Вам также может понравиться
- Emerging Technologies and Applications for a Smart and Sustainable WorldОт EverandEmerging Technologies and Applications for a Smart and Sustainable WorldОценок пока нет
- Peptan - All About Collagen Booklet-1Документ10 страницPeptan - All About Collagen Booklet-1Danu AhmadОценок пока нет
- The Role of Historical Cultural Memory in Uzbek Documentary CinemaДокумент5 страницThe Role of Historical Cultural Memory in Uzbek Documentary CinemaResearch ParkОценок пока нет
- ISO DIS 10009 (En) - Quality Management - Guidance For Quality Tools and Their ApplicationДокумент55 страницISO DIS 10009 (En) - Quality Management - Guidance For Quality Tools and Their ApplicationGerardo Cuellar100% (2)
- Ultrasonic Thickness Flaw DetectionДокумент5 страницUltrasonic Thickness Flaw DetectionNARESH KUMARОценок пока нет
- Medtronic s8 Stealth StationДокумент5 страницMedtronic s8 Stealth StationWeiyee LiuОценок пока нет
- En 300 220-2 V3.1.0 PDFДокумент32 страницыEn 300 220-2 V3.1.0 PDFSosialОценок пока нет
- Polymers & Functional Materials: Search HereДокумент4 страницыPolymers & Functional Materials: Search HereR DuppallyОценок пока нет
- Etsi en 302 217-1Документ73 страницыEtsi en 302 217-1Petros TsenesОценок пока нет
- Irjet V7i7314Документ5 страницIrjet V7i7314SANGAVI SОценок пока нет
- En 30206504v010101pДокумент48 страницEn 30206504v010101pDmitry BlokhinОценок пока нет
- En 302752Документ26 страницEn 302752airul6Оценок пока нет
- En 303276Документ31 страницаEn 303276airul6Оценок пока нет
- Paper 26Документ5 страницPaper 26vivekgorasiya32Оценок пока нет
- En 302961-2Документ14 страницEn 302961-2airul6Оценок пока нет
- SnomedDecisionSupport Current-En-US INT 20210311Документ133 страницыSnomedDecisionSupport Current-En-US INT 20210311Dee KОценок пока нет
- En 303396v010100aДокумент63 страницыEn 303396v010100apaney93346Оценок пока нет
- Auto Honking Control System For VehiclesДокумент6 страницAuto Honking Control System For VehiclesShivam singhОценок пока нет
- Smart Solar Grass Cutter With Lawn CoverageДокумент9 страницSmart Solar Grass Cutter With Lawn CoveragedsiscnОценок пока нет
- En 302248Документ23 страницыEn 302248airul6Оценок пока нет
- ETSI EN 300 392-1: Terrestrial Trunked Radio (TETRA) Voice Plus Data (V+D) Part 1: General Network DesignДокумент182 страницыETSI EN 300 392-1: Terrestrial Trunked Radio (TETRA) Voice Plus Data (V+D) Part 1: General Network Designjanpaul2481Оценок пока нет
- Etsi Eg - 202518v010101pДокумент23 страницыEtsi Eg - 202518v010101pbelgranostoreОценок пока нет
- Ready To Travel ApplicationsДокумент4 страницыReady To Travel ApplicationsIJARTETОценок пока нет
- ETSI EN 319 142-1: Final Draft V1.1.0Документ23 страницыETSI EN 319 142-1: Final Draft V1.1.0Pape Mignane FayeОценок пока нет
- 350 Detection Iee PDFДокумент5 страниц350 Detection Iee PDFDeepak DasОценок пока нет
- Ts 102692v010201pДокумент51 страницаTs 102692v010201pDmitry BlokhinОценок пока нет
- ETSI EN 302 208: Harmonised European StandardДокумент69 страницETSI EN 302 208: Harmonised European StandardSafiaMohamedОценок пока нет
- En 30206503v020101pДокумент40 страницEn 30206503v020101pDmitry BlokhinОценок пока нет
- MB Sir ProjectДокумент21 страницаMB Sir ProjectakshayОценок пока нет
- StarterGuide Current-en-US INT 20230421Документ57 страницStarterGuide Current-en-US INT 20230421eqonox01Оценок пока нет
- Obstacle Detection in Self-Controlled CarsДокумент11 страницObstacle Detection in Self-Controlled CarsIJRASETPublicationsОценок пока нет
- Ts 101570-6Документ18 страницTs 101570-6airul6Оценок пока нет
- En 300 440-1 V1.6.1Документ67 страницEn 300 440-1 V1.6.1SosialОценок пока нет
