Вам также может понравиться
- The Spectral Theory of Toeplitz Operators. (AM-99), Volume 99От EverandThe Spectral Theory of Toeplitz Operators. (AM-99), Volume 99Оценок пока нет
- Sistemas de Producción 11 - Curva de SalidaДокумент59 страницSistemas de Producción 11 - Curva de SalidaLuis Vallejo EstrellaОценок пока нет
- Linear Network Theory: The Commonwealth and International Library: Applied Electricity and Electronics DivisionОт EverandLinear Network Theory: The Commonwealth and International Library: Applied Electricity and Electronics DivisionОценок пока нет
- 04 - Outflow PerformanceДокумент37 страниц04 - Outflow Performanceamine aouamОценок пока нет
- PVDH GDH: Chapter SeventeenДокумент1 страницаPVDH GDH: Chapter SeventeenEaswaran NampoothiriОценок пока нет
- Electronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 3От EverandElectronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 3Рейтинг: 3 из 5 звезд3/5 (2)
- Rheometry: Introduction To The Rheology of Complex FluidsДокумент63 страницыRheometry: Introduction To The Rheology of Complex FluidsCristian Miguel Gutierrez CuervoОценок пока нет
- Mae 1202: Aerospace Practicum: Lecture 4: Introduction To Basic Aerodynamics 3Документ38 страницMae 1202: Aerospace Practicum: Lecture 4: Introduction To Basic Aerodynamics 3زهديابوانسОценок пока нет
- Content: - Measurements of Various PropertiesДокумент17 страницContent: - Measurements of Various PropertiesShubhamGuptaОценок пока нет
- Facts at Your Fingertips-200812-Fluid FlowДокумент1 страницаFacts at Your Fingertips-200812-Fluid Flowonizuka-t2263Оценок пока нет
- Ch3 A PressureДокумент18 страницCh3 A Pressureعمر محمد مقداديОценок пока нет
- Fundamentals of Compressible Flows in Pipelines: Dr. Ahmed Elmekawy Fall 2018Документ74 страницыFundamentals of Compressible Flows in Pipelines: Dr. Ahmed Elmekawy Fall 2018Tamunoiboumie ElijahОценок пока нет
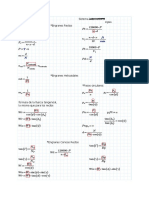
- Fluid DerivationsДокумент22 страницыFluid Derivations21M248 - SIBI SELVAN CОценок пока нет
- England P3Документ29 страницEngland P3Rahim BuxОценок пока нет
- Kuliah-6 MekFlu1Документ78 страницKuliah-6 MekFlu1Rezky PrasetyajiОценок пока нет
- Pressure Transient AnalysisДокумент27 страницPressure Transient Analysisbayu anggaraОценок пока нет
- Analysis and Design of Analog Integrated Circuits Frequency Response of AmplifiersДокумент22 страницыAnalysis and Design of Analog Integrated Circuits Frequency Response of AmplifiersAndrea FasatoОценок пока нет
- SI Heat 4e Chap08 Lecture-1Документ80 страницSI Heat 4e Chap08 Lecture-1Aiena AzlanОценок пока нет
- LEC 02-03.introduction To Neutron Transport TheoryДокумент21 страницаLEC 02-03.introduction To Neutron Transport Theorykhurram mehboobОценок пока нет
- REGISTROS ELCTRICOS - EspesoresДокумент16 страницREGISTROS ELCTRICOS - EspesoresMitsúMilagrosToroSayasОценок пока нет
- Sensors - Resistive SensorsДокумент43 страницыSensors - Resistive Sensors김수헌Оценок пока нет
- Pipe FlowДокумент25 страницPipe Flownmgcarmo100% (1)
- Flow Past Immersed Objects: Drag and Drag CoefficientsДокумент11 страницFlow Past Immersed Objects: Drag and Drag CoefficientsYulia T RahkadimaОценок пока нет
- KW RPM MM FT Min T N N: Internacional InglesДокумент2 страницыKW RPM MM FT Min T N N: Internacional InglesAdriana Elorza RamosОценок пока нет
- Fluid StaticsДокумент37 страницFluid StaticsJemuel FloresОценок пока нет
- Effect of Mistuning On Vibration Turbo-Machine Blades Induced by WakesДокумент7 страницEffect of Mistuning On Vibration Turbo-Machine Blades Induced by WakesChiara GastaldiОценок пока нет
- 6transmission LinesssssssssssssssДокумент2 страницы6transmission LinesssssssssssssssIan Neil LaenoОценок пока нет
- JavaProp Users GuideДокумент69 страницJavaProp Users GuideNurhayyan Halim RosidОценок пока нет
