Вам также может понравиться
- Hague WaterMax Owners ManualДокумент36 страницHague WaterMax Owners ManualGreg ReynekeОценок пока нет
- Hyflux Standard Membrane Systems Brochure - Ver5.1 - ENДокумент40 страницHyflux Standard Membrane Systems Brochure - Ver5.1 - ENIGNyomanAnomWijayaОценок пока нет
- Reverse Osmosis (RO) Is A Water Purification Process That Uses AДокумент12 страницReverse Osmosis (RO) Is A Water Purification Process That Uses Amulenga lubemba100% (1)
- 2000 LPH Reverse Osmosis Plant FRPДокумент20 страниц2000 LPH Reverse Osmosis Plant FRPt m murshedОценок пока нет
- Osmosis InversaДокумент40 страницOsmosis Inversashapira22Оценок пока нет
- Water Treatment Plant Performance Evaluations and OperationsОт EverandWater Treatment Plant Performance Evaluations and OperationsОценок пока нет
- EE-2 Mini Project ReportДокумент7 страницEE-2 Mini Project Report63GANESH SINGHCIVILОценок пока нет
- Simple Sewage: Treatment SolutionsДокумент10 страницSimple Sewage: Treatment SolutionsAnonymous oUoJ4A8xОценок пока нет
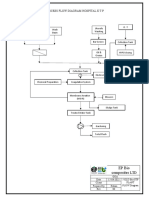
- Process Flow Diagram Hospital E.T.P: EP Bio CompositesДокумент2 страницыProcess Flow Diagram Hospital E.T.P: EP Bio CompositesRohan Chaugule100% (1)
- O&M Offer For STP - 75KLD & WTP - 100 KLDДокумент11 страницO&M Offer For STP - 75KLD & WTP - 100 KLDbioengsolutionschnОценок пока нет
- 02.12.21 90m3hr Euroclean-DHV MaithonДокумент16 страниц02.12.21 90m3hr Euroclean-DHV MaithonSagnik DasОценок пока нет
- GVT-ODIS-SWRO For PBMC PDFДокумент35 страницGVT-ODIS-SWRO For PBMC PDFSwati BhattacharyyaОценок пока нет
- Diligent Etp 1000m3Документ18 страницDiligent Etp 1000m3Prabhakar DhamaleОценок пока нет
- MB 11 BrochureДокумент7 страницMB 11 BrochurePhliip StaintonОценок пока нет
- Hydromagx 1Документ19 страницHydromagx 1Jeya KumarОценок пока нет
- Flint WTP O-M Manual With SOPs 553219 7Документ83 страницыFlint WTP O-M Manual With SOPs 553219 7Omkar BharankarОценок пока нет
- Filter Ion ExchangeДокумент10 страницFilter Ion Exchangemanjunath hrОценок пока нет
- L 18UF 215 Manual R1Документ33 страницыL 18UF 215 Manual R1Martin Bangueses100% (1)
- Presentation - MBBR-Fair Electronics (Samsung) by ShakibДокумент32 страницыPresentation - MBBR-Fair Electronics (Samsung) by Shakibshakib nazmus0% (1)
- Ultra Tec Water Technologies L.L.C Dubai (Profile)Документ16 страницUltra Tec Water Technologies L.L.C Dubai (Profile)Anonymous yElIOalbОценок пока нет
- HYDRAcap MAX Presentation - Abril 2012Документ32 страницыHYDRAcap MAX Presentation - Abril 2012PC VSОценок пока нет
- Trehan STPДокумент2 страницыTrehan STPsoma_sharadОценок пока нет
- WTE-ENDOM2021001505-R12-AS Cooling-SSF and DSДокумент26 страницWTE-ENDOM2021001505-R12-AS Cooling-SSF and DSDeepak Patil100% (1)
- SWTP Operation ManualДокумент131 страницаSWTP Operation ManualKASHIFОценок пока нет
- MBR-Tertiary UF ComparisonДокумент9 страницMBR-Tertiary UF ComparisonAkhmad RidhaniОценок пока нет
- DesignДокумент3 страницыDesigntata_77Оценок пока нет
- Case Study: A Modular, Scalable & Highly-Efficient Seawater Desalination SolutionДокумент4 страницыCase Study: A Modular, Scalable & Highly-Efficient Seawater Desalination Solutionwahyu raharjoОценок пока нет
