Вам также может понравиться
- WPQ FormatДокумент8 страницWPQ FormatsanjaykumarmauryaОценок пока нет
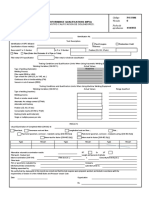
- Welder Performance Qualification Record (WPQ) : Testing Condition and Qualification LimitsДокумент9 страницWelder Performance Qualification Record (WPQ) : Testing Condition and Qualification Limitsahmed mohamed100% (1)
- WPQ Ix - C - WPW 7.0.4 Form 2007 Rev. 0Документ1 страницаWPQ Ix - C - WPW 7.0.4 Form 2007 Rev. 0คุณพ่อน้อง บิ๊กบอส100% (1)
- WPQ Formats NEWДокумент4 страницыWPQ Formats NEWMANABENDRA MAITRAОценок пока нет
- Val Caraig WPQTДокумент1 страницаVal Caraig WPQTMark Jason M. BrualОценок пока нет
- Slamet WPQRДокумент1 страницаSlamet WPQRChandra Bintang W.PОценок пока нет
- Welder Certificate Akilesh YadavДокумент1 страницаWelder Certificate Akilesh Yadavtripatipankaj023Оценок пока нет
- SampleДокумент5 страницSample이훈Оценок пока нет
- WPQ WeldCanada PDFДокумент1 страницаWPQ WeldCanada PDFAhmad DanielОценок пока нет
- Welder'S Qualification Test Certificate: (As Per Asme Sec Ix)Документ2 страницыWelder'S Qualification Test Certificate: (As Per Asme Sec Ix)vijay100% (1)
- Abdul Muhid WPQRДокумент1 страницаAbdul Muhid WPQRChandra Bintang W.PОценок пока нет
- WPS-PQR Pengelasan (AA)Документ12 страницWPS-PQR Pengelasan (AA)Abrianto AkuanОценок пока нет
- WA-AEI-001 Some Comments AddressedДокумент2 страницыWA-AEI-001 Some Comments AddressedMulPXОценок пока нет
- WPQ Format - SMAWДокумент3 страницыWPQ Format - SMAWBalkishan DyavanapellyОценок пока нет
- Welders CertДокумент11 страницWelders CertAhmed GomaaОценок пока нет
- Welder Performance Qualifications (WPQ) : (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Документ18 страницWelder Performance Qualifications (WPQ) : (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)mahendraОценок пока нет
- Computer Engineering, Inc.: WPQ D1.1 - C - 5.2.0 Form 2000 Rev. 0Документ1 страницаComputer Engineering, Inc.: WPQ D1.1 - C - 5.2.0 Form 2000 Rev. 0Erick GoyesОценок пока нет
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeДокумент6 страницWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberОценок пока нет
- Procedure Qualification RecordДокумент6 страницProcedure Qualification RecordGaurang PandyaОценок пока нет
- Acfrogdgjpoczzmyytfkwbkh0koiyebkjw2cygu7mcl7x89emnhqrr79 8h9g0sneqlza Asreuqopw V3yccnxf6wf4ssafjrpko6znwt9uci Enrtbyu8y I2ju68Документ6 страницAcfrogdgjpoczzmyytfkwbkh0koiyebkjw2cygu7mcl7x89emnhqrr79 8h9g0sneqlza Asreuqopw V3yccnxf6wf4ssafjrpko6znwt9uci Enrtbyu8y I2ju68Daniel CamposОценок пока нет
- PWPS CS To SS446-3Документ5 страницPWPS CS To SS446-3BIIS QAQC Babu SivaОценок пока нет
- Pt. Vista Bangun Utama: in Accordance With Section IX, ASME Boiler and Pressure Vessel Code 2013 EditionДокумент1 страницаPt. Vista Bangun Utama: in Accordance With Section IX, ASME Boiler and Pressure Vessel Code 2013 EditionHaryanto RОценок пока нет
- FO 3310d Welding Performance Qualifications (WPQ) : Registro Calificacion de SoldadoresДокумент4 страницыFO 3310d Welding Performance Qualifications (WPQ) : Registro Calificacion de SoldadoresRodolfoОценок пока нет
- WPS Vessel 1Документ4 страницыWPS Vessel 1Naqqash SajidОценок пока нет
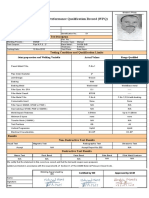