- Capillary RheometerДокумент11 страницCapillary Rheometercitadel811Оценок пока нет
- 40919-02 LIfting LugДокумент12 страниц40919-02 LIfting Lugkarthickeyanclass4Оценок пока нет
- Kmu3011kim Tep Muh-I-19102020Документ39 страницKmu3011kim Tep Muh-I-19102020Faruk ToksoyОценок пока нет
- Design of Journal Bearings (Week 9-10)Документ54 страницыDesign of Journal Bearings (Week 9-10)Muhammad Zohaib AliОценок пока нет
- 11 - Gas-Liquid MixingДокумент56 страниц11 - Gas-Liquid MixingHamza AliОценок пока нет
- Lec - 14 Electric CircutДокумент38 страницLec - 14 Electric CircutAbdullah AlshihriОценок пока нет
- UNIT 3 (EMI) Part 1Документ25 страницUNIT 3 (EMI) Part 1ShivaniОценок пока нет
- 2 006 FA13 Eqn Sheet v1Документ13 страниц2 006 FA13 Eqn Sheet v1MH MerhiОценок пока нет
- ME304 1 Introduction Diff AnalysisДокумент20 страницME304 1 Introduction Diff AnalysisSilver BlazeОценок пока нет
- Aic Lec 08 Freq1 v01Документ46 страницAic Lec 08 Freq1 v01Mustafa NasserОценок пока нет
- Simulating The First Steps of A Walking Hexapod RobotДокумент71 страницаSimulating The First Steps of A Walking Hexapod Robotbahamut518Оценок пока нет
- Report-Slot FlowДокумент20 страницReport-Slot Flowbil LuОценок пока нет
- Bolt Selection - NT BOLT G9 V15Документ8 страницBolt Selection - NT BOLT G9 V15Choa Pei ShuangОценок пока нет
- (8.4) Drilling Hydraulics FormulaeДокумент3 страницы(8.4) Drilling Hydraulics FormulaeTsani SabilaОценок пока нет
- Lifting Lug Calc1Документ12 страницLifting Lug Calc1Rajasekar MeghanadhОценок пока нет
- ECE 6401: MEMS Design & Micromachining: Engineering Mechanics For Microsystem DesignДокумент18 страницECE 6401: MEMS Design & Micromachining: Engineering Mechanics For Microsystem DesignAbcОценок пока нет
- 1.-Pressure Loss Calculation Routine, For Water: Pipe - Imp - CS - Dext - DNДокумент7 страниц1.-Pressure Loss Calculation Routine, For Water: Pipe - Imp - CS - Dext - DNanto3harrish3fdoОценок пока нет
- Unit IV ConvectionДокумент88 страницUnit IV ConvectionSyed YousufuddinОценок пока нет
- IC 202324 01 Looking Into A NodeДокумент19 страницIC 202324 01 Looking Into A NodeSahan NishshankaОценок пока нет
- Fact at Your Finger TipsДокумент2 страницыFact at Your Finger TipsboyzbrilliantОценок пока нет
- Chapter 5 Well Testing (III) : Weibo Sui PH.D, Associate Professor College of Petroleum Engineering, CUPBДокумент64 страницыChapter 5 Well Testing (III) : Weibo Sui PH.D, Associate Professor College of Petroleum Engineering, CUPBLyes BouhenikaОценок пока нет
- 8.2 - Fully Developed Laminar FlowДокумент5 страниц8.2 - Fully Developed Laminar FlowOlusegun OwoeyeОценок пока нет
- Basic Formulas AcousticsДокумент16 страницBasic Formulas Acousticssmani170100% (1)
- Chapter 3 Fluid MechanicsДокумент103 страницыChapter 3 Fluid Mechanicsroba rrОценок пока нет
- A Study of Autorotating Plant Seeds - 2015 - Journal of Theoretical BiologyДокумент7 страницA Study of Autorotating Plant Seeds - 2015 - Journal of Theoretical BiologyyogeshОценок пока нет
- Scan-Speak Technote01 TS-measurementДокумент5 страницScan-Speak Technote01 TS-measurementVladimir SimicОценок пока нет
- Authors: T. Marhaendrajana, Texas A&M U. N.J. Kaczorowski, Exxonmobil (Indonesia) T.A. Blasingame, Texas A&M UДокумент43 страницыAuthors: T. Marhaendrajana, Texas A&M U. N.J. Kaczorowski, Exxonmobil (Indonesia) T.A. Blasingame, Texas A&M UJhery QuirogaОценок пока нет
- Data Generator Dan TrafoДокумент3 страницыData Generator Dan TrafobudiОценок пока нет
- ChE354 StaticsДокумент32 страницыChE354 Staticsosborne kachajeОценок пока нет
- EquationsДокумент2 страницыEquationsRahul ShindeОценок пока нет
- CE202 2020 HM Part III SlidesДокумент50 страницCE202 2020 HM Part III SlidesVisal PiscelОценок пока нет
