Вам также может понравиться
- Fuerstenau, D.D, Simulation of The Grinding of Coarse - Fine (Heterogeneous) Systems in A Ball Mill - 2011Документ7 страницFuerstenau, D.D, Simulation of The Grinding of Coarse - Fine (Heterogeneous) Systems in A Ball Mill - 2011tjatonlineОценок пока нет
- The Effect of Particle Breakage Mechanisms During Regrinding On The Subsequent Cleaner Flotation 2014 Minerals EngineeringДокумент8 страницThe Effect of Particle Breakage Mechanisms During Regrinding On The Subsequent Cleaner Flotation 2014 Minerals EngineeringW ZuoОценок пока нет
- Study On The Impacts of Media Shapes On The Performance of Tumbling MillsДокумент10 страницStudy On The Impacts of Media Shapes On The Performance of Tumbling MillsJuan José Machado CornejoОценок пока нет
- Effects of Media Shape On Milling Kinetics: N.S. Lameck, M.H. MoysДокумент3 страницыEffects of Media Shape On Milling Kinetics: N.S. Lameck, M.H. MoysElaine Nyanda MawireОценок пока нет
- Grain Shape Effects On The Mechanical Behavio 2019 Case Studies in ConstructДокумент16 страницGrain Shape Effects On The Mechanical Behavio 2019 Case Studies in Constructjahremade jahremadeОценок пока нет
- Case Studies in Construction Materials: A. Koutous, E. HilaliДокумент16 страницCase Studies in Construction Materials: A. Koutous, E. Hilalidiana cristina arias aldanaОценок пока нет
- M P C S G: Echanical Roperties OF ORN Tover RindДокумент8 страницM P C S G: Echanical Roperties OF ORN Tover RindvodounnouОценок пока нет
- Effect of Blade Angle and Particle Size PDFДокумент14 страницEffect of Blade Angle and Particle Size PDFditchcheОценок пока нет
- Separation Theory For Palmkernel and Shell MixtureДокумент8 страницSeparation Theory For Palmkernel and Shell MixturekilankoОценок пока нет
- J Minpro 2009 05 008Документ7 страницJ Minpro 2009 05 008约翰Оценок пока нет
- Journal of Rock Mechanics and Geotechnical Engineering: Saurabh Rawat, Ashok Kumar GuptaДокумент11 страницJournal of Rock Mechanics and Geotechnical Engineering: Saurabh Rawat, Ashok Kumar GuptaHari RamОценок пока нет
- Effects of Relative Density and Material Distribution On The Elastic Properties and Yield Strength of Metallic HoneycombsДокумент13 страницEffects of Relative Density and Material Distribution On The Elastic Properties and Yield Strength of Metallic Honeycombshamid mazouziОценок пока нет
- Pullout of Soil Nail With Circular Discs A - 2017 - Journal of Rock Mechanics AДокумент14 страницPullout of Soil Nail With Circular Discs A - 2017 - Journal of Rock Mechanics AVassilis PentheroudakisОценок пока нет
- Effects of Operating Parameters On The Efficiency of Dry Stirred MillingДокумент9 страницEffects of Operating Parameters On The Efficiency of Dry Stirred MillingW ZuoОценок пока нет
- Isamill 4Документ9 страницIsamill 4Camilo Gonzalez DiazОценок пока нет
- Numerical Studies of Mixing of Ellipsoidal Particles in A Bladed MixerДокумент13 страницNumerical Studies of Mixing of Ellipsoidal Particles in A Bladed MixerPRAVEEN DUBEYОценок пока нет
- 05 - Particle Shape Effects in Flotation. Part 1 Microscale Experimental ObservationsДокумент10 страниц05 - Particle Shape Effects in Flotation. Part 1 Microscale Experimental ObservationsVictorОценок пока нет
- Geotechnical PaperДокумент16 страницGeotechnical PaperTxavo HesiarenОценок пока нет
- Minerals Engineering: C.T. Jayasundara, R.Y. Yang, A.B. Yu, D. CurryДокумент9 страницMinerals Engineering: C.T. Jayasundara, R.Y. Yang, A.B. Yu, D. CurryAlbertoОценок пока нет
