Вам также может понравиться
- StarLAN Technology ReportОт EverandStarLAN Technology ReportРейтинг: 3 из 5 звезд3/5 (1)
- 1 Design Basis 1.1 Material and Properties 1.1 Material and PropertiesДокумент17 страниц1 Design Basis 1.1 Material and Properties 1.1 Material and PropertiesDarshan PanchalОценок пока нет
- PurlinДокумент3 страницыPurlinkeshab npnОценок пока нет
- 1 Design Basis 1.1 Material and Properties 1.1 Material and PropertiesДокумент20 страниц1 Design Basis 1.1 Material and Properties 1.1 Material and PropertiesDarshan PanchalОценок пока нет
- ETABS Steel Frame Design: ETABS 20.3.0 License # 1844D8FY33V4ZNYДокумент2 страницыETABS Steel Frame Design: ETABS 20.3.0 License # 1844D8FY33V4ZNYTravel DiariesОценок пока нет
- Autodesk Robot Structural Analysis Professional 2019 Author: File: SWISS MEZZANINE v1.1.rtd Address: Project: SWISS MEZZANINE v1.1Документ4 страницыAutodesk Robot Structural Analysis Professional 2019 Author: File: SWISS MEZZANINE v1.1.rtd Address: Project: SWISS MEZZANINE v1.1Dimo SiderovОценок пока нет
- ETABS Composite Column Design: ETABS 18.0.2 License # 1PJPHBGNRCE4GAWДокумент2 страницыETABS Composite Column Design: ETABS 18.0.2 License # 1PJPHBGNRCE4GAWIvan PorrasОценок пока нет
- Conceptual Design of Plem StructureДокумент13 страницConceptual Design of Plem StructureFandy SipataОценок пока нет
- Stand Jack CalculationДокумент6 страницStand Jack Calculationageng sakokoОценок пока нет
- Project Proposed 2 Cell Box Culvert Title Design of 2 Cell Box CulvertДокумент31 страницаProject Proposed 2 Cell Box Culvert Title Design of 2 Cell Box CulvertSudip ShresthaОценок пока нет
- Autodesk Robot Structural Analysis Professional 2019 Author: File: Address: Project: StructureДокумент4 страницыAutodesk Robot Structural Analysis Professional 2019 Author: File: Address: Project: StructureJocОценок пока нет
- Blast Resistance Design WallДокумент8 страницBlast Resistance Design WalljatinОценок пока нет
- 1 Design Basis 1.1 Material and Properties 1.1 Material and PropertiesДокумент40 страниц1 Design Basis 1.1 Material and Properties 1.1 Material and PropertiesDarshan PanchalОценок пока нет
- A. Check For Compression: DESIGN USING ASME BTH1-2005 - Code For LiftingДокумент5 страницA. Check For Compression: DESIGN USING ASME BTH1-2005 - Code For LiftingDhanraj VasanthОценок пока нет
- COLUMNAДокумент3 страницыCOLUMNAEduardo José Torres SierraОценок пока нет
- Autodesk Robot Structural Analysis Professional 2019 Author: File: SWISS MEZZANINE v1.1.rtd Address: Project: SWISS MEZZANINE v1.1Документ3 страницыAutodesk Robot Structural Analysis Professional 2019 Author: File: SWISS MEZZANINE v1.1.rtd Address: Project: SWISS MEZZANINE v1.1Dimo SiderovОценок пока нет
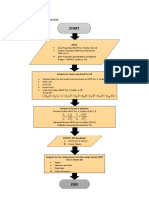
- Start: Design Flow Chart For Structural SteelДокумент5 страницStart: Design Flow Chart For Structural SteelEllie SantosОценок пока нет
- Structure Design Report - Skid Structure - Staircase - R0Документ27 страницStructure Design Report - Skid Structure - Staircase - R0Aditya JainОценок пока нет