- 4-MCran Membrane CleaningДокумент41 страница4-MCran Membrane CleaningKhalid AbdelRahimОценок пока нет
- OÊÊ Ê OÊÊ Ê Oêê Ê OÊÊ ÊДокумент18 страницOÊÊ Ê OÊÊ Ê Oêê Ê OÊÊ ÊRudi Sutanto TanОценок пока нет
- RWT Ro188. (500 LPH)Документ5 страницRWT Ro188. (500 LPH)Rinse Water TechnologyОценок пока нет
- Uf Tech ManualДокумент18 страницUf Tech ManualVemulapalli SaibabuОценок пока нет
- Revotech Sewage Treatment Opt PDFДокумент5 страницRevotech Sewage Treatment Opt PDFPrashant Singh ChauhanОценок пока нет
- TMF Lime SofteningДокумент2 страницыTMF Lime SofteningRachel HechanovaОценок пока нет
- Watertech Mar 04Документ4 страницыWatertech Mar 04Junnaid NissarОценок пока нет
- Poweder Activated Carbon TreatmentДокумент14 страницPoweder Activated Carbon TreatmentHarish GowdaОценок пока нет
- Metito - TSE RO Presentation KM DC WorkshopДокумент24 страницыMetito - TSE RO Presentation KM DC WorkshopMohamed Tahoun100% (1)
- Softener Plant-2Документ2 страницыSoftener Plant-2Md. Suruz Zaman100% (1)
- Rock Catchment Dam With Self-Closing WatertapДокумент90 страницRock Catchment Dam With Self-Closing WatertapGreen Action Sustainable Technology GroupОценок пока нет
- Demineralisation of Water: Rahul Agarwal Varun Aggarwal Pinaki GhoshДокумент16 страницDemineralisation of Water: Rahul Agarwal Varun Aggarwal Pinaki GhoshVarun AggarwalОценок пока нет
- Air Reverse OsmosisДокумент12 страницAir Reverse Osmosisirdawan100% (2)
- Water Treatment PlantДокумент14 страницWater Treatment PlantTalha SheikhОценок пока нет
- 2010chapter 1WaterTechnologyДокумент96 страниц2010chapter 1WaterTechnologydeep34Оценок пока нет
- PH Balancing Dosing CalculationДокумент1 страницаPH Balancing Dosing Calculationkamod.rai528100% (1)
- MBR System Process ControlДокумент3 страницыMBR System Process ControluemaaplОценок пока нет
- Water TreatmentДокумент10 страницWater TreatmentchristopherОценок пока нет
- Lesson 17 - Activated SludgeДокумент8 страницLesson 17 - Activated SludgeShane RodriguezОценок пока нет
- Uf Toray PresentationДокумент54 страницыUf Toray PresentationPrateek VermaОценок пока нет
- Poweder Activated Carbon Treatment (Pact)Документ10 страницPoweder Activated Carbon Treatment (Pact)Harish GowdaОценок пока нет
- محاضرات امدادات المياه - الكورس الاولДокумент146 страницمحاضرات امدادات المياه - الكورس الاولمحمد حيدر هاشم زبون100% (1)
- Report of Membrane Bioreactor System (MBR) For Wastewater TreatmentДокумент10 страницReport of Membrane Bioreactor System (MBR) For Wastewater TreatmentJulie MahadiОценок пока нет
- Design Calculations: Flash Mixing TankДокумент4 страницыDesign Calculations: Flash Mixing TankRamkiОценок пока нет
- Final Project SoftДокумент24 страницыFinal Project Softbabai1Оценок пока нет
- 21857, Issue 24 Water Softener Elution STДокумент2 страницы21857, Issue 24 Water Softener Elution STVương Đình NamОценок пока нет
- Membrane ManualДокумент181 страницаMembrane ManualPranjal KulkarniОценок пока нет
- Asws Reverse Osmosis PlantДокумент7 страницAsws Reverse Osmosis PlantEngenharia MecânicaОценок пока нет
- Ion Exchange NotasДокумент9 страницIon Exchange NotasMauricio Montaño SaavedraОценок пока нет
- ROДокумент10 страницROShahrooz Leo QureshiОценок пока нет
