Вам также может понравиться
- Southern Marine Engineering Desk Reference: Second Edition Volume IОт EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IОценок пока нет
- ASME VIII CalculationДокумент14 страницASME VIII CalculationWan Wei100% (1)
- Understanding process equipment optimizationДокумент5 страницUnderstanding process equipment optimizationrahulОценок пока нет
- Spiral Granny Square PatternДокумент1 страницаSpiral Granny Square PatternghionulОценок пока нет
- Torque Method For AFC Plug TypeДокумент7 страницTorque Method For AFC Plug TypePranpath NarupantawartОценок пока нет
- Lecture12b - Basic Gaslift Sec 5 - Mandrel Spacing DesignДокумент14 страницLecture12b - Basic Gaslift Sec 5 - Mandrel Spacing Designreborn2100% (1)
- Manual de Servicio Aire Inverter Parker PDFДокумент42 страницыManual de Servicio Aire Inverter Parker PDFrafaelОценок пока нет
- 4b - IPO GL DesignДокумент53 страницы4b - IPO GL Designmrjohnston37Оценок пока нет
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGОт EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGОценок пока нет
- 17 TonsДокумент8 страниц17 Tonsabuzahrau100% (3)
- Asme-Viii Re-Pad Calc's and MoreДокумент15 страницAsme-Viii Re-Pad Calc's and MoreDavid LambertОценок пока нет
- PPP Pdms NamingДокумент95 страницPPP Pdms NamingErden BaldžiОценок пока нет
- 14-A Fluid Flow GeneralДокумент26 страниц14-A Fluid Flow GeneralSuara84Оценок пока нет
- Table of Contents and Executive SummaryДокумент38 страницTable of Contents and Executive SummarySourav Ojha0% (1)
- Pulsation Dampener 자료Документ10 страницPulsation Dampener 자료이가람Оценок пока нет
- Flange Leakage v1.0Документ5 страницFlange Leakage v1.0SENTHILОценок пока нет
- Alfa Laval PHE Instr. ManualДокумент24 страницыAlfa Laval PHE Instr. ManualWALTER DELGADOОценок пока нет
- 4th Summative Test Science 6Документ5 страниц4th Summative Test Science 6ANNALIZA FIECASОценок пока нет
- Dwarf Boas of The Caribbean PDFДокумент5 страницDwarf Boas of The Caribbean PDFJohn GamesbyОценок пока нет
- A Method For Prediction of Gas/Gas Ejector PerformanceДокумент6 страницA Method For Prediction of Gas/Gas Ejector PerformancedhavaleshОценок пока нет
- RET Bellmouth SeptДокумент4 страницыRET Bellmouth SeptPravin RajanОценок пока нет
- Production-Systems Analysis For Fractured Wells: James HuntДокумент7 страницProduction-Systems Analysis For Fractured Wells: James Huntmanuel cabarcasОценок пока нет
- Accumulator Design CatalogueДокумент8 страницAccumulator Design CatalogueSenthilKumarShanmughamОценок пока нет
- Lecture on External Pressure DesignДокумент29 страницLecture on External Pressure DesignAriHara SudhanОценок пока нет
- R4V and R6VДокумент13 страницR4V and R6VElias80Оценок пока нет
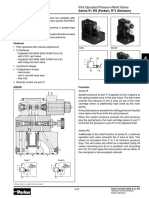
- Series R / RS (Parker), R V (Denison) Characteristics: FeaturesДокумент12 страницSeries R / RS (Parker), R V (Denison) Characteristics: FeaturesDani Hari PrasetiyoОценок пока нет
- Valve Force BalanceДокумент6 страницValve Force BalanceRishiОценок пока нет
- Analysis of Stiction Effect On The Dynamics of Compressor Suction ValveДокумент13 страницAnalysis of Stiction Effect On The Dynamics of Compressor Suction ValvehrsotherОценок пока нет
- Aircraft Propulsion - NozzlesДокумент28 страницAircraft Propulsion - NozzlesSaurabh TripathiОценок пока нет
- Gas Pressure and Rate Effect On IPO Valves: Section 5 Pressure Setting DesignДокумент24 страницыGas Pressure and Rate Effect On IPO Valves: Section 5 Pressure Setting DesignRishiОценок пока нет
- Tubing Performance VLPДокумент4 страницыTubing Performance VLPDhiaa LaMiОценок пока нет