- 1 Design Basis 1.1 Material and Properties 1.1 Material and PropertiesДокумент13 страниц1 Design Basis 1.1 Material and Properties 1.1 Material and PropertiesDarshan PanchalОценок пока нет
- Corbel Design Excel - Moment EffectДокумент5 страницCorbel Design Excel - Moment EffectVIJAY PARMARОценок пока нет
- ABS Fatigue Life Assessment 2014Документ1 страницаABS Fatigue Life Assessment 2014Fandy SipataОценок пока нет
- ETABS 2016 Steel Frame Design: Eurocode 3-2005 Steel Section Check (Strength Summary)Документ3 страницыETABS 2016 Steel Frame Design: Eurocode 3-2005 Steel Section Check (Strength Summary)tim_lim12Оценок пока нет
- Type 3Документ5 страницType 3geethkumaraОценок пока нет
- 䕔䵁吠䕂 - 14M CURVED POLE FATIGUE CHECKДокумент38 страниц䕔䵁吠䕂 - 14M CURVED POLE FATIGUE CHECKanammominОценок пока нет
- ETABS Steel Frame DesignДокумент3 страницыETABS Steel Frame DesignBishal KoiralaОценок пока нет
- Alloy C Shell Thickness CalculationДокумент9 страницAlloy C Shell Thickness Calculation9913489806Оценок пока нет
- Kekuatan Balok Bentang 2 MДокумент2 страницыKekuatan Balok Bentang 2 MTKGA22Muhammad Chandra Ar RakhaОценок пока нет
- Strap FootingДокумент2 страницыStrap FootingLloyd Ki'sОценок пока нет
- Column 2Документ2 страницыColumn 2Piyush MachhiОценок пока нет
- SKF Bearing SelectДокумент3 страницыSKF Bearing Selectmechanical09Оценок пока нет
- ETABS Steel Frame Design: AISC 360-10 Steel Section Check (Strength Summary)Документ2 страницыETABS Steel Frame Design: AISC 360-10 Steel Section Check (Strength Summary)Khaled Abdel SalamОценок пока нет
- Evo Design S.R.L.: Calculation SheetДокумент1 страницаEvo Design S.R.L.: Calculation SheetPK PKОценок пока нет
- Reference LoadДокумент2 страницыReference LoadAGE ENGINEERING CONSULTANCYОценок пока нет
- ETABS Concrete Frame DesignДокумент2 страницыETABS Concrete Frame DesignBishal KoiralaОценок пока нет
- ETABS Concrete Frame DesignДокумент2 страницыETABS Concrete Frame DesignPiyush MachhiОценок пока нет
- PURICASABLANCAДокумент100 страницPURICASABLANCAWasisОценок пока нет
- GBJ1Документ2 страницыGBJ1Ariel VicuñaОценок пока нет
- Foundation Calculation Sheet: Title DescriptionДокумент32 страницыFoundation Calculation Sheet: Title DescriptionkabyaОценок пока нет
- Code of Practice For Design Loads (Other Than Earthquake) For Buildings and StructuresДокумент60 страницCode of Practice For Design Loads (Other Than Earthquake) For Buildings and Structuresrashmi bhailaОценок пока нет
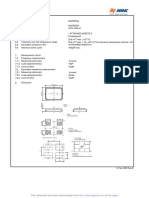
- Specification of Crystal Unit: This Datasheet Has Been Downloaded From at ThisДокумент2 страницыSpecification of Crystal Unit: This Datasheet Has Been Downloaded From at ThisSasha PkhidenkoОценок пока нет
- ETABS Steel Frame Design: ETABS 20.3.0 License # 1844D8FY33V4ZNYДокумент3 страницыETABS Steel Frame Design: ETABS 20.3.0 License # 1844D8FY33V4ZNYTravel DiariesОценок пока нет
- Calculation PDFДокумент126 страницCalculation PDFmohammed almahrooqiОценок пока нет
- ETABS Steel Frame Design: ETABS 19.0.0 License # 1W7PC63Q8FMTUFJДокумент2 страницыETABS Steel Frame Design: ETABS 19.0.0 License # 1W7PC63Q8FMTUFJEdson MendozaОценок пока нет