- Containerisedmbrsystem EngДокумент12 страницContainerisedmbrsystem EngNermeen ElmelegaeОценок пока нет
- 2000 LPH Ro PlantДокумент17 страниц2000 LPH Ro PlantKamatchi NathanОценок пока нет
- Chapter ThreeДокумент20 страницChapter ThreeKasozi Bateesa ShafickОценок пока нет
- Ayyaz CVДокумент1 страницаAyyaz CVmjunaidОценок пока нет
- National Refinery Limited ShkjyukjyukyДокумент29 страницNational Refinery Limited ShkjyukjyukymjunaidОценок пока нет
- Formula'sДокумент1 страницаFormula'smjunaidОценок пока нет
- Q Chem CVДокумент2 страницыQ Chem CVmjunaidОценок пока нет
- Akhtar SaeedДокумент3 страницыAkhtar SaeedmjunaidОценок пока нет
- 1 2016-MC-312Документ4 страницы1 2016-MC-312mjunaidОценок пока нет
- Oil MovementДокумент3 страницыOil MovementmjunaidОценок пока нет
- Energy Engineering Lab. AssignmentДокумент1 страницаEnergy Engineering Lab. AssignmentmjunaidОценок пока нет
- Assignment # 2: Subject Name Reg# ClassДокумент10 страницAssignment # 2: Subject Name Reg# ClassmjunaidОценок пока нет
- National Refinery Limited 2Документ21 страницаNational Refinery Limited 2mjunaidОценок пока нет
- Reid Vapor Pressure MeterДокумент3 страницыReid Vapor Pressure MetermjunaidОценок пока нет
- Yaseen Khan: 2017-MC-312Документ4 страницыYaseen Khan: 2017-MC-312mjunaidОценок пока нет
- Stengel Vs PrilledДокумент1 страницаStengel Vs PrilledmjunaidОценок пока нет
- Experiment No #2: ObjectiveДокумент5 страницExperiment No #2: ObjectivemjunaidОценок пока нет
- Experiment No 1 (Tray Dryer)Документ8 страницExperiment No 1 (Tray Dryer)mjunaidОценок пока нет
- Wetted Wall ColumnДокумент7 страницWetted Wall ColumnmjunaidОценок пока нет
- Department of Chemical and Polymer Engineering - Risk AssessmentДокумент4 страницыDepartment of Chemical and Polymer Engineering - Risk AssessmentmjunaidОценок пока нет
- Department of Chemical and Polymer Engineering - Risk AssessmentДокумент4 страницыDepartment of Chemical and Polymer Engineering - Risk AssessmentmjunaidОценок пока нет
- Department of Chemical and Polymer Engineering - Risk AssessmentДокумент4 страницыDepartment of Chemical and Polymer Engineering - Risk AssessmentmjunaidОценок пока нет
- Chemical Engineering Plant DesignДокумент15 страницChemical Engineering Plant DesignmjunaidОценок пока нет
- Assignment # 1: Subject Class Reg# Submitted To: Submitted byДокумент7 страницAssignment # 1: Subject Class Reg# Submitted To: Submitted bymjunaidОценок пока нет
- Ammonium Nitrate The Stengel Process: J. DorseyДокумент7 страницAmmonium Nitrate The Stengel Process: J. DorseymjunaidОценок пока нет
- Lab Report: University of Enginering and Techonology, LahoreДокумент20 страницLab Report: University of Enginering and Techonology, LahoremjunaidОценок пока нет
- Ammonium Nitrate Vs Urea: ReferenceДокумент2 страницыAmmonium Nitrate Vs Urea: ReferencemjunaidОценок пока нет
- Lab Report: Instrumentation and ControlДокумент7 страницLab Report: Instrumentation and ControlmjunaidОценок пока нет
- Lecture1 HumidifictionДокумент20 страницLecture1 HumidifictionmjunaidОценок пока нет
- Water Resources O LevelДокумент14 страницWater Resources O LevelMehwish SirajОценок пока нет
- Gsa PDFДокумент4 страницыGsa PDFMarcos BajañaОценок пока нет
