Вам также может понравиться
- High Voltage Direct Current Transmission: Converters, Systems and DC GridsОт EverandHigh Voltage Direct Current Transmission: Converters, Systems and DC GridsОценок пока нет
- Woodward Manual CompressДокумент35 страницWoodward Manual CompressRameez Ali FaridiОценок пока нет
- 1206a E70tag1Документ4 страницы1206a E70tag1Cristhian Choque100% (1)
- Xpower Blue II Service Manual enДокумент42 страницыXpower Blue II Service Manual enDonald SantanaОценок пока нет
- FDes Training ManualДокумент138 страницFDes Training ManualpmanotherОценок пока нет
- E14-S02 - 1 Design Requirement For Unit SubstationДокумент13 страницE14-S02 - 1 Design Requirement For Unit SubstationMuhammad IrfanОценок пока нет
- 120m AWBargeДокумент110 страниц120m AWBargeNicolas CardonaОценок пока нет
- CNC Plasma Cutting TayorДокумент18 страницCNC Plasma Cutting Tayorindo jasunОценок пока нет
- 5 MER - Bijlage 7Документ157 страниц5 MER - Bijlage 7adepomaОценок пока нет
- Scan APIДокумент183 страницыScan APIChitradeep Dutta RoyОценок пока нет
- BM MVS PIX STANDARD Installation Manual-Final DraftДокумент74 страницыBM MVS PIX STANDARD Installation Manual-Final Draftoktavianficky11Оценок пока нет
- BS7909 Completion CertificateДокумент1 страницаBS7909 Completion CertificateAlex ThrelfallОценок пока нет
- Trico CatalogoДокумент120 страницTrico CatalogoAndreina FajardoОценок пока нет
- Attachment 5 - CPDS Type Basic Design Guide 012512Документ45 страницAttachment 5 - CPDS Type Basic Design Guide 012512Glenn Adalia Bonita100% (1)
- 11 2016 TT-BKHDT 321899Документ105 страниц11 2016 TT-BKHDT 321899VIWASE - Phòng Hành chính Nhân sựОценок пока нет
- Corona TreaterДокумент34 страницыCorona Treaterreteng30000100% (1)
- DSE8620 MKII Operator Manual PDFДокумент222 страницыDSE8620 MKII Operator Manual PDFKleberson CarlosОценок пока нет
- A Quantitative Comparison of Central Inverters and String Inverters in Utility Scale Solar Systems in North AmericaДокумент11 страницA Quantitative Comparison of Central Inverters and String Inverters in Utility Scale Solar Systems in North AmericaykuscuОценок пока нет
- Understanding FIDIC EPC - Turnkey ContractДокумент2 страницыUnderstanding FIDIC EPC - Turnkey ContractMikiRoniWijaya100% (1)
- Electrical Preventive Maintenance of Air Circuit BreakersДокумент6 страницElectrical Preventive Maintenance of Air Circuit BreakersPierre Enrique Carrasco FuentesОценок пока нет
- FIDIC Golden PrinciplesДокумент14 страницFIDIC Golden PrinciplesdaliaОценок пока нет
- GM - Series PumpДокумент64 страницыGM - Series PumpTô Thiên ĐăngОценок пока нет
- Digital Servo Amplifier S701x2Документ164 страницыDigital Servo Amplifier S701x2Kiem Do Viet100% (1)
- SEPCOS Display VaДокумент46 страницSEPCOS Display Vakatak.chanОценок пока нет
- Monitoring and Control of Hydro Power PlantДокумент12 страницMonitoring and Control of Hydro Power PlantJoão Pedro Reis Lopes100% (1)
- 7SJ62-64 Manual AA V046401 UsДокумент715 страниц7SJ62-64 Manual AA V046401 UsstunnchuckОценок пока нет
- Molded Recloser: User'S ManualДокумент24 страницыMolded Recloser: User'S Manualjulitssa SarmientoОценок пока нет
- 5 ProtocolManual1010 BJДокумент118 страниц5 ProtocolManual1010 BJspider15891100% (1)