- ETABS 2016 Encased Composite Column Design: R y R e BДокумент2 страницыETABS 2016 Encased Composite Column Design: R y R e BAl-Fatih Kids ChannelОценок пока нет
- ETABS 2016 Concrete Frame Design: IS 456:2000 Column Section DesignДокумент2 страницыETABS 2016 Concrete Frame Design: IS 456:2000 Column Section DesignSamikshya ShahОценок пока нет
- Simply Supported Beam ExampleДокумент4 страницыSimply Supported Beam ExampleTruong Phuoc TriОценок пока нет
- Str. Design of TWO Pole STR and TFR Yard R1Документ17 страницStr. Design of TWO Pole STR and TFR Yard R1epe civil1Оценок пока нет
- Corbel Design Excel - Strut TieДокумент2 страницыCorbel Design Excel - Strut TieVIJAY PARMARОценок пока нет
- ETABS 2016 Steel Frame Design: ETABS 2016 16.0.3 License # 1HHQWJRLYZE9RNLДокумент3 страницыETABS 2016 Steel Frame Design: ETABS 2016 16.0.3 License # 1HHQWJRLYZE9RNLGsUpretiОценок пока нет
- ASME B31.4-Wall Thickness CalДокумент2 страницыASME B31.4-Wall Thickness CalBagus Sukoco Koco100% (1)
- 4V Drive NCH MOSFET: Data SheetДокумент6 страниц4V Drive NCH MOSFET: Data SheetAnonymous o8h9hX4PwKОценок пока нет
- BM 3.2.1 LRFD Deck DesignДокумент17 страницBM 3.2.1 LRFD Deck DesignShivanan SinghОценок пока нет
- Report. (Assignment 02)Документ9 страницReport. (Assignment 02)Abdul WahabОценок пока нет
- Gb1 Pump Room 13nov2013Документ3 страницыGb1 Pump Room 13nov2013Erickson MalicsiОценок пока нет
- ETABS Steel Frame Design: IS 800:2007 Steel Section Check (Strength Summary)Документ2 страницыETABS Steel Frame Design: IS 800:2007 Steel Section Check (Strength Summary)Abdul AzeemОценок пока нет
- KeyCE372AHW062018Rev PDFДокумент8 страницKeyCE372AHW062018Rev PDFAman Raj VermaОценок пока нет
- Varaible 2Документ2 страницыVaraible 2Ivan PorrasОценок пока нет
- Casing: Well Name: Well IntermediateДокумент1 страницаCasing: Well Name: Well IntermediateHassan ZakeriОценок пока нет
- Llightning Risk Ammo Ware HouseДокумент1 страницаLlightning Risk Ammo Ware HouseimranОценок пока нет
- Tie in With External Road: Aashto Design MethodДокумент3 страницыTie in With External Road: Aashto Design MethodravueОценок пока нет
- PDFДокумент16 страницPDFdang2172014Оценок пока нет
- wrc 예제2 PDFДокумент4 страницыwrc 예제2 PDFHyoungyoon John MoonОценок пока нет
- NGP 006 PCS 15.03 0012-10-00 Specification For Loading ArmsДокумент9 страницNGP 006 PCS 15.03 0012-10-00 Specification For Loading Armsm.shehreyar.khanОценок пока нет
- Saddle Support CstanДокумент19 страницSaddle Support CstanSiva baalanОценок пока нет
- Loading Arm SpecificationДокумент15 страницLoading Arm Specificationyinkaakins2001Оценок пока нет
- Weight Estimation of Vessels AppsДокумент26 страницWeight Estimation of Vessels Appsdhavalesh1Оценок пока нет
- Support Leg DesignДокумент4 страницыSupport Leg DesignSiva baalanОценок пока нет
- How To Calculate Flat Plate Thickness of Flat Bottom Storage TankДокумент3 страницыHow To Calculate Flat Plate Thickness of Flat Bottom Storage TankSiva baalanОценок пока нет
- BP Spec - Air Cooled Heat ExchangerДокумент46 страницBP Spec - Air Cooled Heat Exchangertlili-samir7290100% (2)