- Mistura de Particulas No Secador RotativoДокумент10 страницMistura de Particulas No Secador RotativoxXSilverKingXxОценок пока нет
- The Role of Ore Properties in Thickening ProcessДокумент12 страницThe Role of Ore Properties in Thickening ProcessJeromeОценок пока нет
- Particle Shape Modification in Comminution: E. KayaДокумент8 страницParticle Shape Modification in Comminution: E. KayaMIshra05bholaОценок пока нет
- Coarse Crushing of Brittle Rocks by CompressionДокумент9 страницCoarse Crushing of Brittle Rocks by CompressiongoooliathОценок пока нет
- IJISSI - Volume 11 - Issue 1 - Pages 18-23Документ6 страницIJISSI - Volume 11 - Issue 1 - Pages 18-23Nguyen Hoang DungОценок пока нет
- Cilpebs Vs BallsДокумент10 страницCilpebs Vs Ballsanrulo2012Оценок пока нет
- Minerals Engineering: Sandile Nkwanyana, Brian LovedayДокумент6 страницMinerals Engineering: Sandile Nkwanyana, Brian LovedayNeelkamal RongaliОценок пока нет
- Shear Strength and Deformation Parameters of Rockfill Related To Particle Size PDFДокумент8 страницShear Strength and Deformation Parameters of Rockfill Related To Particle Size PDFSergio CalderonОценок пока нет
- s0009 2509 (02) 00530 4 PDFДокумент10 страницs0009 2509 (02) 00530 4 PDFIsaac Elías Sáez AlfaroОценок пока нет
- Towards Optimising Ball-Milling Capacity: Effect of Lifter DesignДокумент7 страницTowards Optimising Ball-Milling Capacity: Effect of Lifter DesignMonica Ulloa LamasОценок пока нет
- Solving Granular Segregation Problems Using A Biaxial Rotary MixerДокумент9 страницSolving Granular Segregation Problems Using A Biaxial Rotary MixerTuan Dat NguyenОценок пока нет
- Materials and Design: R. Hedayati, M. Sadighi, M. Mohammadi-Aghdam, A.A. ZadpoorДокумент12 страницMaterials and Design: R. Hedayati, M. Sadighi, M. Mohammadi-Aghdam, A.A. ZadpoorDanielZorrillaОценок пока нет
- Iron Ore 2017: Mingxi Zhou, Hao Zhou and Tom HoneyandsДокумент11 страницIron Ore 2017: Mingxi Zhou, Hao Zhou and Tom HoneyandsHosein HashemiОценок пока нет
- A Study On Composite Honeycomb Sandwich Panel Structure: Materials & DesignДокумент5 страницA Study On Composite Honeycomb Sandwich Panel Structure: Materials & DesignsadaОценок пока нет
- Wear Rate Grinding Ball PDFДокумент12 страницWear Rate Grinding Ball PDFLoraОценок пока нет
- Effects of Slurry Rheology and Coating On Abrasive Wear and The Grinding Rate of QuartziteДокумент6 страницEffects of Slurry Rheology and Coating On Abrasive Wear and The Grinding Rate of QuartziteBenito Quispe A.Оценок пока нет
- Advpub 2017007Документ12 страницAdvpub 2017007JUAN DIEGO FALCON CHURAОценок пока нет
- Uplift Capacity of Belled and Multi-Belled Piles in Dense SandДокумент14 страницUplift Capacity of Belled and Multi-Belled Piles in Dense SandGОценок пока нет
- Impact of Workability in Aracaura Columaris (Christmas Tree) Seed Acs As Partial Replacement of Coarse Aggregate in ConcreteДокумент6 страницImpact of Workability in Aracaura Columaris (Christmas Tree) Seed Acs As Partial Replacement of Coarse Aggregate in ConcreteOlumide AdenaiyaОценок пока нет
- Numerical Modeling For Undrained Shear Strength of Clays Subjected To Different Plasticity IndexesДокумент11 страницNumerical Modeling For Undrained Shear Strength of Clays Subjected To Different Plasticity IndexesmybestloveОценок пока нет
- 18 Vatzkicheva Grigorova 2017Документ4 страницы18 Vatzkicheva Grigorova 2017alvaroОценок пока нет
- Zhang 2018Документ12 страницZhang 2018Elvis Phala CopacatiОценок пока нет
- 2009 - Two-Dimensional Discrete Element Modeling of A Spherical Steel Media in AДокумент8 страниц2009 - Two-Dimensional Discrete Element Modeling of A Spherical Steel Media in AQADDAH BARAAОценок пока нет
