Вам также может понравиться
- Dish Tele Model For FTTTH Deployment: 32 FatsДокумент1 страницаDish Tele Model For FTTTH Deployment: 32 Fatsjamal AlawsuОценок пока нет
- 23881-CP-02-PD Rev 0 (Power Distribution Scheme) PDFДокумент5 страниц23881-CP-02-PD Rev 0 (Power Distribution Scheme) PDFjamal AlawsuОценок пока нет
- Uv - Fan UV-C Air PurifierДокумент2 страницыUv - Fan UV-C Air Purifierjamal AlawsuОценок пока нет
- Chauvin ArnouxДокумент256 страницChauvin Arnouxjamal AlawsuОценок пока нет
- 00251940DJEM50714 - EXDE00 - 04 - B-Erection List EFU (CP Items) - FO (APPROVED-GE)Документ4 страницы00251940DJEM50714 - EXDE00 - 04 - B-Erection List EFU (CP Items) - FO (APPROVED-GE)jamal AlawsuОценок пока нет
- Optical Fiber Cable for Duct and Direct Buried LayingДокумент2 страницыOptical Fiber Cable for Duct and Direct Buried Layingjamal AlawsuОценок пока нет
- FTTHДокумент8 страницFTTHAnderson OlivierОценок пока нет
- Omnitron CatalogДокумент180 страницOmnitron Catalogjamal AlawsuОценок пока нет
- Dec2020 - Calix Presentation - IraqДокумент36 страницDec2020 - Calix Presentation - Iraqjamal Alawsu100% (1)
- 02 NgponДокумент16 страниц02 Ngponsomenathbasak100% (1)
- 18ch Dual Fiber 1270-1610nm CWDM Mux Demux + Monitor PortДокумент8 страниц18ch Dual Fiber 1270-1610nm CWDM Mux Demux + Monitor Portjamal AlawsuОценок пока нет
- 1515 Rev 1 الشعلة PDFДокумент1 страница1515 Rev 1 الشعلة PDFjamal AlawsuОценок пока нет
- 803Gv2 GigaPoint Product DatasheetДокумент4 страницы803Gv2 GigaPoint Product Datasheetjamal AlawsuОценок пока нет
- Cathodic Protection ProjectДокумент6 страницCathodic Protection Projectjamal AlawsuОценок пока нет
- CP Installation ManualДокумент14 страницCP Installation Manualjamal Alawsu100% (1)
- 23881-CP-02-PD Rev 0 (Power Distribution Scheme) PDFДокумент5 страниц23881-CP-02-PD Rev 0 (Power Distribution Scheme) PDFjamal AlawsuОценок пока нет
- 1417 ألمقبرة ألملكيةДокумент1 страница1417 ألمقبرة ألملكيةjamal AlawsuОценок пока нет
- 1381 باب ألشيخ عبد القادر PDFДокумент1 страница1381 باب ألشيخ عبد القادر PDFjamal AlawsuОценок пока нет
- 1170 حي تونسДокумент1 страница1170 حي تونسjamal AlawsuОценок пока нет
- 1092 فندق النجوم المسرح الوظنيДокумент1 страница1092 فندق النجوم المسرح الوظنيjamal AlawsuОценок пока нет
- SF Gas Insulated Ring Main Unit RMUДокумент24 страницыSF Gas Insulated Ring Main Unit RMUr_mukuyuОценок пока нет
- 1156 Rev 2 بارك ألسعدون PDFДокумент1 страница1156 Rev 2 بارك ألسعدون PDFjamal AlawsuОценок пока нет
- 2000 كرادة مريم PDFДокумент1 страница2000 كرادة مريم PDFjamal AlawsuОценок пока нет
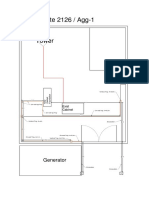
- Site 2126 Agg-1 tower vertical tray foundation upgradesДокумент1 страницаSite 2126 Agg-1 tower vertical tray foundation upgradesjamal AlawsuОценок пока нет
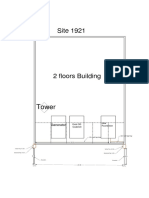
- Site 1921: TowerДокумент1 страницаSite 1921: Towerjamal AlawsuОценок пока нет
- ccr2004 Brochure PDFДокумент3 страницыccr2004 Brochure PDFjamal AlawsuОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Lecture 3 SlidesДокумент34 страницыLecture 3 SlidesVenu AgarwalОценок пока нет
- ECS-The Electrochemical SocietyДокумент1 страницаECS-The Electrochemical Societyariel terrazasОценок пока нет
- Electrochemistry PresentationДокумент36 страницElectrochemistry PresentationMuhammad HaziqОценок пока нет
- Electrogravimetry & CoulometryДокумент17 страницElectrogravimetry & Coulometrymonica chrisdayanti100% (1)