- Welders Performance Qualification Record: Actual Values Range QualifiedДокумент13 страницWelders Performance Qualification Record: Actual Values Range QualifiedErick AguadoОценок пока нет
- Qw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel CodeДокумент4 страницыQw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel Codesreejithr86Оценок пока нет
- Welder CertificateДокумент1 страницаWelder CertificatePaul H TampubolonОценок пока нет
- WPQ Sunil Yadav W-13 PQR 003 Smaw - PipeДокумент1 страницаWPQ Sunil Yadav W-13 PQR 003 Smaw - Pipeharshileng3992100% (1)
- Eslam Abdelhameed Asme Ix IdДокумент1 страницаEslam Abdelhameed Asme Ix Idel_sharkawy2011Оценок пока нет
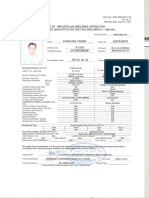
- Welder'S and Welding Operators Qualification Test Certificate ACCORDING TO ASME IX Edition 2017Документ1 страницаWelder'S and Welding Operators Qualification Test Certificate ACCORDING TO ASME IX Edition 2017Ahmad Nabil ElsharkawyОценок пока нет
- Welding Procedure Specification FormatДокумент3 страницыWelding Procedure Specification FormatAnonymous 4e7GNjzGW100% (1)
- Toaz - Info Welding Procedure Specification Format PRДокумент3 страницыToaz - Info Welding Procedure Specification Format PRKarim ZahranОценок пока нет
- KP WPS PQR GTAW FCAWДокумент1 страницаKP WPS PQR GTAW FCAWwahyuОценок пока нет
- Wps Pqrwelding SCSP COUPON Phpapp02Документ14 страницWps Pqrwelding SCSP COUPON Phpapp02Oladimeji TaiwoОценок пока нет
- PQR Acero Al CarbonoДокумент2 страницыPQR Acero Al CarbonoROBERTO QUESADAОценок пока нет
- PQR With-PwhtДокумент2 страницыPQR With-PwhtKarthikОценок пока нет
- WPSДокумент6 страницWPSYASH BARDHAN SinghОценок пока нет
- WQTДокумент1 страницаWQTRamkunwar YadavОценок пока нет
- Calificación Termotecnica CoindustrialДокумент1 страницаCalificación Termotecnica CoindustrialTato VargasОценок пока нет
- WQT Form (ASME) 04-23Документ1 страницаWQT Form (ASME) 04-23hanz bermejoОценок пока нет
- Welding Procedure Specification Pipe 6G PDFДокумент3 страницыWelding Procedure Specification Pipe 6G PDFchepurthiОценок пока нет
- Welder Qualification Test Certificate: Weld Test Details Range of ApprovalДокумент1 страницаWelder Qualification Test Certificate: Weld Test Details Range of ApprovalRamkunwar YadavОценок пока нет
- WPQ 양식 김정균 (DSHI Rev.0)Документ5 страницWPQ 양식 김정균 (DSHI Rev.0)이훈Оценок пока нет
- Welder Certificate UpdatedДокумент25 страницWelder Certificate Updatedm.aljhany18Оценок пока нет
- Pre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectДокумент2 страницыPre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectBagandi ManurungОценок пока нет
- KKJV WPS PP01Документ2 страницыKKJV WPS PP01serbay tuncaОценок пока нет
- WQT 316L 2 MMДокумент1 страницаWQT 316L 2 MMdavood abbasiОценок пока нет
- MD - Akibur Sheikh WQTДокумент2 страницыMD - Akibur Sheikh WQTMD Shadikul Huq ShezanОценок пока нет
- Welding Procedure Specification (WPS)Документ2 страницыWelding Procedure Specification (WPS)Abdulmecit YetisОценок пока нет
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04Документ9 страниц(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04BIIS QAQC Babu SivaОценок пока нет