- Dyn ModelingДокумент10 страницDyn ModelingSagar KumarОценок пока нет
- Engineering Bernoulli Equation PDFДокумент19 страницEngineering Bernoulli Equation PDFkhairul hisyamОценок пока нет
- Test Manifold Package No:: Client Saudi Aramco Oil CoДокумент7 страницTest Manifold Package No:: Client Saudi Aramco Oil CosarangpuneОценок пока нет
- Anderson GreenwodДокумент6 страницAnderson Greenwoding.henrypcruzОценок пока нет
- (Files - Indowebster.com) - Pudjo Sukarno - Inflow Performance Relationships For Perforated Wells Producing From Solution Gas Drive ReservoirДокумент6 страниц(Files - Indowebster.com) - Pudjo Sukarno - Inflow Performance Relationships For Perforated Wells Producing From Solution Gas Drive ReservoirAlvin Irfani Azhar100% (1)
- This Is Neither A Simple Nor A Straightforward Computation ProcessДокумент4 страницыThis Is Neither A Simple Nor A Straightforward Computation ProcessNemanjaGlisicОценок пока нет
- Rupture Disc SizingДокумент9 страницRupture Disc SizingShruti JoshiОценок пока нет
- NewGenerationRadialPistonPumps TechpaperДокумент12 страницNewGenerationRadialPistonPumps TechpaperEbrahim AhmariОценок пока нет
- Pump Device Structure and FunctionДокумент9 страницPump Device Structure and FunctionJose SanchezОценок пока нет
- Gas Lift DesignДокумент21 страницаGas Lift DesignmhhashemiОценок пока нет
- Johnson1974 PDFДокумент18 страницJohnson1974 PDFSãröj ShâhОценок пока нет
- SPE Reelwell Drilling MethodДокумент9 страницSPE Reelwell Drilling Methodraj kumarОценок пока нет
- ESPCP - Ken Saveth - OilProductionДокумент14 страницESPCP - Ken Saveth - OilProductionJude RodriguesОценок пока нет
- Testpoint.: The Compact, Quick Fastening Measurement CouplingДокумент10 страницTestpoint.: The Compact, Quick Fastening Measurement CouplingSamad A BakarОценок пока нет
- Wetted Wall ColumnДокумент15 страницWetted Wall ColumnDEEPAK KUMARОценок пока нет
- How To Use The Perf Curves To Evaluate Behavior of Cent CompДокумент8 страницHow To Use The Perf Curves To Evaluate Behavior of Cent CompBalaji VaithyanathanОценок пока нет
- Notes 6Документ4 страницыNotes 6Ruben ChirinosОценок пока нет
- Vane PumpДокумент8 страницVane Pumpramchandra rao deshpande100% (1)
- Low Pressure Sootblowing Technology - The State of DevelopmentДокумент18 страницLow Pressure Sootblowing Technology - The State of DevelopmentavgpaulОценок пока нет
- 17 Refrigeration DoneДокумент11 страниц17 Refrigeration DoneThatego Edwin RaseatlholoОценок пока нет
- Pressure Thrust on Nozzles in AutoPIPEДокумент9 страницPressure Thrust on Nozzles in AutoPIPEliОценок пока нет
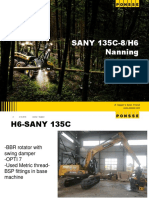
- Ponsse 135C-8 Excavator Hydraulic System DocumentationДокумент17 страницPonsse 135C-8 Excavator Hydraulic System DocumentationHector bustosОценок пока нет
- Five Corrections To Cross Flow Pressure Drop ..: Actual Shell Side Pressure Drop: Bell-Delaware MethodДокумент34 страницыFive Corrections To Cross Flow Pressure Drop ..: Actual Shell Side Pressure Drop: Bell-Delaware MethodLakshmi KanthОценок пока нет
- X C N (None) : Important: Carefully Consider The Maximum SystemДокумент4 страницыX C N (None) : Important: Carefully Consider The Maximum SystemenovanovaОценок пока нет
- Equivalent Length of Pipe Bends, Valves, and FiltersДокумент1 страницаEquivalent Length of Pipe Bends, Valves, and FiltersEdu CordonОценок пока нет
- Excess Flow Valves For Flange Mounting in Container Service A3500 Series and A4500 SeriesДокумент1 страницаExcess Flow Valves For Flange Mounting in Container Service A3500 Series and A4500 SeriesLPG Equipment Consulting and ServicesОценок пока нет