- Etsi Ts102563 Dab (Dab+) CodecДокумент28 страницEtsi Ts102563 Dab (Dab+) Codecban.zhangОценок пока нет
- Etsi DMR ProtocoloДокумент177 страницEtsi DMR ProtocoloIvan Flores MelchorОценок пока нет
- 302 890-2 (Capa Facilities, Parte 2 - Position and Time Management (PoTi) )Документ42 страницы302 890-2 (Capa Facilities, Parte 2 - Position and Time Management (PoTi) )MrPirado 480pОценок пока нет
- En 300 220-1 V2.4.1Документ73 страницыEn 300 220-1 V2.4.1SosialОценок пока нет
- ETSI EN 302 217-2: Draft V3.0.8Документ149 страницETSI EN 302 217-2: Draft V3.0.8gencinozaОценок пока нет
- RFID TR 187020v010101pДокумент93 страницыRFID TR 187020v010101pfabioОценок пока нет
- Etsi Gs Mec 003: Multi-Access Edge Computing (MEC) Framework and Reference ArchitectureДокумент21 страницаEtsi Gs Mec 003: Multi-Access Edge Computing (MEC) Framework and Reference ArchitectureJosé AlvarezОценок пока нет
- Part 1 DMR Air Interface (AI) ProtocolДокумент181 страницаPart 1 DMR Air Interface (AI) ProtocolMilena VillanuevaОценок пока нет
- Etsi en 300 113Документ96 страницEtsi en 300 113Robert LegaultОценок пока нет
- EN 55032 v1.1.1 (EMC)Документ12 страницEN 55032 v1.1.1 (EMC)Shubham ShuklaОценок пока нет
- En 303135Документ37 страницEn 303135airul6Оценок пока нет
- ETSI EN 301 839: Harmonised European StandardДокумент52 страницыETSI EN 301 839: Harmonised European StandardAybüke ÇalıkoğluОценок пока нет
- Etsi Gs Isi 007Документ46 страницEtsi Gs Isi 007Agrebi noorОценок пока нет
- Surface Measurement - Selecting The Correct Filter - Mahr MetrologyДокумент3 страницыSurface Measurement - Selecting The Correct Filter - Mahr MetrologyVikas DhandaОценок пока нет
- En 300 330-2 V1.6.1Документ15 страницEn 300 330-2 V1.6.1SosialОценок пока нет
- Iso 14230 2 2016Документ15 страницIso 14230 2 2016YOUNBEOM JHOОценок пока нет
- Analysis and Design of Telecommunication Tower Using Different Truss System by ETab SoftwareДокумент12 страницAnalysis and Design of Telecommunication Tower Using Different Truss System by ETab SoftwareEditor IJTSRDОценок пока нет
- Smartm2M Study For Onem2M Discovery and Query Solutions Analysis & SelectionДокумент89 страницSmartm2M Study For Onem2M Discovery and Query Solutions Analysis & SelectionpB lassОценок пока нет
- Published Paper 1Документ4 страницыPublished Paper 1B-15 Keyur BhanushaliОценок пока нет
- Qci 3GPPДокумент25 страницQci 3GPPketombemuОценок пока нет
- 4 SNOMED CT Overview - Data Analytics With SNOMED CT - SNOMED Confluence PDFДокумент1 страница4 SNOMED CT Overview - Data Analytics With SNOMED CT - SNOMED Confluence PDFSpit FireОценок пока нет
- EN 301 908-2 v13.1.1 (CDMA)Документ62 страницыEN 301 908-2 v13.1.1 (CDMA)Shubham ShuklaОценок пока нет
- ETSI TR 102 376-1: Technical ReportДокумент118 страницETSI TR 102 376-1: Technical ReportThomasОценок пока нет
- En 30219401v010102p PDFДокумент57 страницEn 30219401v010102p PDFEnder BolatОценок пока нет
- Iso-Dis-10009-2023 enДокумент15 страницIso-Dis-10009-2023 enSandro GarcíaОценок пока нет
- ETSI EN 302 637-3: Final Draft V1.2.1Документ73 страницыETSI EN 302 637-3: Final Draft V1.2.1Christoph SchmittnerОценок пока нет
- ETSI ES 202 706-1: Final Draft V1.5.0Документ49 страницETSI ES 202 706-1: Final Draft V1.5.0Jose GallardoОценок пока нет
- Etc en 300-674-2-2Документ57 страницEtc en 300-674-2-2中咨Оценок пока нет
- Video Data Analytics for Smart City Applications: Methods and TrendsОт EverandVideo Data Analytics for Smart City Applications: Methods and TrendsОценок пока нет
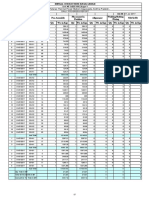
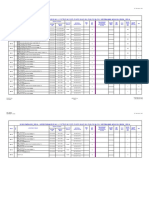
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsДокумент22 страницыSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadОценок пока нет
