Вам также может понравиться
- Crane Engineering Data 1Документ56 страницCrane Engineering Data 1jerry666aОценок пока нет
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesОт EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesРейтинг: 5 из 5 звезд5/5 (1)
- Inflatable Packers 30apr2013-Spe NeДокумент27 страницInflatable Packers 30apr2013-Spe NeLeonan CostaОценок пока нет
- 23-022 Installation Procedures ValvesДокумент6 страниц23-022 Installation Procedures ValvesAli Khalid QureshiОценок пока нет
- Installation and Care of Hose and Hose Assemblies: EroquipДокумент12 страницInstallation and Care of Hose and Hose Assemblies: EroquipJa Dari EropahОценок пока нет
- BOP Shear Pressure Calculations Rev 1 PDFДокумент3 страницыBOP Shear Pressure Calculations Rev 1 PDFflasher_for_nokiaОценок пока нет
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!От EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Рейтинг: 5 из 5 звезд5/5 (2)
- Facility Preventive Maintenance ChecklistДокумент5 страницFacility Preventive Maintenance ChecklistFaisalОценок пока нет
- C-14 Selection and Limitation of Piping ComponentsДокумент14 страницC-14 Selection and Limitation of Piping ComponentscristhianОценок пока нет
- 755Документ19 страниц755JOHNОценок пока нет
- Pressure Control EquipmentДокумент169 страницPressure Control EquipmentAshok SureshОценок пока нет
- 3590 - Marine Piping Systems - VALVES On Shipbuilding ApplicationДокумент14 страниц3590 - Marine Piping Systems - VALVES On Shipbuilding ApplicationZhafira OspОценок пока нет
- 2-Inch LW Plug Valve BroДокумент12 страниц2-Inch LW Plug Valve BroJavier Araque100% (1)
- Operatiosn Report 1Документ68 страницOperatiosn Report 1Jan Carlo NavarroОценок пока нет
- Operating Instructions: Sempell Series Vse/Vsr Full Lift and Normal Safety Relief ValveДокумент16 страницOperating Instructions: Sempell Series Vse/Vsr Full Lift and Normal Safety Relief Valveayman akrabОценок пока нет
- Installation of Ductile-Iron Water Mains and Their AppurtenancesДокумент6 страницInstallation of Ductile-Iron Water Mains and Their Appurtenancesmailmaverick0% (1)
- Butterfly Valve BrochureДокумент6 страницButterfly Valve BrochureRohiОценок пока нет
- AVK Dam Reservoir Applications Glenfield PDFДокумент16 страницAVK Dam Reservoir Applications Glenfield PDFsexmanijakОценок пока нет
- Case StudyДокумент11 страницCase StudyJesusa Nambio Sapungan100% (1)
- Guidance On Valves Type Selection VALVEДокумент86 страницGuidance On Valves Type Selection VALVEjacquesstrappe06Оценок пока нет
- 12 Samss 005 PDFДокумент6 страниц12 Samss 005 PDFfetihОценок пока нет
- BS en 1338 2003 - Abstract 1Документ8 страницBS en 1338 2003 - Abstract 1Mohamed RafyОценок пока нет
- Valves Gate DamperДокумент54 страницыValves Gate DamperLalit MeenaОценок пока нет
- Hapag-Lloyd Container Specifications GuideДокумент48 страницHapag-Lloyd Container Specifications GuideRobertLouisNoyaОценок пока нет
- Install and maintain gate, globe valvesДокумент4 страницыInstall and maintain gate, globe valvesModassir ZaheenОценок пока нет
- 08-INSTALLATION - (A) Ball ValvesДокумент4 страницы08-INSTALLATION - (A) Ball ValvesModassir ZaheenОценок пока нет
- Installation, Maintenance and Operating Instructions: StorageДокумент4 страницыInstallation, Maintenance and Operating Instructions: StorageJAntonio De la CruzОценок пока нет
- Gate Valve Installation, Operation and Maintenance GuideДокумент8 страницGate Valve Installation, Operation and Maintenance Guideธนาธิป 002Оценок пока нет
