoДокумент7 страницMecanismos de EndurecimientoMatías CórdovaОценок пока нет
- Examen de Soldadura de Aluminio y Sus AleacionesДокумент4 страницыExamen de Soldadura de Aluminio y Sus AleacionesDarwin Hidalgo Suni SuniОценок пока нет
- Avner (Resumen)Документ11 страницAvner (Resumen)Jean Pool Alarcon VilaОценок пока нет
- Capitulo 11Документ6 страницCapitulo 11VANEОценок пока нет
- Fragilizacion Del AceroДокумент54 страницыFragilizacion Del AceroMarcos Reyna Matienzo100% (1)
- Clasificacion de Los AcerosДокумент10 страницClasificacion de Los AcerosAlvaro GonzalezОценок пока нет
- Aceros - Soldabilidad - Carbono Equival.Документ90 страницAceros - Soldabilidad - Carbono Equival.EDú Nevado GarciaОценок пока нет
- Laminación No PlanaДокумент15 страницLaminación No PlanaCristian ZavaletaОценок пока нет
- 05 T.T Temple Diagrama TTTДокумент38 страниц05 T.T Temple Diagrama TTTJaime Alfonso Gonzalez Vivas100% (1)
- Diseño y Fabricación de Partes Fundidas de Fe GrisДокумент27 страницDiseño y Fabricación de Partes Fundidas de Fe GrisPedro RodriguezОценок пока нет
- Soldabilidad de Los Aceros Al CarbonДокумент36 страницSoldabilidad de Los Aceros Al CarbonangelОценок пока нет
- Procesos Fundicion 9 PDFДокумент12 страницProcesos Fundicion 9 PDFKitman Achahui MartinezОценок пока нет
- Defectos en Las Piezas FundidasДокумент2 страницыDefectos en Las Piezas FundidasKatherynne TiriaОценок пока нет
- Defectos en Superficies de FundiciónДокумент27 страницDefectos en Superficies de FundiciónLaura CalderonОценок пока нет
- Defectos en Pieza Fundidas Con AcotacionesДокумент12 страницDefectos en Pieza Fundidas Con AcotacionesDОценок пока нет
- ModelosДокумент10 страницModelosMarjory ArtiedaОценок пока нет
- Inf Practicas - Omar DominicДокумент46 страницInf Practicas - Omar DominicGRACIELA QUISPE HUAMANОценок пока нет
- Diapositivas de Avance de CorteДокумент22 страницыDiapositivas de Avance de CorteGRACIELA QUISPE HUAMANОценок пока нет
- La Música, Motivación para Mejorar El RendimientoДокумент2 страницыLa Música, Motivación para Mejorar El RendimientoGRACIELA QUISPE HUAMANОценок пока нет
- IGVДокумент9 страницIGVGRACIELA QUISPE HUAMANОценок пока нет
- Clase 02 - JunioДокумент13 страницClase 02 - JunioGRACIELA QUISPE HUAMANОценок пока нет
- Segundo Examen Parcial Teori 2020-I ResueltoДокумент2 страницыSegundo Examen Parcial Teori 2020-I ResueltoGRACIELA QUISPE HUAMANОценок пока нет
- SOLDADURA-RECUBRIMIENTO-DURO (Corregido)Документ56 страницSOLDADURA-RECUBRIMIENTO-DURO (Corregido)GRACIELA QUISPE HUAMANОценок пока нет
- Informe Final de Colada de EstañoДокумент21 страницаInforme Final de Colada de EstañoGRACIELA QUISPE HUAMANОценок пока нет
- 3er EXAMEN PRÁCTICO 2020-IДокумент1 страница3er EXAMEN PRÁCTICO 2020-IGRACIELA QUISPE HUAMANОценок пока нет
- Corrosión Informe 2Документ9 страницCorrosión Informe 2GRACIELA QUISPE HUAMANОценок пока нет
- Trabajo Ultimo de Teoria de SistemasДокумент10 страницTrabajo Ultimo de Teoria de SistemasGRACIELA QUISPE HUAMANОценок пока нет
- Resumen Del Libro KapacllanДокумент10 страницResumen Del Libro KapacllanGRACIELA QUISPE HUAMANОценок пока нет
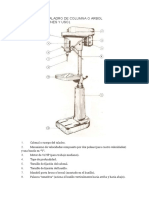
- Partes de Un Taladro de Columna o ArbolДокумент18 страницPartes de Un Taladro de Columna o ArbolGRACIELA QUISPE HUAMANОценок пока нет
- Practica 12-Tratamientos TermoquimicosДокумент13 страницPractica 12-Tratamientos TermoquimicosGRACIELA QUISPE HUAMANОценок пока нет