- Joint Site Audit Schedule 2017-18Документ7 страницJoint Site Audit Schedule 2017-18Alanka PrasadОценок пока нет
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsДокумент40 страницSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadОценок пока нет
- 1X800MW, Sri Damodaram Sanjeevaiah Thermal Power Station Krishnapatnam, Near Nellore, Andhrapradesh Daily Progress Report - Unit-IIIДокумент5 страниц1X800MW, Sri Damodaram Sanjeevaiah Thermal Power Station Krishnapatnam, Near Nellore, Andhrapradesh Daily Progress Report - Unit-IIIAlanka PrasadОценок пока нет
- 28 08 2017Документ60 страниц28 08 2017Alanka PrasadОценок пока нет
- INDWELL CONSTRUCTION DAILY REPORTДокумент18 страницINDWELL CONSTRUCTION DAILY REPORTAlanka PrasadОценок пока нет
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsДокумент40 страницSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadОценок пока нет
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsДокумент62 страницыSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadОценок пока нет
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsДокумент18 страницSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadОценок пока нет
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsДокумент56 страницSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadОценок пока нет
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsДокумент28 страницSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadОценок пока нет
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsДокумент22 страницыSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadОценок пока нет
- INDWELL CONSTRUCTION DAILY REPORTДокумент14 страницINDWELL CONSTRUCTION DAILY REPORTAlanka PrasadОценок пока нет
- DPR of July-17Документ17 страницDPR of July-17Alanka PrasadОценок пока нет
- IndWell construction daily progress reportДокумент4 страницыIndWell construction daily progress reportAlanka PrasadОценок пока нет
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsДокумент3 страницыSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadОценок пока нет
- FWDS 0235 AДокумент2 страницыFWDS 0235 AAlanka PrasadОценок пока нет
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsДокумент12 страницSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs Qty Wt. in KgsAlanka PrasadОценок пока нет
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs QtyДокумент9 страницSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs QtyAlanka PrasadОценок пока нет
- INDWELL Construction ReportДокумент17 страницINDWELL Construction ReportAlanka PrasadОценок пока нет
- DPR of July-17Документ17 страницDPR of July-17Alanka PrasadОценок пока нет
- FWDS 0236 AДокумент2 страницыFWDS 0236 AAlanka PrasadОценок пока нет
- FWDS 0236 AДокумент2 страницыFWDS 0236 AAlanka PrasadОценок пока нет
- SRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs QtyДокумент3 страницыSRL Date On Pgmano Duno Pre-Assembly PLCMNT in Position Alignment Weld/Bolt/Fix NDT/SR/HT Qty Wt. in Kgs Qty Wt. in Kgs. Qty Wt. in Kgs Qty Wt. in Kgs QtyAlanka PrasadОценок пока нет
- DPR of Sep-17Документ23 страницыDPR of Sep-17Alanka PrasadОценок пока нет
- EWS - Soot Blower - KothagudamДокумент9 страницEWS - Soot Blower - KothagudamAlanka PrasadОценок пока нет
- DPR of Sep-17Документ75 страницDPR of Sep-17Alanka PrasadОценок пока нет
- 00109-Fwds-0237 - Rev A - Furnace Start Up System F-32, F-33, F-34, F-49, F-50, F-51 & SEE DRAWING NO 00109-1E0237 - REV AДокумент2 страницы00109-Fwds-0237 - Rev A - Furnace Start Up System F-32, F-33, F-34, F-49, F-50, F-51 & SEE DRAWING NO 00109-1E0237 - REV AAlanka PrasadОценок пока нет
