Вам также может понравиться
- For The Fans by Nyla KДокумент573 страницыFor The Fans by Nyla KKavana S82% (17)
- Atactic Polypropylene (APP) Modified Bituminous Sheet Materials Using Polyester ReinforcementsДокумент3 страницыAtactic Polypropylene (APP) Modified Bituminous Sheet Materials Using Polyester ReinforcementsAhmad KhreisatОценок пока нет
- Iso 2408-2017Документ60 страницIso 2408-2017Ahmad Khreisat100% (1)
- Iso 14362 3 2017Документ11 страницIso 14362 3 2017Ahmad KhreisatОценок пока нет
- Materials for Bituminous Paving MixesДокумент70 страницMaterials for Bituminous Paving MixesYasmin AkramОценок пока нет
- Astm D 545 2005 Standard Test - CompressДокумент4 страницыAstm D 545 2005 Standard Test - CompressAhmad KhreisatОценок пока нет
- Iso 6508-2Документ26 страницIso 6508-2Ahmad KhreisatОценок пока нет
- Atactic Polypropylene (APP) Modified Bituminous Sheet Materials Using Polyester ReinforcementsДокумент3 страницыAtactic Polypropylene (APP) Modified Bituminous Sheet Materials Using Polyester ReinforcementsAhmad KhreisatОценок пока нет
- Iso 8655 1 2002Документ9 страницIso 8655 1 2002Ahmad KhreisatОценок пока нет
- 2 - Imm5532eДокумент7 страниц2 - Imm5532eAhmad KhreisatОценок пока нет
- JCGM 106 2012 eДокумент57 страницJCGM 106 2012 eAhmad KhreisatОценок пока нет
- ISO 4593 WaterДокумент5 страницISO 4593 WaterAhmad KhreisatОценок пока нет
- Landscaping Standards & MaterialsДокумент50 страницLandscaping Standards & MaterialsMohammad SahmoudОценок пока нет
- Ilnas-En Iso 17353:2005Документ8 страницIlnas-En Iso 17353:2005Ahmad KhreisatОценок пока нет
- JIS G 3302:: Hot-Dip Zinc-Coated Steel Sheet and StripДокумент47 страницJIS G 3302:: Hot-Dip Zinc-Coated Steel Sheet and StripAhmad KhreisatОценок пока нет
- SECTION 5 (Concrete Steel Structures) (FINAL)Документ240 страницSECTION 5 (Concrete Steel Structures) (FINAL)Mohammad SahmoudОценок пока нет
- SECTION 6 (Lighting, Traffic S.,electrecal Inst.) (FINAL)Документ26 страницSECTION 6 (Lighting, Traffic S.,electrecal Inst.) (FINAL)Mohammad SahmoudОценок пока нет
- SECTION 3 (Sub Base and Base Course) (FINAL)Документ31 страницаSECTION 3 (Sub Base and Base Course) (FINAL)Mohammad SahmoudОценок пока нет
- SECTION 3 (Sub Base and Base Course) (FINAL)Документ31 страницаSECTION 3 (Sub Base and Base Course) (FINAL)Mohammad SahmoudОценок пока нет
- SECTION 6 (Lighting, Traffic S.,electrecal Inst.) (FINAL)Документ26 страницSECTION 6 (Lighting, Traffic S.,electrecal Inst.) (FINAL)Mohammad SahmoudОценок пока нет
- SECTION 2 (Earthwork) (FINAL)Документ58 страницSECTION 2 (Earthwork) (FINAL)Mohammad SahmoudОценок пока нет
- Astm d2939Документ7 страницAstm d2939Ahmad KhreisatОценок пока нет
- Jordan Highway and Bridge Construction SpecificationsДокумент60 страницJordan Highway and Bridge Construction SpecificationsYasmin AkramОценок пока нет
- SECTION 8 (Incidental Construction) (FINAL) PDFДокумент119 страницSECTION 8 (Incidental Construction) (FINAL) PDFMohammad SahmoudОценок пока нет
- Percent Air Voids in Compacted Dense and Open Asphalt MixturesДокумент4 страницыPercent Air Voids in Compacted Dense and Open Asphalt MixturesAhmad KhreisatОценок пока нет
- SECTION 8 (Incidental Construction) (FINAL) PDFДокумент119 страницSECTION 8 (Incidental Construction) (FINAL) PDFMohammad SahmoudОценок пока нет
- Sampling Aggregates: Standard Practice ForДокумент8 страницSampling Aggregates: Standard Practice ForjegancivilОценок пока нет
- Percent Air Voids in Compacted Dense and Open Asphalt MixturesДокумент4 страницыPercent Air Voids in Compacted Dense and Open Asphalt MixturesAhmad KhreisatОценок пока нет