- Pn16 Butterfly ValvesДокумент4 страницыPn16 Butterfly Valvesmohamed ghareebОценок пока нет
- 08-INSTALLATION - (C) StrainersДокумент4 страницы08-INSTALLATION - (C) StrainersModassir ZaheenОценок пока нет
- Install and maintain check valvesДокумент6 страницInstall and maintain check valvesHimanshu PatilОценок пока нет
- CFS FM638 639 DM638 639 IomДокумент4 страницыCFS FM638 639 DM638 639 IomMahmoud KhirfanОценок пока нет
- !warning!: Installation and Operating ManualДокумент9 страниц!warning!: Installation and Operating Manualcreyesdear3978Оценок пока нет
- Amt643 Part 13Документ22 страницыAmt643 Part 13jnuary93Оценок пока нет
- Handling Precautions While Installing ButterFly ValveДокумент10 страницHandling Precautions While Installing ButterFly ValveDefenceDogОценок пока нет
- Installation, Operation and Maintenance Instructions: Hancock Forged Steel - Gate, Globe and Check ValvesДокумент6 страницInstallation, Operation and Maintenance Instructions: Hancock Forged Steel - Gate, Globe and Check ValvesÁlvaro Martínez FernándezОценок пока нет
- TOMOE Valve Handling PrecautionsДокумент14 страницTOMOE Valve Handling PrecautionsHeru SACОценок пока нет
- Swing-Flex Check Valve: Operation, Maintenance and Installation ManualДокумент8 страницSwing-Flex Check Valve: Operation, Maintenance and Installation ManualAhmed ShawkyОценок пока нет
- Valve Election GuidanceДокумент85 страницValve Election GuidanceMecirdi Mohamed el AmineОценок пока нет
- Flexgate IOM Rev 103118Документ5 страницFlexgate IOM Rev 103118sf wОценок пока нет
- Check Valves With Hydrolic DampersДокумент9 страницCheck Valves With Hydrolic DampersJoy BhattacharyaОценок пока нет
- Please Read These Instructions Carefully: GRW/GRL Installation & Operation ManualДокумент8 страницPlease Read These Instructions Carefully: GRW/GRL Installation & Operation ManualCn RomaОценок пока нет
- Installation & Operation Manual: ContentДокумент3 страницыInstallation & Operation Manual: ContenthannusОценок пока нет
- Rofi Operation and Maintenance ManualДокумент3 страницыRofi Operation and Maintenance ManualSteve NewmanОценок пока нет
- Isolation Valve - Watts E3243Документ4 страницыIsolation Valve - Watts E3243AHMAD ISLAHIОценок пока нет
- CVS EZ Instruction ManualДокумент28 страницCVS EZ Instruction ManualJohn Harry RamirezОценок пока нет
- 4 Guidance On Valve Type SelectionДокумент86 страниц4 Guidance On Valve Type SelectionKrista OneillОценок пока нет
- Codeline User Guide 80S and HДокумент46 страницCodeline User Guide 80S and HThiago PessoaОценок пока нет
- Install Rubber Expansion Joints GuideДокумент2 страницыInstall Rubber Expansion Joints GuidebalaОценок пока нет
- Manual Zetkama Fig.215 - 216Документ8 страницManual Zetkama Fig.215 - 216George_Wabag_2014Оценок пока нет
- Rubber Expansion Joints Installation GuideДокумент3 страницыRubber Expansion Joints Installation GuideLudi D. LunarОценок пока нет
- Iom Forged GGC ValvesДокумент12 страницIom Forged GGC ValvesMohamadIbnuHassanОценок пока нет
- User Guide Ecoline 8 InchДокумент36 страницUser Guide Ecoline 8 Inchalexmuchmure2158Оценок пока нет
- WTA Manual InstructionsДокумент2 страницыWTA Manual InstructionsShah Rizal AbidОценок пока нет
- Manual Iom Ge GuДокумент32 страницыManual Iom Ge Gucesar.gowОценок пока нет
- Installation & Operation Manual for ECON Gate ValvesДокумент4 страницыInstallation & Operation Manual for ECON Gate Valveslinh phamОценок пока нет
- Process Machinerx Piping leakage solutionsДокумент1 страницаProcess Machinerx Piping leakage solutionsKarim MohamedОценок пока нет