- FWDS 0239 AДокумент1 страницаFWDS 0239 AAlanka PrasadОценок пока нет
- FWDS 0238 AДокумент4 страницыFWDS 0238 AAlanka PrasadОценок пока нет
- Assignment No. 8 (Culture 1) : Discuss The Significance of Montessori Cultural Exercises.? Hfodhfsfnsfsfsajk AnsДокумент10 страницAssignment No. 8 (Culture 1) : Discuss The Significance of Montessori Cultural Exercises.? Hfodhfsfnsfsfsajk Anseman zahraОценок пока нет
- Learn R For Applied StatisticsДокумент457 страницLearn R For Applied StatisticsyasortyОценок пока нет
- Iso 696 1975Документ8 страницIso 696 1975Ganciarov MihaelaОценок пока нет
- PublicReviewDraft2742 (1) (002)Документ75 страницPublicReviewDraft2742 (1) (002)dhruv.encontrolsОценок пока нет
- Rigor Mortis and Lividity in Estimating Time of DeathДокумент2 страницыRigor Mortis and Lividity in Estimating Time of DeathfunnyrokstarОценок пока нет
- NotesTransl 108 (1985) Larsen, Who Is This GenerationДокумент20 страницNotesTransl 108 (1985) Larsen, Who Is This GenerationluzuОценок пока нет
- Beuys Begleitheft en ScreenДокумент18 страницBeuys Begleitheft en Screensofijawt0% (1)
- Datasheet AD549Документ14 страницDatasheet AD549Trần Hồng VănОценок пока нет
- Implementing a JITD system to reduce bullwhip effect and inventory costsДокумент7 страницImplementing a JITD system to reduce bullwhip effect and inventory costsRaman GuptaОценок пока нет
- French Ox Cheek Stew with MushroomsДокумент2 страницыFrench Ox Cheek Stew with MushroomsMihai LeancăОценок пока нет
- 1-2-Chemical Indicator of GeopolymerДокумент4 страницы1-2-Chemical Indicator of GeopolymerYazmin Alejandra Holguin CardonaОценок пока нет
- CVR College of Engineering: UGC Autonomous InstitutionДокумент2 страницыCVR College of Engineering: UGC Autonomous Institutionshankar1577Оценок пока нет
- Eca Important QuestionsДокумент3 страницыEca Important QuestionsSri KrishnaОценок пока нет
- Oposa vs. Factoran 224 Scra 792Документ28 страницOposa vs. Factoran 224 Scra 792albemartОценок пока нет
- 2000 T.R. Higgins Award Paper - A Practical Look at Frame Analysis, Stability and Leaning ColumnsДокумент15 страниц2000 T.R. Higgins Award Paper - A Practical Look at Frame Analysis, Stability and Leaning ColumnsSamuel PintoОценок пока нет
- Augustine and The Devil Two BodiesДокумент12 страницAugustine and The Devil Two BodiesAlbert LanceОценок пока нет
- Bioav 3Документ264 страницыBioav 3Sabiruddin Mirza DipuОценок пока нет
- ICO Basic SyllabusДокумент11 страницICO Basic SyllabusRaúl Plasencia Salini100% (1)
- VIACRYL VSC 6250w/65MP: Technical DatasheetДокумент2 страницыVIACRYL VSC 6250w/65MP: Technical DatasheetPratik MehtaОценок пока нет
- ATM ReportДокумент16 страницATM Reportsoftware8832100% (1)
- UNDERSTANDING CULTURE SOCIETY & POLITICS12 - LAS - Week7Документ6 страницUNDERSTANDING CULTURE SOCIETY & POLITICS12 - LAS - Week7Bergonsolutions AingelОценок пока нет
- Ivf Market in IndiaДокумент15 страницIvf Market in IndiaSunil Tak100% (1)
- BCMEДокумент9 страницBCMEVenkateshwaran VenkyОценок пока нет
- E TN SWD Csa A23 3 94 001 PDFДокумент9 страницE TN SWD Csa A23 3 94 001 PDFRazvan RobertОценок пока нет
- No-Till For Micro Farms: The Deep-Mulch Method (Lean Micro Farm)Документ20 страницNo-Till For Micro Farms: The Deep-Mulch Method (Lean Micro Farm)Chelsea Green PublishingОценок пока нет
- Format For Handout - Comparative Models of EducationДокумент5 страницFormat For Handout - Comparative Models of EducationAdrian AsiОценок пока нет
- Scope of Incubator CentersДокумент3 страницыScope of Incubator Centersanon_542600428Оценок пока нет
- Restaurant Social Media GuideДокумент30 страницRestaurant Social Media GuideHoàng gia NghiêmОценок пока нет