- Welder's Performancequalification (WPQ) FormДокумент1 страницаWelder's Performancequalification (WPQ) FormTegar OktoberОценок пока нет
- PQR GmawДокумент4 страницыPQR GmawEr Sumant Kumar Singh0% (1)
- Welder Performance Qualification (WPQ)Документ1 страницаWelder Performance Qualification (WPQ)JBStringerОценок пока нет
- Ornek WPS (ASME IX)Документ1 страницаOrnek WPS (ASME IX)kaynakteknolojiОценок пока нет
- Case Study - Welder WPQ - 2Документ6 страницCase Study - Welder WPQ - 2MOHAMED SALEH ABDALLAH ARAFATОценок пока нет
- Diamond Engineering (Chennai) PVT LTD.,: Welder Qualification Test RecordДокумент1 страницаDiamond Engineering (Chennai) PVT LTD.,: Welder Qualification Test Recordmangalraj900Оценок пока нет
- Wps 18Документ2 страницыWps 18Avishek GuptaОценок пока нет
- Welder's Performancequalification (WPQ) FormДокумент1 страницаWelder's Performancequalification (WPQ) FormAbhinandan BastiОценок пока нет
- OH&S Documents ChecklistДокумент6 страницOH&S Documents ChecklistGobinderSinghSidhuОценок пока нет
- Costing of ElectrodesДокумент2 страницыCosting of ElectrodesGobinderSinghSidhuОценок пока нет
- MTC Index PDFДокумент1 страницаMTC Index PDFGobinderSinghSidhuОценок пока нет
- Slip Gauges 2020-07-14 10.47.31Документ3 страницыSlip Gauges 2020-07-14 10.47.31GobinderSinghSidhuОценок пока нет
- Inspection Report PDFДокумент1 страницаInspection Report PDFGobinderSinghSidhuОценок пока нет
- "Master List of Documents": PlansДокумент7 страниц"Master List of Documents": PlansGobinderSinghSidhuОценок пока нет
- Approved Itp PDFДокумент1 страницаApproved Itp PDFGobinderSinghSidhuОценок пока нет
- Costing of ElectrodesДокумент2 страницыCosting of ElectrodesGobinderSinghSidhuОценок пока нет
- Gas Cylinders DetailДокумент1 страницаGas Cylinders DetailGobinderSinghSidhuОценок пока нет
- Approved Itp PDFДокумент1 страницаApproved Itp PDFGobinderSinghSidhuОценок пока нет
- Long Seam/Circ Seam Weld KG & Run Time EstimationДокумент16 страницLong Seam/Circ Seam Weld KG & Run Time EstimationTiago FerreiraОценок пока нет
- B034 000 WB PR 3017 2049Документ104 страницыB034 000 WB PR 3017 2049GobinderSinghSidhuОценок пока нет
- WQTДокумент1 страницаWQTRamkunwar YadavОценок пока нет
- Electrode Baking RegisterДокумент1 страницаElectrode Baking RegisterGobinderSinghSidhuОценок пока нет
- Summary Sheet: AS ATTACHED OFFER LIST (QA/LVL/2300/01 & QA/LVL/2300/02)Документ1 страницаSummary Sheet: AS ATTACHED OFFER LIST (QA/LVL/2300/01 & QA/LVL/2300/02)GobinderSinghSidhuОценок пока нет
- B034 000 WB PR 3017 2049Документ104 страницыB034 000 WB PR 3017 2049GobinderSinghSidhuОценок пока нет
- Cswip Renewal FormДокумент4 страницыCswip Renewal FormGobinderSinghSidhu0% (1)
- Welding ProcedureДокумент7 страницWelding ProcedureGobinderSinghSidhuОценок пока нет
- Ioc ApiДокумент3 страницыIoc ApiGobinderSinghSidhuОценок пока нет
- Kuhn Multimaster 113Документ104 страницыKuhn Multimaster 113Argoparts100% (1)
- Tbi 240 (DR) PDFДокумент2 страницыTbi 240 (DR) PDFsianas1706Оценок пока нет
- SMAW Grade 12Документ3 страницыSMAW Grade 12Francis Rico Mutia RufonОценок пока нет
- Lecture 4 Electrogas WeldingДокумент18 страницLecture 4 Electrogas WeldingFaiz IshakОценок пока нет
- Silla de Ruedas 2Документ1 страницаSilla de Ruedas 2Jonathan FaustinoОценок пока нет