- Corsbysek PDFДокумент16 страницCorsbysek PDFMargaret DaughertyОценок пока нет
- Strainers Hattersley IOM 0221Документ8 страницStrainers Hattersley IOM 0221Qatar Mega Building DrillingОценок пока нет
- With Bonnet: ModelДокумент11 страницWith Bonnet: ModelSamet BabaОценок пока нет
- Mercer 9100 ManualДокумент11 страницMercer 9100 Manualanara.aidОценок пока нет
- Installation, Commissioning and Maintenance of Industrial ValvesДокумент2 страницыInstallation, Commissioning and Maintenance of Industrial ValvesEmrah BinayОценок пока нет
- Flowvalves KSB Va Pn16Документ11 страницFlowvalves KSB Va Pn16JavierОценок пока нет
- Grout Bombas AnsiДокумент39 страницGrout Bombas AnsiAtahualpa Yopasa PerezОценок пока нет
- BF - IOM Manual - Forged Steel ValvesДокумент3 страницыBF - IOM Manual - Forged Steel ValvesHernando DiazОценок пока нет
- Triple offset valves for critical applicationsДокумент3 страницыTriple offset valves for critical applicationsAatish ChandrawarОценок пока нет
- Quotation Water Chiller 800-1Документ1 страницаQuotation Water Chiller 800-1mahmadwasiОценок пока нет
- Quotation Water Chiller 800-1Документ1 страницаQuotation Water Chiller 800-1mahmadwasiОценок пока нет
- BAWS Voter RegisrationДокумент2 страницыBAWS Voter RegisrationmahmadwasiОценок пока нет
- Quotation Water Chiller 800-1Документ1 страницаQuotation Water Chiller 800-1mahmadwasiОценок пока нет
- Down 109Документ7 страницDown 109mahmadwasiОценок пока нет
- 17 86 Engineer Mechanical KhiДокумент4 страницы17 86 Engineer Mechanical KhimahmadwasiОценок пока нет
- Class IIДокумент1 страницаClass IImahmadwasiОценок пока нет
- Delayed Result of Written Tests Held From 06-08 Oct 2020 at HQ SUPARCO KhiДокумент1 страницаDelayed Result of Written Tests Held From 06-08 Oct 2020 at HQ SUPARCO KhimahmadwasiОценок пока нет
- Hvac Course 1Документ1 страницаHvac Course 1mahmadwasiОценок пока нет
- Financial AID Office Contact Us - Dow University of Health SciencesДокумент3 страницыFinancial AID Office Contact Us - Dow University of Health SciencesmahmadwasiОценок пока нет
- ATTENTION PLEASE Interview Notice PharmD Self Finance 101 350Документ1 страницаATTENTION PLEASE Interview Notice PharmD Self Finance 101 350mahmadwasiОценок пока нет
- Approved Colleges UniversitiesДокумент6 страницApproved Colleges UniversitiesAllahjurioОценок пока нет
- Cooling System Assessment GuideДокумент2 страницыCooling System Assessment GuidemahmadwasiОценок пока нет
- Ar-Evap-Single CompДокумент1 страницаAr-Evap-Single CompmahmadwasiОценок пока нет
- New Microsoft Word DocumentДокумент1 страницаNew Microsoft Word DocumentmahmadwasiОценок пока нет
- Ar-Cond-Single CompressorДокумент1 страницаAr-Cond-Single CompressormahmadwasiОценок пока нет
- H-0323 FCUs Schedule (4-12-2019)Документ1 страницаH-0323 FCUs Schedule (4-12-2019)mahmadwasiОценок пока нет
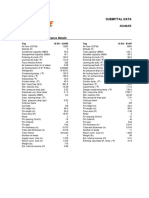
- Construction and Performance Details: Submittal DataДокумент3 страницыConstruction and Performance Details: Submittal DatamahmadwasiОценок пока нет
- Ahu Fan-6000 CFM Twin Fan-1.5 InchДокумент1 страницаAhu Fan-6000 CFM Twin Fan-1.5 InchmahmadwasiОценок пока нет
- Condenser Unit - Ahu-01 Model: Sw-Cdu-01Документ1 страницаCondenser Unit - Ahu-01 Model: Sw-Cdu-01mahmadwasiОценок пока нет
- Belt Selection - FAN TYPE - RDH 710 K: Belt Details 200/280 X 2 SPA MotorДокумент1 страницаBelt Selection - FAN TYPE - RDH 710 K: Belt Details 200/280 X 2 SPA MotormahmadwasiОценок пока нет