- Nozzle Loads WRC 107 Ver 1.1Документ5 страницNozzle Loads WRC 107 Ver 1.1Honey Tiwari75% (4)
- 26 Pressure Vessel.Документ21 страница26 Pressure Vessel.mishtinil93% (14)
- Weight Estimation of Vessels AppsДокумент26 страницWeight Estimation of Vessels Appsdhavalesh1Оценок пока нет
- Heat Exchanger Design Calculation EOR Condition Design InputsДокумент4 страницыHeat Exchanger Design Calculation EOR Condition Design InputsSiva baalanОценок пока нет
- Design of Saddle Support For Horizontal Pressure Vessel PDFДокумент5 страницDesign of Saddle Support For Horizontal Pressure Vessel PDFnizam1372100% (3)
- M. F. Sullivan: 9/27/2016 Dr. Sandor Somogyi 1Документ38 страницM. F. Sullivan: 9/27/2016 Dr. Sandor Somogyi 1Muhammad Haris BaigОценок пока нет
- PDFДокумент16 страницPDFdang2172014Оценок пока нет
- 2 5ProjectSupportSystemMay08Документ1 страница2 5ProjectSupportSystemMay08Siva baalanОценок пока нет
- M. F. Sullivan: 9/27/2016 Dr. Sandor Somogyi 1Документ38 страницM. F. Sullivan: 9/27/2016 Dr. Sandor Somogyi 1Muhammad Haris BaigОценок пока нет
- Wind-Seismic - Basic ConceptДокумент21 страницаWind-Seismic - Basic Conceptraja raniОценок пока нет
- Design of Saddle Support For Horizontal Pressure Vessel PDFДокумент5 страницDesign of Saddle Support For Horizontal Pressure Vessel PDFnizam1372100% (3)
- Dps-3-1206-013-E1782-A4-2 (Final)Документ449 страницDps-3-1206-013-E1782-A4-2 (Final)Siva baalanОценок пока нет
- PDFДокумент16 страницPDFdang2172014Оценок пока нет
- V Method As Per API 650 App KДокумент182 страницыV Method As Per API 650 App KSiva baalanОценок пока нет
- Base Plate & Anchor BoltДокумент40 страницBase Plate & Anchor BoltSiva baalanОценок пока нет
- Reference: AISC Anchor Chair /pressure Vessel Handbook by Moss and BasicДокумент3 страницыReference: AISC Anchor Chair /pressure Vessel Handbook by Moss and Basicswarnamalini0% (1)
- Wind Speed Calculation As Per SP-1275Документ7 страницWind Speed Calculation As Per SP-1275Siva baalanОценок пока нет
- API 653 Minimum Thk. CalculationДокумент1 страницаAPI 653 Minimum Thk. CalculationSiva baalan0% (1)
- API 650 Water Storage TankДокумент60 страницAPI 650 Water Storage TankHgagselim Selim100% (1)
- Storage Tank DesignДокумент21 страницаStorage Tank Designravi456compОценок пока нет
- Wind Seismic CalculationsДокумент3 страницыWind Seismic Calculationsraja raniОценок пока нет
- G) KFN /fli6 O Ejg +LXTF-@) Tyf LJSF Of) HGFX?DF Kx'Fro'Sttfsf) L:Yltú Dagwl Cwoog K - LTJ) BGДокумент38 страницG) KFN /fli6 O Ejg +LXTF-@) Tyf LJSF Of) HGFX?DF Kx'Fro'Sttfsf) L:Yltú Dagwl Cwoog K - LTJ) BGKiran Kumar AcharyaОценок пока нет
- HILTI Firestop Systems Specifiers GuideДокумент628 страницHILTI Firestop Systems Specifiers GuidewizaarzОценок пока нет
- Installation of Marble and Granite Tiles On FloorДокумент7 страницInstallation of Marble and Granite Tiles On FloorAleen Gamal Al-Dinji100% (2)
- DIN EN 1563 (2012.03) en ST - NДокумент1 страницаDIN EN 1563 (2012.03) en ST - NNayana NaikОценок пока нет
- DUIT™ 411™: General DescriptionДокумент2 страницыDUIT™ 411™: General DescriptionNiku SamarthОценок пока нет