- Tube Replacement PhilipsДокумент13 страницTube Replacement PhilipstsirvoulisОценок пока нет
- Free Energies of Proton-Coupled Electron Transfer Reagents and Their ApplicationsДокумент49 страницFree Energies of Proton-Coupled Electron Transfer Reagents and Their ApplicationsZongxin JinОценок пока нет
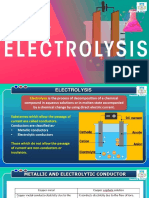
- Electrochemistry Explained: Ions, Conductors & ElectrolysisДокумент24 страницыElectrochemistry Explained: Ions, Conductors & Electrolysisdata teamОценок пока нет
- Electroplating Processes and ApplicationsДокумент13 страницElectroplating Processes and ApplicationsEureka MaterialОценок пока нет
- ECM Process ExplainedДокумент15 страницECM Process Explainedpratik thakareОценок пока нет
- 01-Principles of Blood Gas Measurement (D Nolte)Документ12 страниц01-Principles of Blood Gas Measurement (D Nolte)Sunila AkramОценок пока нет
- Zinc-Plating Copper and The Formation of Brass - 'Turning Copper Into Silver' and Gold''Документ3 страницыZinc-Plating Copper and The Formation of Brass - 'Turning Copper Into Silver' and Gold''Phan TrangОценок пока нет
- Hot Corrosion Behavior of GTM SU 718Документ16 страницHot Corrosion Behavior of GTM SU 718Raghav AcharyaОценок пока нет
- Electrochemical CarbonДокумент22 страницыElectrochemical CarbonRod De GuzmanОценок пока нет
- Corrosion SulphateДокумент9 страницCorrosion SulphateMoonLightОценок пока нет
- Document 32Документ17 страницDocument 32rik.sengupta.08Оценок пока нет
- Astm G82Документ7 страницAstm G8219MME-S1-323 Usman Ul Hassan PirzadaОценок пока нет
- UBM1502 Medical Instrumentation - BioPotential ElectrodesДокумент24 страницыUBM1502 Medical Instrumentation - BioPotential ElectrodesPrasidha PrabhuОценок пока нет
- Thermodynamics of CorrosionДокумент23 страницыThermodynamics of CorrosionedwinОценок пока нет
- Interpretation of Cyclic Potentiodynamic Polarization Test ResultsДокумент15 страницInterpretation of Cyclic Potentiodynamic Polarization Test ResultsPedroSoucasauxОценок пока нет
- CHEM 103 TutorialДокумент17 страницCHEM 103 TutorialUjjWal MahAjan0% (1)
- Galvanic Cells, The Nernst EquationДокумент2 страницыGalvanic Cells, The Nernst Equationanon_86967897Оценок пока нет
- AP Chapter 17 - ElectrochemistryДокумент3 страницыAP Chapter 17 - Electrochemistrytcarr1224Оценок пока нет
- Electrolytic Conductors and Electrolysis ReactionsДокумент31 страницаElectrolytic Conductors and Electrolysis ReactionsSanchita Sarkar100% (1)
- DS Sensor For M300 Thornton Jul2012Документ16 страницDS Sensor For M300 Thornton Jul2012Edwin Azmiramdhan SulaimanОценок пока нет
- Chemistry PGДокумент33 страницыChemistry PGhrishikeshanandОценок пока нет
- Manganese Metallurgy Review. Part II: Manganese Separation and Recovery From SolutionДокумент11 страницManganese Metallurgy Review. Part II: Manganese Separation and Recovery From SolutionKheyla ValdiviaОценок пока нет
- 222r - 96-Corrosion of Metals in Concrete PDFДокумент30 страниц222r - 96-Corrosion of Metals in Concrete PDFjuan carlos alvarez gomez100% (1)
- Chemistry Paper 3 PDFДокумент81 страницаChemistry Paper 3 PDFVentusОценок пока нет
- Lecture8-Environmental Degradation and Material SelectionДокумент29 страницLecture8-Environmental Degradation and Material SelectionRUGERO KeslyneОценок пока нет
- Study Material Chemistry 2022-23Документ166 страницStudy Material Chemistry 2022-23Akash Kumar UpadhyayОценок пока нет