- SOLDADURA-RECUBRIMIENTO-DURO (Corregido)Документ56 страницSOLDADURA-RECUBRIMIENTO-DURO (Corregido)GRACIELA QUISPE HUAMANОценок пока нет
- Unidad IiiДокумент1 страницаUnidad IiiGRACIELA QUISPE HUAMANОценок пока нет
- DETERMINACIÒN QUÌMICA CUANTITATIVA DE ORO y PLATA ENSAYE AL FUEGOДокумент7 страницDETERMINACIÒN QUÌMICA CUANTITATIVA DE ORO y PLATA ENSAYE AL FUEGOGRACIELA QUISPE HUAMANОценок пока нет
- El Proceso de Rechazado Consiste en Tres EtapasДокумент1 страницаEl Proceso de Rechazado Consiste en Tres EtapasGRACIELA QUISPE HUAMANОценок пока нет
- Resumen Del Libro de Schay para MartesДокумент8 страницResumen Del Libro de Schay para MartesGRACIELA QUISPE HUAMANОценок пока нет
- 2do ANÁLISIS DE MINERALES POR ESPECTROFOTOMETRÍA DE ABSORCIÓN ATÓMICAДокумент5 страниц2do ANÁLISIS DE MINERALES POR ESPECTROFOTOMETRÍA DE ABSORCIÓN ATÓMICAGRACIELA QUISPE HUAMANОценок пока нет
- Examen de Analisis InstrumentalДокумент57 страницExamen de Analisis InstrumentalGRACIELA QUISPE HUAMANОценок пока нет
- Problemas de Extrusión y Trefilado FinalДокумент14 страницProblemas de Extrusión y Trefilado FinalGRACIELA QUISPE HUAMAN100% (1)
- Cianuracion FinalДокумент13 страницCianuracion FinalGRACIELA QUISPE HUAMANОценок пока нет
- Informe #6 NORMALIZADOДокумент6 страницInforme #6 NORMALIZADOGRACIELA QUISPE HUAMANОценок пока нет
- Tesis Doctoral 4Документ394 страницыTesis Doctoral 4Colorado Alarcon Carlos AlejandroОценок пока нет
- Car To GramaДокумент4 страницыCar To Gramapeolindo12Оценок пока нет
- Plan de Trabajo Personas FisicasДокумент36 страницPlan de Trabajo Personas FisicasRenata PastranaОценок пока нет
- EstadiДокумент3 страницыEstadiChesly SerraОценок пока нет
- Admin, 2 Los Puertos Del Inmigrante en México, 1884-1910Документ24 страницыAdmin, 2 Los Puertos Del Inmigrante en México, 1884-1910Hantech SystemsОценок пока нет
- 1 4911737029340955182 PDFДокумент265 страниц1 4911737029340955182 PDFYennifer AilynОценок пока нет
- Balanza de BioimpedanciaДокумент9 страницBalanza de BioimpedanciaDara VancsikОценок пока нет
- Examen 3p Mejoramiento - Revisión Del IntentoДокумент7 страницExamen 3p Mejoramiento - Revisión Del IntentoAdonny GeovannyОценок пока нет
- Dosier de Cierre Dossier - IndiceДокумент8 страницDosier de Cierre Dossier - Indiceeliza BAОценок пока нет
- La Cultivadora de Rosas - Charlotte LinkДокумент377 страницLa Cultivadora de Rosas - Charlotte LinkGloriaM.BoteroP.Оценок пока нет
- Material de Apoyo Udproco Lenguaje Noveno Tercer PeriodoДокумент24 страницыMaterial de Apoyo Udproco Lenguaje Noveno Tercer Periodo9 ISABELLA NIETO CASALLASОценок пока нет
- Eia CaficulturaДокумент74 страницыEia Caficulturaandrea condeОценок пока нет
- CurpДокумент1 страницаCurpLeslie danae Rosales hernandezОценок пока нет
- Tabla de ContenidoДокумент31 страницаTabla de ContenidoNathaly Fernanda Garzon AgudeloОценок пока нет
- Saber y Verdad en Jacques LacanДокумент8 страницSaber y Verdad en Jacques Lacanigodoors100% (2)
- Manufactura Flexible UNIDAD 2.1Документ67 страницManufactura Flexible UNIDAD 2.1Andrea VivarОценок пока нет
- Ficha Tecnica Cave TecnobondДокумент2 страницыFicha Tecnica Cave Tecnobondcarmen0% (1)
- Seminario El Lenguaje de La Vida Parte 1Документ57 страницSeminario El Lenguaje de La Vida Parte 1YULIET ANDREA PINZON CENTENOОценок пока нет
