Вам также может понравиться
- A Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesОт EverandA Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesРейтинг: 4 из 5 звезд4/5 (1)
- Introduction - Definition of Rolling ProcessДокумент7 страницIntroduction - Definition of Rolling ProcessEloisa Nher HipolitoОценок пока нет
- Chapter 3, FormingДокумент126 страницChapter 3, Formingmohammed BalfaqaihОценок пока нет
- Unit 2: Heat Treatment ProcessesДокумент53 страницыUnit 2: Heat Treatment ProcessesAmit KumarОценок пока нет
- Contoh JurnalДокумент4 страницыContoh JurnalLely DauphinОценок пока нет
- Forging Temperature: Beg N of ForgingДокумент2 страницыForging Temperature: Beg N of ForgingAdib RizqullohОценок пока нет
- 23-Ladle & Die CastingДокумент3 страницы23-Ladle & Die Castingvendi supendiОценок пока нет
- BeatingДокумент1 страницаBeatingAdib RizqullohОценок пока нет
- Rollng ProcessДокумент37 страницRollng ProcessagniflameОценок пока нет
- Heat TreatmentДокумент59 страницHeat TreatmentSukhwinder Singh GillОценок пока нет
- Metal Forming Process: Unit IIДокумент89 страницMetal Forming Process: Unit IIgiriaj kokareОценок пока нет
- Bulk Deformation Processes in MetalworkingДокумент20 страницBulk Deformation Processes in MetalworkingKevin Mo KorirhillaОценок пока нет
- Heat TreatmentДокумент44 страницыHeat TreatmentMEB05 Kishyon KumarОценок пока нет
- MET167Документ15 страницMET167Fabiano, Jr. BarcenalОценок пока нет
- Material Technology: Diploma Mechanical Engineering Semester: 3Документ26 страницMaterial Technology: Diploma Mechanical Engineering Semester: 3Deepakraj SolankiОценок пока нет
- Rolling and Forging of Metals: Kurt Sorenson Derek Benavidez Colin Evans Steven BestДокумент50 страницRolling and Forging of Metals: Kurt Sorenson Derek Benavidez Colin Evans Steven BestprashantОценок пока нет
- Heat Treatment of SteelsДокумент162 страницыHeat Treatment of SteelsINSTECH ConsultingОценок пока нет
- 10921688 (1).pptДокумент16 страниц10921688 (1).ppttraceminiОценок пока нет
- Experiment-3: Study of Microstructure and Hardness Profile of Mild Steel Bar During Hot Rolling (Interrupted) 1. AIMДокумент5 страницExperiment-3: Study of Microstructure and Hardness Profile of Mild Steel Bar During Hot Rolling (Interrupted) 1. AIMSudhakar LavuriОценок пока нет
- Unit-3, Metal Froming ProcessДокумент83 страницыUnit-3, Metal Froming ProcessMudit MaheshwariОценок пока нет
- Rolling For ClassДокумент49 страницRolling For ClassNABIL HUSSAINОценок пока нет
- Forming PDFДокумент23 страницыForming PDFsivaОценок пока нет
- Cylindrical Roller BeaДокумент6 страницCylindrical Roller Beasatish kumar reddyОценок пока нет
- QuintSonic 7 E Okt 7Документ6 страницQuintSonic 7 E Okt 7Sivasankar JeyabaskaranОценок пока нет
- Improving C1023 Manufacturability: Using Two-Step Heat TreatmentДокумент5 страницImproving C1023 Manufacturability: Using Two-Step Heat TreatmentAnonymous PJP78mSxОценок пока нет
- #Conclave of Rolling Processes#: Malaviya National Institute of Technology JaipurДокумент57 страниц#Conclave of Rolling Processes#: Malaviya National Institute of Technology JaipurAnup MauryaОценок пока нет
- Bulk Deformation Processes in Metal WorkingДокумент83 страницыBulk Deformation Processes in Metal WorkingMr-Mk MughalОценок пока нет