- Airtel Internet - G.R. InternationalДокумент14 страницAirtel Internet - G.R. InternationalThanga DuraiОценок пока нет
- BS 5000 IndexДокумент2 страницыBS 5000 IndexMohamed987Оценок пока нет
- 5102037E - 120 - User ManualTX, TXS, TXR PDFДокумент76 страниц5102037E - 120 - User ManualTX, TXS, TXR PDFAbhijeet SahuОценок пока нет
- Caddy Tig 2200i ACDC - Servicio - 0740800179 IN PDFДокумент64 страницыCaddy Tig 2200i ACDC - Servicio - 0740800179 IN PDFChristian AmayaОценок пока нет
- Operating Instructions Accessories Component Parts DC Pro Demag Chain HoistsДокумент144 страницыOperating Instructions Accessories Component Parts DC Pro Demag Chain HoistsAristideОценок пока нет
- C1100-D5B PMG PDFДокумент2 страницыC1100-D5B PMG PDFDaniel Krismantoro100% (2)
- Selco Genesis 260 ACDC ManualДокумент33 страницыSelco Genesis 260 ACDC Manualchris_verhey100% (1)
- Specification 50 or 60-400Hz Converter PDFДокумент19 страницSpecification 50 or 60-400Hz Converter PDFVijay BarreyОценок пока нет
- Seccionadores Pedestales - GW PDFДокумент18 страницSeccionadores Pedestales - GW PDFLuis GuardiaОценок пока нет
- NSX400... 630 LV432676Документ2 страницыNSX400... 630 LV432676alperahmethasanОценок пока нет
- ARC156 Wiring: Technical InstructionsДокумент15 страницARC156 Wiring: Technical InstructionsshariqisakОценок пока нет
- Branson Horn CatalogДокумент28 страницBranson Horn CatalogArtur Agi100% (1)
- MLE Complete Product Range 2015Документ86 страницMLE Complete Product Range 2015Suresh KotaОценок пока нет
- Valves Symbols P&IDДокумент9 страницValves Symbols P&IDGris PatyОценок пока нет
- TERZ 94OMManualRev0107 PDFДокумент66 страницTERZ 94OMManualRev0107 PDFRoberto Andres Vasquez Campusano75% (4)
- NSX 100-630 User ManualДокумент152 страницыNSX 100-630 User Manualagra04100% (1)
- Uk Steel CatalogueДокумент46 страницUk Steel CatalogueMusa AliОценок пока нет
- Spare Parts List: Origo Mig 400t / Origo Mig 500tДокумент15 страницSpare Parts List: Origo Mig 400t / Origo Mig 500tvio99usОценок пока нет
- Sans 10143Документ85 страницSans 10143BabalwaОценок пока нет
- Man FL10Документ54 страницыMan FL10BiljanaKovacevic100% (1)
- Vacon NXP HXL120 Cooling Unit Installation ManualДокумент60 страницVacon NXP HXL120 Cooling Unit Installation ManualTanuTiganuОценок пока нет
- 8DJH - ST, 12 KV Montaje en CubiculoДокумент112 страниц8DJH - ST, 12 KV Montaje en CubiculoSebastian Soto NacharОценок пока нет
- Cumuluspower™: User & Operation ManualДокумент94 страницыCumuluspower™: User & Operation ManualBoris Bondarenko100% (1)
- 3bhs821937 E01 Reve User Manual Wcu800Документ106 страниц3bhs821937 E01 Reve User Manual Wcu800Samuel MarpaungОценок пока нет
- KAT Series PDFДокумент27 страницKAT Series PDFRashel HasanОценок пока нет
- Above1kVInsulationsGuide BR en V01-DIG PDFДокумент40 страницAbove1kVInsulationsGuide BR en V01-DIG PDFIsrael JosueОценок пока нет
- Final Elctrical Sor 2015-16Документ92 страницыFinal Elctrical Sor 2015-16sdeepika_bОценок пока нет
- Breaker 3vt3 PDFДокумент66 страницBreaker 3vt3 PDFMIGUEL ROMEROОценок пока нет
- ER2 Owners ManualДокумент164 страницыER2 Owners ManualKito Canada100% (5)