- CLASE 13 Relación Medico Paciente - Familia - Conducta de Salud y EnfermedadДокумент40 страницCLASE 13 Relación Medico Paciente - Familia - Conducta de Salud y EnfermedadNayely GVОценок пока нет
- 0958 CenterlignДокумент4 страницы0958 CenterlignErick MelendezОценок пока нет
- 2023 Andalucia Respuestas - Gas - B - 2023 - IiДокумент15 страниц2023 Andalucia Respuestas - Gas - B - 2023 - IiskilachОценок пока нет
- Poda Del AguacateДокумент37 страницPoda Del Aguacatewalfer yocОценок пока нет
- Aplicaciones de La LuzДокумент2 страницыAplicaciones de La LuzDenisse CedeñoОценок пока нет
- Trabajo Semana 1 Tecn. Proyectivas OkДокумент3 страницыTrabajo Semana 1 Tecn. Proyectivas OkMarleny Ketty Esteban MatamorosОценок пока нет
- AM DSB FCДокумент22 страницыAM DSB FCOrlando Bustamante FernandezОценок пока нет
- Proyecto Lozano Martinez 27-01-2023Документ39 страницProyecto Lozano Martinez 27-01-2023ChebaОценок пока нет
- Fundamentos de Los Centros de DatosДокумент77 страницFundamentos de Los Centros de DatosAnibal Hernan Castañeda SarmnientoОценок пока нет
- Psicología de La Salud Como Campo EmergenteДокумент29 страницPsicología de La Salud Como Campo EmergenteKathy Cuevas MéndezОценок пока нет
- Fallas 4 JunioДокумент21 страницаFallas 4 JunioEliannyОценок пока нет
- Actividad Uam 3Документ9 страницActividad Uam 3Maria MoralОценок пока нет
- Mediciones y métodos de uso común en el laboratorio de QuímicaОт EverandMediciones y métodos de uso común en el laboratorio de QuímicaРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Lo humano y lo divino. Metalurgía y cosmogonía en la América antiguaОт EverandLo humano y lo divino. Metalurgía y cosmogonía en la América antiguaРейтинг: 5 из 5 звезд5/5 (1)
- Química orgánica: ejercicios de aplicaciónОт EverandQuímica orgánica: ejercicios de aplicaciónРейтинг: 5 из 5 звезд5/5 (3)
- Técnicas y medidas básicas en el laboratorio de químicaОт EverandTécnicas y medidas básicas en el laboratorio de químicaРейтинг: 4.5 из 5 звезд4.5/5 (6)
- Minerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.От EverandMinerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.Рейтинг: 3 из 5 звезд3/5 (2)
- UF0565 - Eficiencia energética en las instalaciones de calefacción y ACS en los edificiosОт EverandUF0565 - Eficiencia energética en las instalaciones de calefacción y ACS en los edificiosОценок пока нет
- Principios básicos de bioquímica de los alimentosОт EverandPrincipios básicos de bioquímica de los alimentosРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Principios y aplicaciones de la energía fotovoltaica y de las bateríasОт EverandPrincipios y aplicaciones de la energía fotovoltaica y de las bateríasРейтинг: 4 из 5 звезд4/5 (1)
- Química para geología: Aplicación en laboratorio y campoОт EverandQuímica para geología: Aplicación en laboratorio y campoРейтинг: 4.5 из 5 звезд4.5/5 (10)
- UF1026 - Caracterización de procesos e instalaciones frigoríficasОт EverandUF1026 - Caracterización de procesos e instalaciones frigoríficasРейтинг: 4 из 5 звезд4/5 (1)
- Notas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesОт EverandNotas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesОценок пока нет
- Análisis inorgánico cualitativo sistemáticoОт EverandAnálisis inorgánico cualitativo sistemáticoРейтинг: 4.5 из 5 звезд4.5/5 (2)
- UF1213 - Técnicas de mecanizado y metrologíaОт EverandUF1213 - Técnicas de mecanizado y metrologíaРейтинг: 4 из 5 звезд4/5 (5)