- Techniques & Tips: For Electric KilnsДокумент18 страницTechniques & Tips: For Electric KilnsJose Eduardo GaleanoОценок пока нет
- Le ForgeageДокумент30 страницLe Forgeagehamza EL ALAOUIОценок пока нет
- Annealing of Aluminum and Its Alloys: Ju Rgen Hirsch, Hydro Aluminium Rolled Products GMBH-R&DДокумент11 страницAnnealing of Aluminum and Its Alloys: Ju Rgen Hirsch, Hydro Aluminium Rolled Products GMBH-R&DAmin AminiОценок пока нет
- MEM560 Chapter 3 NotesДокумент115 страницMEM560 Chapter 3 NotesIrfanОценок пока нет
- Introduction To Heat Treating Nonferrous MetalsДокумент7 страницIntroduction To Heat Treating Nonferrous MetalsDenis Yasmin AlineОценок пока нет
- Metal Reheat Furnaces: Temperature Measurements inДокумент5 страницMetal Reheat Furnaces: Temperature Measurements intruongtxОценок пока нет
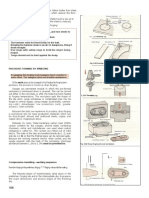
- Of The Workplace Is Increased: Together. The Ram Mounted On TheДокумент1 страницаOf The Workplace Is Increased: Together. The Ram Mounted On TheAdib RizqullohОценок пока нет
- The Heart of Operations - World Cement - 02-2015Документ4 страницыThe Heart of Operations - World Cement - 02-2015fetniОценок пока нет
- Lecture 2 Continuous CastingДокумент41 страницаLecture 2 Continuous Castingnoahshredx13Оценок пока нет
- Manufacturing Process of Rolling Element Bearing NewДокумент26 страницManufacturing Process of Rolling Element Bearing NewRamakanth P JoshiОценок пока нет
- Seminae Report On-Rolling Method Presented by Dwitikrishna Sahoo Branch-Mechanical Regd No-L17152004007 Semester-6thДокумент22 страницыSeminae Report On-Rolling Method Presented by Dwitikrishna Sahoo Branch-Mechanical Regd No-L17152004007 Semester-6thSid Bro SidОценок пока нет
- Heat Treatment of Steels: (I) (Ii) (Iii)Документ32 страницыHeat Treatment of Steels: (I) (Ii) (Iii)Srushti MОценок пока нет
- Assel Mill SMS MeerДокумент8 страницAssel Mill SMS MeerBhavsar KaushalОценок пока нет
- Rolling of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarДокумент18 страницRolling of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarAdityasinh Desai100% (1)
- KGP Flamme Stright For BEI 221016Документ4 страницыKGP Flamme Stright For BEI 221016oomoomОценок пока нет
- PT R19 - Unit-5Документ20 страницPT R19 - Unit-5C MohanОценок пока нет
- Heat Treatment 7Документ12 страницHeat Treatment 7watersoul.nОценок пока нет
- Processing of Aerospace Materials I (ME772) : Solid Solution Strengthening, Grain Boundary Strengthening SofteningДокумент23 страницыProcessing of Aerospace Materials I (ME772) : Solid Solution Strengthening, Grain Boundary Strengthening SofteningB RITHIKAОценок пока нет
- Bulk Deformation AssignmentДокумент9 страницBulk Deformation AssignmentMuhammad FasihОценок пока нет
- Heat Guide 1Документ20 страницHeat Guide 1Nickesh ShahОценок пока нет
- RollingДокумент54 страницыRollingavutu_kunduru100% (1)
- Metal Forming 1Документ36 страницMetal Forming 1Ilyana Sahira Murizan0% (1)
- Cambering Steel Beams: DefinitionsДокумент7 страницCambering Steel Beams: DefinitionsOswaldo SuárezОценок пока нет
- Production TechnologyДокумент70 страницProduction Technologybabulsethi1567Оценок пока нет
- Heat Treatment of Metals PDFДокумент12 страницHeat Treatment of Metals PDFAzize RazamОценок пока нет
- Asad ProbationДокумент22 страницыAsad Probationengrasadullah000Оценок пока нет