- TriaxialityДокумент7 страницTriaxialityturboprofanОценок пока нет
- Factorial Experimental Approach For Effective Dosage Rate of Stabilizer: Application For Fine-Grained Soil Treated With Bottom AshДокумент16 страницFactorial Experimental Approach For Effective Dosage Rate of Stabilizer: Application For Fine-Grained Soil Treated With Bottom AshHassan GhanemОценок пока нет
- Shear Modulus and Damping by Drained Tests On Clean Sand Specimens Reconstituted by Various Methods Fumio Tatsuoka Toshio Iwasaki Seiichi Yoshida Shinji Fukushima Hideo Sudo All ChapterДокумент39 страницShear Modulus and Damping by Drained Tests On Clean Sand Specimens Reconstituted by Various Methods Fumio Tatsuoka Toshio Iwasaki Seiichi Yoshida Shinji Fukushima Hideo Sudo All Chapterlessie.stewart123100% (3)
- Computers and Electronics in AgricultureДокумент7 страницComputers and Electronics in AgricultureEren KalayОценок пока нет
- Geotechnical PaperДокумент17 страницGeotechnical Papernega getachewОценок пока нет
- Experimental Study On Partial Replacement of Coarse Aggregate by Crown CapsДокумент3 страницыExperimental Study On Partial Replacement of Coarse Aggregate by Crown CapsFE3056 NAGARAJ.SОценок пока нет
- In Uence of The Cross Sectional Shape On The Structure and Properties of Polyester FibersДокумент8 страницIn Uence of The Cross Sectional Shape On The Structure and Properties of Polyester FibersAri AbdanОценок пока нет
- Evolution of Microtexture and Microstructure During Sintering of CopperДокумент12 страницEvolution of Microtexture and Microstructure During Sintering of CopperemilioОценок пока нет
- Particle Shape Characterization Using Fourier Analysis: Géotechnique January 2001Документ21 страницаParticle Shape Characterization Using Fourier Analysis: Géotechnique January 2001Tezera ChubaОценок пока нет
- Structural Properties of Rice Husk and Sawdust Composite BricksДокумент28 страницStructural Properties of Rice Husk and Sawdust Composite BricksAbijithОценок пока нет
- Mixing of Solids in Different Mixing DevicesДокумент11 страницMixing of Solids in Different Mixing DevicesKhevym Escobar DzxОценок пока нет
- Linear and Nonlinear Particle Breakage Processes inДокумент11 страницLinear and Nonlinear Particle Breakage Processes inFrancisco CampbellОценок пока нет
- Gain RefinmentДокумент14 страницGain Refinmentmehran zamaniОценок пока нет
- Enhancing Mixing of Particles by Baf Es in A Rotating Drum MixerДокумент10 страницEnhancing Mixing of Particles by Baf Es in A Rotating Drum MixerWILLIAM CAMILO ESPINOSA ROJASОценок пока нет
- 36 Ijmperddec201836Документ8 страниц36 Ijmperddec201836TJPRC PublicationsОценок пока нет
- Optimization of Process Parameters For Drilled Hole Quality Characteristics During Cortical Bone Drilling Using Taguchi MethodДокумент11 страницOptimization of Process Parameters For Drilled Hole Quality Characteristics During Cortical Bone Drilling Using Taguchi MethodRACHEL ZIFORA TOBINGОценок пока нет
- Stress Distribution in Roots Restored With Different Types of Post Systems With Composite ResinДокумент7 страницStress Distribution in Roots Restored With Different Types of Post Systems With Composite ResindmasuokaОценок пока нет
- Constitutive Modeling of Soils and RocksОт EverandConstitutive Modeling of Soils and RocksPierre-Yves HicherРейтинг: 5 из 5 звезд5/5 (1)
- Pullout Strength Models For FRP AnchorsДокумент9 страницPullout Strength Models For FRP AnchorsJULIO VAZQUEZОценок пока нет