- Esab LTN 255 Aristo-Tig 255Документ50 страницEsab LTN 255 Aristo-Tig 255federicoОценок пока нет
- ESAB Origo Mig 4002cw, 4002c, 5002cw, 5002c, 6502cw, 6502c Instruction ManualДокумент64 страницыESAB Origo Mig 4002cw, 4002c, 5002cw, 5002c, 6502cw, 6502c Instruction ManualToader MarcuОценок пока нет
- Esab LAR 500-630 Magma ServicemanualДокумент64 страницыEsab LAR 500-630 Magma ServicemanualTommy MellemstrandОценок пока нет
- DF08SДокумент1 страницаDF08Ssamasca_serbanОценок пока нет
- Pro 1Документ63 страницыPro 1samasca_serbanОценок пока нет
- 157 Pum-Si: Vishay BccomponentsДокумент10 страниц157 Pum-Si: Vishay Bccomponentssamasca_serbanОценок пока нет
- ACT512Документ6 страницACT512samasca_serbanОценок пока нет
- ST26C31B: CMOS Quad 3-State Differential Line DriverДокумент15 страницST26C31B: CMOS Quad 3-State Differential Line Driversamasca_serbanОценок пока нет
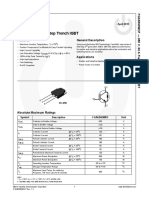
- FGA6560WDF FairchildSemiconductorДокумент9 страницFGA6560WDF FairchildSemiconductorsamasca_serbanОценок пока нет
- Diode Aparat SuduraДокумент4 страницыDiode Aparat Sudurasamasca_serbanОценок пока нет
- Esab LTG 160 Tigma 160Документ36 страницEsab LTG 160 Tigma 160samasca_serbanОценок пока нет
- JVC kw-v820bt, kw-v820btm Exploded View Parts ListДокумент41 страницаJVC kw-v820bt, kw-v820btm Exploded View Parts Listsamasca_serbanОценок пока нет
- 150FMG 152FMHДокумент12 страниц150FMG 152FMHsamasca_serban100% (1)
- TS 254 (00668000)Документ5 страницTS 254 (00668000)samasca_serbanОценок пока нет
- Whirlpool Awo D 41125 PDFДокумент29 страницWhirlpool Awo D 41125 PDFsamasca_serbanОценок пока нет
- Silicon NPN Triple Diffused: ApplicationДокумент5 страницSilicon NPN Triple Diffused: Applicationsamasca_serbanОценок пока нет
- 0463 267 001 GBДокумент22 страницы0463 267 001 GBsamasca_serbanОценок пока нет
- Pompa de Curent Continuu Laing PliantДокумент4 страницыPompa de Curent Continuu Laing Pliantsamasca_serbanОценок пока нет
- LM324, LM324A, LM224, LM2902, LM2902V, NCV2902 Single Supply Quad Operational AmplifiersДокумент12 страницLM324, LM324A, LM224, LM2902, LM2902V, NCV2902 Single Supply Quad Operational Amplifierssamasca_serbanОценок пока нет
- Piaggio Xevo 400 Workshop Manual PDFДокумент376 страницPiaggio Xevo 400 Workshop Manual PDFsamasca_serban100% (1)
- Opel Astra H - Radiator Fan Failure Engine Overheats PDFДокумент2 страницыOpel Astra H - Radiator Fan Failure Engine Overheats PDFsamasca_serbanОценок пока нет
- Ma en PDFДокумент21 страницаMa en PDFsamasca_serbanОценок пока нет
- Opel Astra H - Radiator Fan Failure Engine Overheats PDFДокумент2 страницыOpel Astra H - Radiator Fan Failure Engine Overheats PDFsamasca_serban50% (2)
- QS enДокумент96 страницQS ensamasca_serbanОценок пока нет
- NEC Table C Combined Conduit Types THHN XHHWДокумент4 страницыNEC Table C Combined Conduit Types THHN XHHWChristian Benedict SolomonОценок пока нет
- Installation & Maintenance Instructions: Series 8320Документ3 страницыInstallation & Maintenance Instructions: Series 8320Santiago JuradoОценок пока нет
- Especificação Técnica RM7800L1087 PDFДокумент36 страницEspecificação Técnica RM7800L1087 PDFpedro netoОценок пока нет
- Velpari Book 2Документ29 страницVelpari Book 2SureshGandhi Veerasamy0% (1)