- Bulk Specific Gravity of Compacted Hot Mix Asphalt (HMA) Using Saturated Surface-Dry SpecimensДокумент6 страницBulk Specific Gravity of Compacted Hot Mix Asphalt (HMA) Using Saturated Surface-Dry SpecimensAhmad KhreisatОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Angora Wool: Ultra-Soft Fiber From RabbitsДокумент2 страницыAngora Wool: Ultra-Soft Fiber From RabbitsYogen Garbiyal100% (1)
- Impact of Source Drain DopingДокумент6 страницImpact of Source Drain DopingjjОценок пока нет
- Simplified Plumbing Design NPC Philippines PDFДокумент168 страницSimplified Plumbing Design NPC Philippines PDFClimaco EdwinОценок пока нет
- Propylene - Carbonate Data SheetДокумент2 страницыPropylene - Carbonate Data SheetcОценок пока нет
- ALLOTMENT DETAILS IN DA/DP EDAYARДокумент30 страницALLOTMENT DETAILS IN DA/DP EDAYARJoe Raj DaaluОценок пока нет
- Claus ProcessДокумент6 страницClaus ProcessRafi AlgawiОценок пока нет
- Calculation Sheet For Spit Anchors: TAPCON XTREM HFL Min. Anchorage 10x120/65-35Документ6 страницCalculation Sheet For Spit Anchors: TAPCON XTREM HFL Min. Anchorage 10x120/65-35abdallah badrОценок пока нет
- MEB Nptel Week 5 Assignment AnswersДокумент4 страницыMEB Nptel Week 5 Assignment AnswersMeethiPotterОценок пока нет
- PMR v39 I3 117 126Документ10 страницPMR v39 I3 117 126rezaeibehrouzОценок пока нет
- Thermax Absortion ChillersДокумент28 страницThermax Absortion ChillersFrancisco Alexander Navas Torres100% (5)
- Keur 00824-401 201505Документ4 страницыKeur 00824-401 201505erik0007Оценок пока нет
- Mix Proportioning of M80 Grade Self-Compacting ConДокумент3 страницыMix Proportioning of M80 Grade Self-Compacting ConfaseehОценок пока нет
- Masterlife Ci 220 v5Документ2 страницыMasterlife Ci 220 v5Tech BoyОценок пока нет
- Acceptance Creiteria Asme IiiДокумент5 страницAcceptance Creiteria Asme Iiimostafa aliОценок пока нет
- Concrete Mix Design With Fly Ash and Silica FumesДокумент8 страницConcrete Mix Design With Fly Ash and Silica FumesC-78 Munna TripathiОценок пока нет
- E Waste SamsungДокумент12 страницE Waste SamsungaisahОценок пока нет
- Method For Curing TyreДокумент5 страницMethod For Curing TyreNivantОценок пока нет
- Feng 2020Документ9 страницFeng 2020Gerapi EraОценок пока нет
- Waukesha Worldpump - ArticleДокумент4 страницыWaukesha Worldpump - Articlepaulo cesar hernandez mijangosОценок пока нет
- 3rd Summative TestДокумент8 страниц3rd Summative TestAngelica ValdezОценок пока нет
- Astm A560 A560m - 12Документ3 страницыAstm A560 A560m - 12Leandro Dilkin ConsulОценок пока нет
- Taller de GasesДокумент20 страницTaller de GasesAle Cruz DОценок пока нет
- Application of Permeable Pavements in Highways ForДокумент15 страницApplication of Permeable Pavements in Highways ForYEGAR SAHADUTA HEBZIBAH K 08211942000015Оценок пока нет
- Arandelas Hill Side A325Документ1 страницаArandelas Hill Side A325Oscar SanabriaОценок пока нет
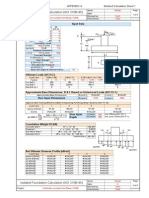
- Isolated Foundation Calculation (ACI 318M-95) : Input DataДокумент5 страницIsolated Foundation Calculation (ACI 318M-95) : Input DataJuan CarlosОценок пока нет
- Advanced Lab Course 50: PhotovoltaicsДокумент18 страницAdvanced Lab Course 50: PhotovoltaicsHamza OuerfelliОценок пока нет
- Aashto M288Документ29 страницAashto M288jong_hao_su5167% (3)
- HYDRAZINEДокумент19 страницHYDRAZINEDamla Taykoz100% (2)
- Reactive Wetting, Evolution of Interfacial and Bulk IMCs and Their Effect On Mechanical PDFДокумент32 страницыReactive Wetting, Evolution of Interfacial and Bulk IMCs and Their Effect On Mechanical PDFeid elsayedОценок пока нет
- Welding Consumable Nominal Chemical Composition, Wt. Pct. Other Designation SystemsДокумент1 страницаWelding Consumable Nominal Chemical Composition, Wt. Pct. Other Designation SystemsLLОценок пока нет