- Landslide and Hillslope HydrologyДокумент16 страницLandslide and Hillslope Hydrologyrienalen placaОценок пока нет
- Week2-D2-Components of MatterДокумент64 страницыWeek2-D2-Components of MatterIvy Joyce BuanОценок пока нет
- 5 - Structural Mechanics PDFДокумент102 страницы5 - Structural Mechanics PDFeye4aneye1989Оценок пока нет
- ChlorideДокумент3 страницыChlorideMarjoОценок пока нет
- Ee6404 Measurements and InstrumentationДокумент69 страницEe6404 Measurements and InstrumentationAbiodun IloriОценок пока нет
- GAOTek SFP 202 PDFДокумент7 страницGAOTek SFP 202 PDFইমরানুল শহীদ আলভীОценок пока нет
- Selection For Street Light Luminar - (PART-1) - Electrical Notes & ArticlesДокумент9 страницSelection For Street Light Luminar - (PART-1) - Electrical Notes & Articleslegasu zemeneОценок пока нет
- ACS772 DatasheetДокумент46 страницACS772 DatasheetfsrdОценок пока нет
- Chapter 4Документ19 страницChapter 4che syakirОценок пока нет
- Research Paper LensesДокумент4 страницыResearch Paper Lenseszyjulejup0p3100% (1)
- Bhejni Hai 3Документ69 страницBhejni Hai 3sourabhОценок пока нет
- BOSH D1 FinalДокумент189 страницBOSH D1 Finaljoe GregОценок пока нет
- Rdso Weld NotesДокумент18 страницRdso Weld Notesvidya nareshОценок пока нет
- Shop Drawing List For Anonas Station - 20230830 (For Update Floor Sleeve and Opening)Документ8 страницShop Drawing List For Anonas Station - 20230830 (For Update Floor Sleeve and Opening)Kevin John PaglinawanОценок пока нет
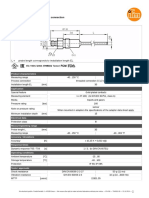
- Temperature Sensor With Process Connection: L Probe Length Corresponds To Installation Length ELДокумент2 страницыTemperature Sensor With Process Connection: L Probe Length Corresponds To Installation Length ELImad YahyaОценок пока нет
- Improved Stopband Performance in Ceramic Waveguide Filters Using Step Impedance and Step Width ResonatorsДокумент3 страницыImproved Stopband Performance in Ceramic Waveguide Filters Using Step Impedance and Step Width ResonatorsWaleed SethiОценок пока нет
- Arcode Parameter Manual.V120.enДокумент39 страницArcode Parameter Manual.V120.enjnwz28ykkwОценок пока нет
- Lab 5 PDFДокумент6 страницLab 5 PDFSharifuddin RumanОценок пока нет
- Three Phase Induction Motors: List of FormulaeДокумент9 страницThree Phase Induction Motors: List of FormulaekkkОценок пока нет
- Enhanced Manufacturing Possibilities Using Multi-Materials in Laser Metal DepositionДокумент11 страницEnhanced Manufacturing Possibilities Using Multi-Materials in Laser Metal DepositionIzzHyukОценок пока нет
- Quantum Mechanics Numerical Solutions of The Schrodinger EquationДокумент14 страницQuantum Mechanics Numerical Solutions of The Schrodinger EquationAnirban ShawОценок пока нет
- Fireworks Research PaperДокумент8 страницFireworks Research Paperefjddr4z100% (1)
- Tarea 4 PDFДокумент3 страницыTarea 4 PDFJuan Camilo GutierrezОценок пока нет
- Axler, James - Deathlands - 34 - DeathlandsДокумент133 страницыAxler, James - Deathlands - 34 - Deathlandsgot2bme43Оценок пока нет
- Power Electronics FinalДокумент470 страницPower Electronics FinalAyushmaanОценок пока нет
- Egbe260 w1 HWДокумент3 страницыEgbe260 w1 HWfabioОценок пока нет
- DNR-DNRW DataSheet A05-0422Документ4 страницыDNR-DNRW DataSheet A05-0422HAMDYОценок пока нет
- Eneren Chillers & Heat Pumps Product Line - en - 2021Документ2 страницыEneren Chillers & Heat Pumps Product Line - en - 2021Arun MuraliОценок пока нет
- International AS Level Physics Example Responses PH02 Unit2Документ42 страницыInternational AS Level Physics Example Responses PH02 Unit2andhi soesiloОценок пока нет