- Recovery, Recrystallization and Grain GrowthДокумент13 страницRecovery, Recrystallization and Grain GrowthngОценок пока нет
- Ch4 ReviewДокумент28 страницCh4 ReviewAnson ChanОценок пока нет
- UNIT - I Short Notes Metal FormingДокумент31 страницаUNIT - I Short Notes Metal FormingSHAIK BAJI50% (2)
- Blacksmithy Shop: By: Manoj YadavДокумент49 страницBlacksmithy Shop: By: Manoj YadavvijaykumarОценок пока нет
- Review of LadleДокумент6 страницReview of LadlezsmithОценок пока нет
- Tronforever PDFДокумент8 страницTronforever PDFAdib RizqullohОценок пока нет
- Tugas Bahasa Inggris: Skyscrapers ProjectДокумент10 страницTugas Bahasa Inggris: Skyscrapers ProjectAdib RizqullohОценок пока нет
- Muhammad Tunggal Rifat Case StudyДокумент5 страницMuhammad Tunggal Rifat Case StudyAdib RizqullohОценок пока нет
- Tronforever PDFДокумент8 страницTronforever PDFAdib RizqullohОценок пока нет
- PJJ Mechanical FastenerДокумент14 страницPJJ Mechanical FastenerAdib RizqullohОценок пока нет
- Homework Michael X FarhanДокумент7 страницHomework Michael X FarhanAdib RizqullohОценок пока нет
- Name: Lutfi Syahlani (2002311046) Class: TM 1BДокумент2 страницыName: Lutfi Syahlani (2002311046) Class: TM 1BAdib RizqullohОценок пока нет
- Engineering and Equipment ExerciseДокумент4 страницыEngineering and Equipment ExerciseAdib RizqullohОценок пока нет
- Singular Plural Singular Plural: and PronounsДокумент22 страницыSingular Plural Singular Plural: and PronounsAdib RizqullohОценок пока нет
- Jadwal Praktek Bengkel 1B PDFДокумент2 страницыJadwal Praktek Bengkel 1B PDFAdib RizqullohОценок пока нет
- Journal ReviewДокумент4 страницыJournal ReviewAdib RizqullohОценок пока нет
- Of The Workplace Is Increased: Together. The Ram Mounted On TheДокумент1 страницаOf The Workplace Is Increased: Together. The Ram Mounted On TheAdib RizqullohОценок пока нет
- English: Adib Rizqulloh Xii Automotive AДокумент7 страницEnglish: Adib Rizqulloh Xii Automotive AAdib RizqullohОценок пока нет
- Simulation XДокумент7 страницSimulation XAdib RizqullohОценок пока нет
- BeatingДокумент1 страницаBeatingAdib RizqullohОценок пока нет
- Daftar Hadir Mahasiswa ME-1BДокумент1 страницаDaftar Hadir Mahasiswa ME-1BAdib RizqullohОценок пока нет
- Jadwal Praktek Bengkel 1BДокумент2 страницыJadwal Praktek Bengkel 1BAdib RizqullohОценок пока нет
- Name: Adib Rizqulloh Srisadono Class: Mechanical Engineering 1BДокумент3 страницыName: Adib Rizqulloh Srisadono Class: Mechanical Engineering 1BAdib RizqullohОценок пока нет
- Group 7Документ12 страницGroup 7Adib RizqullohОценок пока нет
- Informasi Ruangan BM Kosong: SMK Negeri 52 JakartaДокумент7 страницInformasi Ruangan BM Kosong: SMK Negeri 52 JakartaAdib Rizqulloh100% (1)
- LPJ BaksosДокумент8 страницLPJ BaksosAdib RizqullohОценок пока нет
- 2181355g 2 3 PDFДокумент32 страницы2181355g 2 3 PDFPraxedes PxОценок пока нет
- Carborundum Universal Ltd. (CUMI) : HistoryДокумент3 страницыCarborundum Universal Ltd. (CUMI) : HistoryNavjot SidhuОценок пока нет
- Indraero Siren 120 050 00Документ40 страницIndraero Siren 120 050 00bobbyflorezОценок пока нет
- Sika RaintiteДокумент3 страницыSika RaintiteHoneyОценок пока нет
- Layered ShellДокумент2 страницыLayered ShellhernyvargasОценок пока нет
- Repair Procedure Slug CatcherДокумент4 страницыRepair Procedure Slug Catchershabbir626100% (1)