- Daily Progress Report 30 - 10 - 2020Документ2 страницыDaily Progress Report 30 - 10 - 2020Jagadeesan S MОценок пока нет
- JAE InterconnectSelectionGuideДокумент24 страницыJAE InterconnectSelectionGuidejovares2099Оценок пока нет
- Shielded Metal Arc Welding NC II CGДокумент13 страницShielded Metal Arc Welding NC II CGMarilyn odtujanОценок пока нет
- SIS 2.0.pdfHJДокумент5 страницSIS 2.0.pdfHJValmaq Prestação Serviço LdaОценок пока нет
- 18 - Weld Design SymbolsДокумент62 страницы18 - Weld Design SymbolsManoj Kumar100% (2)
- WC-477 - Gas Metal Arc Welding (GMAW) Modes of Transfer PDFДокумент1 страницаWC-477 - Gas Metal Arc Welding (GMAW) Modes of Transfer PDFNathanLaertePiai100% (1)
- HMC Spec 002 - Welding and Fabrication of Structural Lifting AppliancesДокумент29 страницHMC Spec 002 - Welding and Fabrication of Structural Lifting AppliancesJohnnyОценок пока нет
- Material EsДокумент54 страницыMaterial EsRichardОценок пока нет
- Klasifikasi Visual Defects Dan Acceptance CriteriaДокумент13 страницKlasifikasi Visual Defects Dan Acceptance Criteriaunnamed10100% (2)
- Welder Qualification Test Record (WQTR) FormДокумент1 страницаWelder Qualification Test Record (WQTR) FormEarl Harbert100% (2)
- Weld Connections: A = (0.707 w L) F φ = φ F A = φ (0.707 w L) F = 0.75Документ4 страницыWeld Connections: A = (0.707 w L) F φ = φ F A = φ (0.707 w L) F = 0.75omer asgharОценок пока нет
- Fabrication Spreader BeamДокумент2 страницыFabrication Spreader BeamKRISWANTO KRISWANTOОценок пока нет
- Welding ppt2Документ36 страницWelding ppt2sanjibkrjanaОценок пока нет
- Request NDT Section 4 TGL 16-12-2022Документ1 страницаRequest NDT Section 4 TGL 16-12-2022Ferdie OSОценок пока нет
- Aavishkar Group: Solution Provider To Fabrication IndustryДокумент15 страницAavishkar Group: Solution Provider To Fabrication IndustrySnSB2B100% (1)
- ASME Section VIII Division 1 Surface Finish of Welds: UW-35 Finished Longitudinal and Circumferntial JointsДокумент1 страницаASME Section VIII Division 1 Surface Finish of Welds: UW-35 Finished Longitudinal and Circumferntial JointsAkhtarcmti1342Оценок пока нет
- FastenerДокумент3 страницыFastenerFlourdeliza Hernandez MaalihanОценок пока нет
- Chapter III-V Types of Joint and Torque Transmitting JointДокумент18 страницChapter III-V Types of Joint and Torque Transmitting JointfetenaОценок пока нет
- Welding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Документ3 страницыWelding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Ahmad DanielОценок пока нет
- Hemadri Cements Production ReportДокумент7 страницHemadri Cements Production ReportJCSОценок пока нет
- R8 TMC PDFДокумент5 страницR8 TMC PDFChell Cres GarcianoОценок пока нет
- VERMEER RT450E4 05-03Z02 Page PDFДокумент2 страницыVERMEER RT450E4 05-03Z02 Page PDFGustavo BelgranoОценок пока нет
- 132kV NB-A BOM (1.2 MTR BASE)Документ32 страницы132kV NB-A BOM (1.2 MTR BASE)ramudureddyОценок пока нет
- ITT American Electric Steel Poles Spec Sheet 2-79Документ8 страницITT American Electric Steel Poles Spec Sheet 2-79Alan MastersОценок пока нет
- OK Autrod 5356: Mig/Mag Wires (Gmaw) Aluminum WiresДокумент2 страницыOK Autrod 5356: Mig/Mag Wires (Gmaw) Aluminum WiresDavisTranОценок пока нет