- Electrical Design Basis - Rev 0Документ17 страницElectrical Design Basis - Rev 0DeepmalaJayeshОценок пока нет
- Manual - AR4 Travel TrackДокумент22 страницыManual - AR4 Travel TrackKshitijОценок пока нет
- IEEE Device Numbers and Functions For Switchgear ApparatusДокумент12 страницIEEE Device Numbers and Functions For Switchgear ApparatusSarah FrazierОценок пока нет
- Q22-084-BAIN COFFEE 2022-ETHIOPIA - PPD-30-Mar-R00Документ31 страницаQ22-084-BAIN COFFEE 2022-ETHIOPIA - PPD-30-Mar-R00I.M JayawickramaОценок пока нет
- QGH1336801 06Документ6 страницQGH1336801 06Saravanan RajaОценок пока нет
- Mlolongo Project Architectural PDFДокумент1 страницаMlolongo Project Architectural PDFNewtonОценок пока нет
- 1N5758-New Jersey SemiconductorДокумент1 страница1N5758-New Jersey SemiconductorJn SpnsОценок пока нет
- 02-Sedecal Instalacion HF IN1005R5iДокумент91 страница02-Sedecal Instalacion HF IN1005R5ijaime munozОценок пока нет
- Symbolgy Legend A-101 Keynotes Architectural Abbreviations: BID SET 04/30/09Документ39 страницSymbolgy Legend A-101 Keynotes Architectural Abbreviations: BID SET 04/30/09dawitgggОценок пока нет
- PW24Документ2 страницыPW24farid-00526475Оценок пока нет
- CM Dc9000-Eng-Int-DДокумент20 страницCM Dc9000-Eng-Int-DJavier CutipaОценок пока нет
- Centium (TM), Electronic, Fluorescent Ballast, Ballast Start Type RapidДокумент4 страницыCentium (TM), Electronic, Fluorescent Ballast, Ballast Start Type RapidAhmed GhreebОценок пока нет
- NE9000-8 Quick Installation GuideДокумент4 страницыNE9000-8 Quick Installation GuideoespanaОценок пока нет
- 1SBC100192C0206 - Main Catalog Motor Protection and Control - Ed July 2017 PDFДокумент860 страниц1SBC100192C0206 - Main Catalog Motor Protection and Control - Ed July 2017 PDFjoapmeОценок пока нет
- SBCM Project - 40W BK-18W BKДокумент1 страницаSBCM Project - 40W BK-18W BKsamОценок пока нет
- Linear Motor For Maglev TrainДокумент3 страницыLinear Motor For Maglev TrainSandeep ThakurОценок пока нет
- OCPT - Over-Current Protection Tester - tehniÄŤki PodaciДокумент2 страницыOCPT - Over-Current Protection Tester - tehniÄŤki PodacidomagojОценок пока нет
- Qatar Municipal Rules - EnglishДокумент26 страницQatar Municipal Rules - Englishpencildezign 45Оценок пока нет
- Electrical BSR 2009 CompleteДокумент109 страницElectrical BSR 2009 CompletesherubdОценок пока нет
- Grounding Systems: EM 1110-2-3006 30 Jun 94Документ4 страницыGrounding Systems: EM 1110-2-3006 30 Jun 94Rizwan RaoОценок пока нет
- TRuss PDFДокумент8 страницTRuss PDFAlok SarkarОценок пока нет
- Top Down MethodДокумент11 страницTop Down MethodsinlekmОценок пока нет
- Owner S and Operator S Manual: Vertical, Water-Cooled 4-Cycle Diesel EngineДокумент48 страницOwner S and Operator S Manual: Vertical, Water-Cooled 4-Cycle Diesel EnginethuanОценок пока нет
- RENR9769RENR9769-01 - SIS - PDF 992KДокумент31 страницаRENR9769RENR9769-01 - SIS - PDF 992KJuan Rafael Vilchez SanchezОценок пока нет
- Sangandaan General SpecificationsДокумент9 страницSangandaan General SpecificationsCarlo EloyОценок пока нет
- Voguebay Lifestyle Gallery BookДокумент83 страницыVoguebay Lifestyle Gallery BookKevinОценок пока нет