- Safety of Chlorine ProductionДокумент12 страницSafety of Chlorine ProductionAmin Heidary100% (1)
- 3.1method Statment For Installation of Fire Protection System FinalДокумент31 страница3.1method Statment For Installation of Fire Protection System Finalمقاول تكييف كهرباء وصحيОценок пока нет
- Irrigation Department: Government of Khyber PakhtunkhwaДокумент4 страницыIrrigation Department: Government of Khyber Pakhtunkhwaalamgir BachaОценок пока нет
- Chapter 1 7Документ76 страницChapter 1 7Ian ReyesОценок пока нет
- VentPro CatalogueДокумент26 страницVentPro Cataloguesamiransw2014Оценок пока нет
- Chapter 1: Overview of Apple Inc 1.1. Introduction To General Information of Apple IncДокумент8 страницChapter 1: Overview of Apple Inc 1.1. Introduction To General Information of Apple IncLinh LêОценок пока нет
- 2011 05 01 The Ringscaff Erection Manual Complete PDFДокумент88 страниц2011 05 01 The Ringscaff Erection Manual Complete PDFTufano Grosso100% (1)
- Honeywell 221508a Modutrol IV Resistor BoardДокумент2 страницыHoneywell 221508a Modutrol IV Resistor BoardFeli AlcoserОценок пока нет
- Formal Report EXP 5 Thin Layer Chromatography of Siling Labuyo ExtractДокумент3 страницыFormal Report EXP 5 Thin Layer Chromatography of Siling Labuyo ExtractJan Eric Balete0% (1)
- Selecting Non-Metallic Com-Ponents For API Separators: Water SolutionsДокумент1 страницаSelecting Non-Metallic Com-Ponents For API Separators: Water SolutionsGladys Gabriela Quispe RamosОценок пока нет
- Chemistry Folio Manufacture Substance in IndustryДокумент23 страницыChemistry Folio Manufacture Substance in Industryseela gunalanОценок пока нет
- CSP Concrete Form OilДокумент10 страницCSP Concrete Form Oilherry prasetyoОценок пока нет
- Building Services - ThermodynamicsДокумент108 страницBuilding Services - ThermodynamicsDevansh MehtaОценок пока нет
- Public Area CleaningДокумент16 страницPublic Area Cleaningnitty loveОценок пока нет
- 916 - Pneumatic Pressure Test Pump PDFДокумент1 страница916 - Pneumatic Pressure Test Pump PDFJokoSusiloОценок пока нет
- Technical Specification Supply Delivery and Installation of Furniture and Fixtures For The MARINA Building in The Cities of Iloilo and Bacolod PDFДокумент5 страницTechnical Specification Supply Delivery and Installation of Furniture and Fixtures For The MARINA Building in The Cities of Iloilo and Bacolod PDFSusie Vanguardia100% (1)
- Cableado IndustrialДокумент16 страницCableado IndustrialzerohuntercodeОценок пока нет
- EasyShrink® 20 OPERATING INSTRUCTIONS SHRINKFITДокумент62 страницыEasyShrink® 20 OPERATING INSTRUCTIONS SHRINKFITBasarabeanu50% (2)
- Service Manual 38cvur13!16!42cvur13 16Документ104 страницыService Manual 38cvur13!16!42cvur13 16Leo De ocampoОценок пока нет
- Design, Construction and Testing of A Zeolite-Water Solar Adsorption RefrigeratorДокумент128 страницDesign, Construction and Testing of A Zeolite-Water Solar Adsorption Refrigeratortechfi50% (2)
- Trinic GFRC Mix Design CalculatorДокумент6 страницTrinic GFRC Mix Design CalculatorJonathan SanchezОценок пока нет
- R9500 enДокумент1 страницаR9500 enSwapnil UbaleОценок пока нет
- Dictionary of Car TermsДокумент9 страницDictionary of Car TermsrajmehaОценок пока нет
- Eberle&PowerДокумент64 страницыEberle&PowerRaphael CubrickОценок пока нет