- AWWA Manual M11, Steel Pipe-A Guide For Design and InstallationДокумент3 страницыAWWA Manual M11, Steel Pipe-A Guide For Design and InstallationFrancis DhanarajОценок пока нет
- Practices For Pressure Relief Valve Discharge PipingДокумент7 страницPractices For Pressure Relief Valve Discharge PipingAbdo ShairОценок пока нет
- Cylindrical Compression Helix Springs For Suspension SystemsОт EverandCylindrical Compression Helix Springs For Suspension SystemsОценок пока нет
- Team Dynamics and Behaviors for Global ExpansionДокумент15 страницTeam Dynamics and Behaviors for Global ExpansionNguyênОценок пока нет
- Study Quran Online - The Online Quran Teaching Academy UK - QutorДокумент9 страницStudy Quran Online - The Online Quran Teaching Academy UK - QutorQutor co ukОценок пока нет
- 4 DiscussionДокумент2 страницы4 DiscussiondreiОценок пока нет
- APLI - Annual Report - 2016Документ122 страницыAPLI - Annual Report - 2016tugas noviaindraОценок пока нет
- The Patient Self-Determination ActДокумент2 страницыThe Patient Self-Determination Actmarlon marlon JuniorОценок пока нет
- Plumbing Arithmetic RefresherДокумент80 страницPlumbing Arithmetic RefresherGigi AguasОценок пока нет
- Introduction To Global Positioning System: Anil Rai I.A.S.R.I., New Delhi - 110012Документ19 страницIntroduction To Global Positioning System: Anil Rai I.A.S.R.I., New Delhi - 110012vinothrathinamОценок пока нет
- Sci7 Q1 Wk-5 Module-5Документ15 страницSci7 Q1 Wk-5 Module-5Lester Noel RosalesОценок пока нет
- Amniotic Membrane in Oral and Maxillofacial SurgeryДокумент13 страницAmniotic Membrane in Oral and Maxillofacial SurgerySooraj SОценок пока нет
- Abend CodesДокумент8 страницAbend Codesapi-27095622100% (1)
- IBM Systems Journal PerspectivesДокумент24 страницыIBM Systems Journal PerspectivesSmitha MathewОценок пока нет
- Chapter 04Документ3 страницыChapter 04gebreОценок пока нет
- IS 2848 - Specition For PRT SensorДокумент25 страницIS 2848 - Specition For PRT SensorDiptee PatingeОценок пока нет
- Case Acron PharmaДокумент23 страницыCase Acron PharmanishanthОценок пока нет
- Government of The Punjab Primary & Secondary Healthcare DepartmentДокумент3 страницыGovernment of The Punjab Primary & Secondary Healthcare DepartmentYasir GhafoorОценок пока нет
- AI Search Iterative DeepeningДокумент4 страницыAI Search Iterative DeepeningNirjal DhamalaОценок пока нет
- Twitch V CruzzControl CreatineOverdoseДокумент19 страницTwitch V CruzzControl CreatineOverdoseAndy ChalkОценок пока нет
- Assessment of Benefits and Risk of Genetically ModДокумент29 страницAssessment of Benefits and Risk of Genetically ModSkittlessmannОценок пока нет
- 2113T Feasibility Study TempateДокумент27 страниц2113T Feasibility Study TempateRA MagallanesОценок пока нет
- DJДокумент907 страницDJDeepak BhawsarОценок пока нет
- Goes 300 S Service ManualДокумент188 страницGoes 300 S Service ManualШурик КамушкинОценок пока нет
- Theatre Arts I 9 - 12 Grade Beginning Theatre Students: TH THДокумент18 страницTheatre Arts I 9 - 12 Grade Beginning Theatre Students: TH THAppleSamsonОценок пока нет
- Modification Adjustment During Upgrade - Software Logistics - SCN WikiДокумент4 страницыModification Adjustment During Upgrade - Software Logistics - SCN Wikipal singhОценок пока нет
- COP2251 Syllabus - Ellis 0525Документ9 страницCOP2251 Syllabus - Ellis 0525Satish PrajapatiОценок пока нет
- Badminton Lesson 1 4 - 5 Grade: TH THДокумент31 страницаBadminton Lesson 1 4 - 5 Grade: TH THLoxcey LopezОценок пока нет
- 6.standard CostingДокумент11 страниц6.standard CostingInnocent escoОценок пока нет