Вам также может понравиться
- GATE Machines BooksДокумент12 страницGATE Machines BooksFaniAliОценок пока нет
- Charecteristics and Application of Energy Storage in Power System NetworkДокумент8 страницCharecteristics and Application of Energy Storage in Power System NetworkrajanОценок пока нет
- Charecteristics and Application of Energy Storage in Power System NetworkДокумент8 страницCharecteristics and Application of Energy Storage in Power System NetworkrajanОценок пока нет
- Wind Turbine TechnologyДокумент29 страницWind Turbine TechnologyrajanОценок пока нет
- PQ Issues in MG Stand AloneДокумент9 страницPQ Issues in MG Stand AlonerajanОценок пока нет
- Hybrid Storage in MGДокумент12 страницHybrid Storage in MGrajanОценок пока нет
- Wind Power Connected To MG PDFДокумент10 страницWind Power Connected To MG PDFrajanОценок пока нет
- PV MPPT With Inductor PDFДокумент7 страницPV MPPT With Inductor PDFrajanОценок пока нет
- Motor Control Motor Overload ProtectionДокумент5 страницMotor Control Motor Overload Protectioneastsider910Оценок пока нет
- UPQCДокумент33 страницыUPQCMukul DasОценок пока нет
- Converter TopologiesДокумент29 страницConverter TopologiesrajanОценок пока нет
- Battery Ess For RESДокумент5 страницBattery Ess For RESrajanОценок пока нет
- Cycling Impact Thermal Plant PDFДокумент83 страницыCycling Impact Thermal Plant PDFrajan100% (1)
- Retscreen International: Clean Energy Project AnalysisДокумент30 страницRetscreen International: Clean Energy Project AnalysisrajanОценок пока нет
- Retscreen International: Clean Energy Project AnalysisДокумент30 страницRetscreen International: Clean Energy Project AnalysisrajanОценок пока нет
- Cold Start Curve PDFДокумент1 страницаCold Start Curve PDFrajanОценок пока нет
- IntroductionДокумент15 страницIntroductionrajanОценок пока нет
- Excitacion BrushlessДокумент6 страницExcitacion BrushlessRaul SarmientoОценок пока нет
- GTG PerformanceДокумент52 страницыGTG Performancerajan100% (2)
- Mode of Heat Input: - Unfired - Supplementary Fired - Fully/Fresh Air FiredДокумент26 страницMode of Heat Input: - Unfired - Supplementary Fired - Fully/Fresh Air FiredrajanОценок пока нет
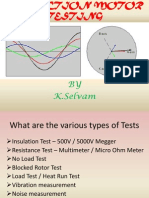
- Induction Motor TestingДокумент14 страницInduction Motor Testingrajan100% (3)
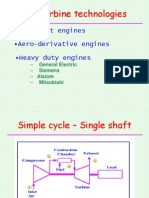
- Operation of A Single Shaft Gas TurbineДокумент3 страницыOperation of A Single Shaft Gas TurbinerajanОценок пока нет
- Power Transformer PDFДокумент263 страницыPower Transformer PDFhnphuocОценок пока нет
- PowerQuality 1143587865Документ8 страницPowerQuality 1143587865diloopОценок пока нет
- Newtb 141Документ7 страницNewtb 141proxywarОценок пока нет
- Control Valves 81000Документ12 страницControl Valves 81000rajanОценок пока нет
- 2 Retrofitting Steam TurbinesДокумент16 страниц2 Retrofitting Steam TurbinesCesillia MardillaОценок пока нет
- PowerQuality 1143587865Документ8 страницPowerQuality 1143587865diloopОценок пока нет
- Combustion Gas TurbinesДокумент33 страницыCombustion Gas Turbinesgavski100% (3)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)