- Materials Price PhilippinesДокумент150 страницMaterials Price Philippinesreynold67% (6)
- API 1104 2014 EditionДокумент17 страницAPI 1104 2014 EditionekkyОценок пока нет
- Coolmould ENДокумент8 страницCoolmould ENclanfraser.vtОценок пока нет
- Superduplex Stainless Steel Article-4Документ3 страницыSuperduplex Stainless Steel Article-4mengelito almonteОценок пока нет
- Recommended Practice For Glass Fiber Reinforced C MNL-128-01Документ106 страницRecommended Practice For Glass Fiber Reinforced C MNL-128-01Ayad Majeed100% (3)
- Sol-Gel Process, PDFДокумент4 страницыSol-Gel Process, PDFMrRulesGtaОценок пока нет
- Sanitary TubingДокумент2 страницыSanitary TubingfitiranОценок пока нет
- Consumable and Welding of Modified 9 Cr-1M0 Steel PDFДокумент4 страницыConsumable and Welding of Modified 9 Cr-1M0 Steel PDFmahmoud_allam3Оценок пока нет
- 06 Cleaning PDFДокумент40 страниц06 Cleaning PDFpambudi 24Оценок пока нет
- S29-30 THW2 Properties and BondingДокумент4 страницыS29-30 THW2 Properties and BondingjohnОценок пока нет
- Casein PDFДокумент3 страницыCasein PDFEasy ways2017Оценок пока нет
- Silicates - Part-2 - Multiple Choice Questions - Carbon Family - AdichemistryДокумент4 страницыSilicates - Part-2 - Multiple Choice Questions - Carbon Family - AdichemistryChayan Kundu100% (4)
- Determination of Hardness of WaterДокумент2 страницыDetermination of Hardness of WaterNitinSrivastavaОценок пока нет
- Review of Thermal Packaging Technologies For Automotive Power Electronics For Traction PurposesДокумент11 страницReview of Thermal Packaging Technologies For Automotive Power Electronics For Traction PurposessebjangОценок пока нет
- Technical Data: Santicizer 160Документ1 страницаTechnical Data: Santicizer 160sriatul2006Оценок пока нет
- History of Road DevelopmentДокумент4 страницыHistory of Road DevelopmentJhonny Wanky100% (1)
- Cathodic Disbondment Testing PDFДокумент1 страницаCathodic Disbondment Testing PDFMechWellОценок пока нет
- Pressure Vessel Plates, Alloy Steel, High-Strength, Quenched and TemperedДокумент3 страницыPressure Vessel Plates, Alloy Steel, High-Strength, Quenched and TemperedRoland CepedaОценок пока нет
- New Era PU FoamsДокумент32 страницыNew Era PU FoamsSiriluck NevestОценок пока нет
- Vibrational Studies of Na SO K SO Nahso and Khso Crystals: Azha - Periasamy, S.Muruganand and M.PalaniswamyДокумент9 страницVibrational Studies of Na SO K SO Nahso and Khso Crystals: Azha - Periasamy, S.Muruganand and M.PalaniswamyMelin YohanaОценок пока нет
- Cross-Lapping: It Is A Continuous Web Transfer M/c. The Web IsДокумент21 страницаCross-Lapping: It Is A Continuous Web Transfer M/c. The Web IsAbdul Mateen TahirОценок пока нет
- Waste Liquid NozzleДокумент4 страницыWaste Liquid Nozzlelbc123Оценок пока нет
- Grouting in PostДокумент7 страницGrouting in PostDeven PatleОценок пока нет
- Multiprep 200: Adhesion PromotionДокумент19 страницMultiprep 200: Adhesion PromotionNgô TrungОценок пока нет
- Building Control For Temp BuildingsДокумент31 страницаBuilding Control For Temp BuildingsLordM00nОценок пока нет