- Design of An Atmospheric Water GeneratorДокумент5 страницDesign of An Atmospheric Water GeneratorBala Murali100% (1)
- Oil Immersed Vacuum PumpsДокумент2 страницыOil Immersed Vacuum PumpsJay Patel100% (1)
- Chapter Glossary: Properties of Pure SubstancesДокумент6 страницChapter Glossary: Properties of Pure SubstancesyusufОценок пока нет
- Caño Rondon-1 - PVT Final - ReportДокумент51 страницаCaño Rondon-1 - PVT Final - ReportKarol RamirezОценок пока нет
- Ideal Gas Law Extra Practice CHALLENGE QUESTIONSДокумент7 страницIdeal Gas Law Extra Practice CHALLENGE QUESTIONSTanisha DamleОценок пока нет
- PumpsДокумент106 страницPumpscarloОценок пока нет
- Spaulding Lighting Atlanta II Floodlight Spec Sheet 8-84Документ2 страницыSpaulding Lighting Atlanta II Floodlight Spec Sheet 8-84Alan MastersОценок пока нет
- Molar Mass of Volatile Liquid LabДокумент5 страницMolar Mass of Volatile Liquid LabJackОценок пока нет
- 3 - Rainwater HarvestingДокумент19 страниц3 - Rainwater HarvestingBhavin PeshawariaОценок пока нет
- RAC + IC + Power Plant by S K MondalДокумент1 110 страницRAC + IC + Power Plant by S K MondaldivanshuОценок пока нет
- Principles of DistillationДокумент30 страницPrinciples of DistillationAhmed Mohamed KhalilОценок пока нет
- Absorbers: About AbsorptionДокумент18 страницAbsorbers: About AbsorptionLorraineОценок пока нет
- 060301-Sea Water Cooling - March 2006-IslamabadДокумент74 страницы060301-Sea Water Cooling - March 2006-IslamabadFahim I. SiddiquiОценок пока нет
- BSC - GROUNDWATER MOVEMENTДокумент28 страницBSC - GROUNDWATER MOVEMENTRoy MarechaОценок пока нет
- 01 Fluid Mechanics Synopsis - (01-20)Документ20 страниц01 Fluid Mechanics Synopsis - (01-20)Prabhu Krupa BiswalОценок пока нет
- AnalyzerДокумент86 страницAnalyzersarmistha patnaiKОценок пока нет
- Drying Chapter 8 PDFДокумент15 страницDrying Chapter 8 PDFketan sharmaОценок пока нет
- Universiti Teknologi Mara Laboratory: Confidential EH/OCT 2021/CHE332Документ6 страницUniversiti Teknologi Mara Laboratory: Confidential EH/OCT 2021/CHE332farenfarhan5Оценок пока нет
- FluidsДокумент55 страницFluidsdanena88Оценок пока нет
- Manual Edition 5 EnglishДокумент176 страницManual Edition 5 EnglishMauricio Rodriguez100% (1)
- PP Aaa PP1 133Документ24 страницыPP Aaa PP1 133Rabah AmidiОценок пока нет
- Mesin Skala IndustriДокумент2 страницыMesin Skala IndustriSandi MahesaОценок пока нет
- (SPE 10923) Liquid Holdup Correlations For Inclined Two-Phase Flow PDFДокумент24 страницы(SPE 10923) Liquid Holdup Correlations For Inclined Two-Phase Flow PDFPablo Gnzga100% (1)
- DISCHARGEДокумент3 страницыDISCHARGEdritz tevesОценок пока нет
- W.T.P Alarm List: Tabdil Energy PayaДокумент3 страницыW.T.P Alarm List: Tabdil Energy PayaepbamdadОценок пока нет
- Seneca Lake Hydrology ReportДокумент70 страницSeneca Lake Hydrology ReportWashington BureauОценок пока нет
- Pressure Swing Adsorption: by Naresh Ganveer AM Process (HGU/SRB)Документ48 страницPressure Swing Adsorption: by Naresh Ganveer AM Process (HGU/SRB)Nikhil Udainiya100% (1)
- Gomez Et Al 2000 Prediction of Slug Liquid Holdup PDFДокумент5 страницGomez Et Al 2000 Prediction of Slug Liquid Holdup PDFFrancisco OppsОценок пока нет