- Construction and Performance Details: Submittal DataДокумент1 страницаConstruction and Performance Details: Submittal DatamahmadwasiОценок пока нет
- Fcu Hidden Ceiling 2 TR Four PipeДокумент2 страницыFcu Hidden Ceiling 2 TR Four PipemahmadwasiОценок пока нет
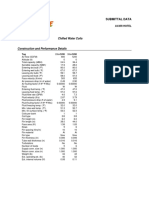
- Chilled Water Coil: Submittal DataДокумент3 страницыChilled Water Coil: Submittal DatamahmadwasiОценок пока нет
- Fan CurveДокумент1 страницаFan CurvemahmadwasiОценок пока нет
- Smart Wave 0011Документ1 страницаSmart Wave 0011mahmadwasiОценок пока нет
- Weather Protection Grille: Ala-SoДокумент4 страницыWeather Protection Grille: Ala-SomahmadwasiОценок пока нет
- Chilled Water Coils: Submittal DataДокумент4 страницыChilled Water Coils: Submittal DatamahmadwasiОценок пока нет
- Ahu Fan-6000 CFM Twin Fan-1.5 InchДокумент1 страницаAhu Fan-6000 CFM Twin Fan-1.5 InchmahmadwasiОценок пока нет
- Technical Submittal: Project Name: Obs Pharma Equipment: Cabinet FAN Date: JUNE 09, 2021Документ1 страницаTechnical Submittal: Project Name: Obs Pharma Equipment: Cabinet FAN Date: JUNE 09, 2021mahmadwasiОценок пока нет
- 01 FoundationsДокумент10 страниц01 FoundationsHukry AingОценок пока нет
- Types of BoltsДокумент7 страницTypes of BoltsPranshu JainОценок пока нет
- Torque Converter HousingДокумент2 страницыTorque Converter HousingOecox Cah DjadoelОценок пока нет
- No No - YesДокумент3 страницыNo No - YesYedda M IlaganОценок пока нет
- PRESSURE EQUIPMENT SAFETY ACTPart-1Part-8Документ1 страницаPRESSURE EQUIPMENT SAFETY ACTPart-1Part-8AlenОценок пока нет
- Civil Engr, NaeemДокумент3 страницыCivil Engr, NaeembobbyОценок пока нет
- AutoCad Floor Plan Assignment 1Документ1 страницаAutoCad Floor Plan Assignment 1Delwyn NavukuОценок пока нет
- Camry Solara SEV6Документ13 страницCamry Solara SEV6arturmikieОценок пока нет
- RatesДокумент197 страницRatesArea Engineer Civil Sonepur Bazari AreaОценок пока нет
- rr312404 Design of Machine ElementsДокумент8 страницrr312404 Design of Machine ElementsSRINIVASA RAO GANTAОценок пока нет
- 0.1 Introduction PDFДокумент14 страниц0.1 Introduction PDFB VarunОценок пока нет
- 2017 ENR Global Sourcebook - HighlightedДокумент61 страница2017 ENR Global Sourcebook - HighlightedspionkindОценок пока нет
- Veneer and Laminates in Residential Construction PresentationДокумент36 страницVeneer and Laminates in Residential Construction PresentationVishakhaBhardwajОценок пока нет
- Astm D578Документ10 страницAstm D578MaRy Ge50% (2)
- Fabrication Strainers Mesh SizingДокумент6 страницFabrication Strainers Mesh SizingArun GuptaОценок пока нет
- Worksheet Links Tool GuideДокумент403 страницыWorksheet Links Tool GuideFrancisco SalazarОценок пока нет
- Poster Guangzhou CTFДокумент3 страницыPoster Guangzhou CTFAlifia Ike PurwantiОценок пока нет
- Indonesian Law on Building RequirementsДокумент58 страницIndonesian Law on Building RequirementsNindy Ratri KОценок пока нет
- Is 7321Документ13 страницIs 7321rajabharath12Оценок пока нет
- 33 ch9 PDFДокумент6 страниц33 ch9 PDFharwinderОценок пока нет
- Lab 5 Report Fluid MechanicsДокумент8 страницLab 5 Report Fluid MechanicsFarid NajandОценок пока нет
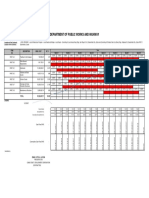
- Department of Public Works and Highway: Contract I.D. Location of The Contract: Location of The ContractДокумент1 страницаDepartment of Public Works and Highway: Contract I.D. Location of The Contract: Location of The ContractAdrian Louie Laganzo AquinoОценок пока нет
- Bypass Thermostats: Installation InstructionsДокумент1 страницаBypass Thermostats: Installation InstructionsBassieОценок пока нет