- The Hong Kong Polytechnic University Department of Building Environment and Energy EngineeringДокумент24 страницыThe Hong Kong Polytechnic University Department of Building Environment and Energy Engineeringtsz hin chengОценок пока нет
- API 6a - 16a Drift Dia For Individual Valves - Christmas Trees and Drill-Through EquipmentДокумент1 страницаAPI 6a - 16a Drift Dia For Individual Valves - Christmas Trees and Drill-Through Equipmentw2jstpm9swОценок пока нет
- Basic AerodynamicsДокумент43 страницыBasic AerodynamicsSagar LEMONIACОценок пока нет
- Tube To TubeSheet Weld Analysis - Final ReportДокумент14 страницTube To TubeSheet Weld Analysis - Final ReportAdil JelaniОценок пока нет
- CHM2 Q3 0202 Phase DiagramsДокумент27 страницCHM2 Q3 0202 Phase DiagramsKyu AmeriОценок пока нет
- Chhabra Thermal Power StationДокумент18 страницChhabra Thermal Power StationAmit Agarwal100% (1)
- Petrophysics PcRI Journal (2014)Документ7 страницPetrophysics PcRI Journal (2014)Moustafader DernaikaОценок пока нет
- 6-44-0012 Rev 4-FABRICATION AND ERECTION OF PIPING PDFДокумент15 страниц6-44-0012 Rev 4-FABRICATION AND ERECTION OF PIPING PDFsumit tiwariОценок пока нет
- Manual Eaton Hydraulic Systems Transit Mixers Concrete Applications Components Hydrostatic Gearbox Pumps Fluids PDFДокумент24 страницыManual Eaton Hydraulic Systems Transit Mixers Concrete Applications Components Hydrostatic Gearbox Pumps Fluids PDFSabah100% (1)
- Pipeline Engineering (Unit 1) Lecture 1Документ38 страницPipeline Engineering (Unit 1) Lecture 1Montu Patel100% (1)
- Water Supply and Hydraulic StructureДокумент16 страницWater Supply and Hydraulic Structurekenji belanizoОценок пока нет
- Temperature ControlДокумент11 страницTemperature ControlTasawwur TahirОценок пока нет
- 1 s2.0 S0263876220301696 MainДокумент15 страниц1 s2.0 S0263876220301696 MainSayan HalderОценок пока нет
- Ventilation SystemДокумент41 страницаVentilation SystemzeontitanОценок пока нет
- Mckee Aqua Purified Refilling StationДокумент3 страницыMckee Aqua Purified Refilling StationPaw LabadiaОценок пока нет
- Chapter 61447729098970692523Документ87 страницChapter 61447729098970692523Sandesh KhadkaОценок пока нет
- Prextherm RSH EngДокумент8 страницPrextherm RSH EngPeter HristovОценок пока нет
- Engineering Design & Specifications of Cyclone Separator: June 2014Документ7 страницEngineering Design & Specifications of Cyclone Separator: June 2014rodgerОценок пока нет
- ENGINEERING DESIGN GUIDELINE-Relief Valves - Rev 02 PDFДокумент30 страницENGINEERING DESIGN GUIDELINE-Relief Valves - Rev 02 PDFhappale2002Оценок пока нет
- Instruction and Maintenance Manual: IndexДокумент11 страницInstruction and Maintenance Manual: IndexskodgeОценок пока нет
- Physics Project Class 11Документ18 страницPhysics Project Class 11Aarya Rajesh71% (55)
- Example Hydraulic Calculation For HR (With NOTE)Документ1 страницаExample Hydraulic Calculation For HR (With NOTE)Jevarajan GanasanОценок пока нет
- Heat TransferДокумент32 страницыHeat TransferHassanKMОценок пока нет
- Technical Data Sheet F6200L+ZD6N-S150Документ2 страницыTechnical Data Sheet F6200L+ZD6N-S150fernandoperdomo20-1Оценок пока нет
- Pulsation Bottle SizingДокумент2 страницыPulsation Bottle SizingEnrique CaroОценок пока нет
- Flares ImДокумент25 страницFlares ImBaba JohnehОценок пока нет
- Submerged Pile DesignДокумент2 страницыSubmerged Pile Designanirban dasОценок пока нет
- Amtrol HandbookДокумент112 страницAmtrol HandbookKokchuan WangОценок пока нет
- SPE-173598-MS A Simplified Approach To Sizing 2 and 3 Phase Separators PDFДокумент21 страницаSPE-173598-MS A Simplified Approach To Sizing 2 and 3 Phase Separators PDFRicardo VargasОценок пока нет
- Flow of Fluids 2010 SpecialДокумент1 страницаFlow of Fluids 2010 SpecialroxetteОценок пока нет