Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Workshop Manual Transporter 2016 19-29Документ157 страницWorkshop Manual Transporter 2016 19-29samueleОценок пока нет
- Refrigerator: Service ManualДокумент119 страницRefrigerator: Service ManualMihaela CaciumarciucОценок пока нет
- Phenotype and GenotypeДокумент7 страницPhenotype and GenotypeIrish Claire Molina TragicoОценок пока нет
- SSN Melaka SMK Seri Kota 2021 Annual Training Plan: Athletes Name Training ObjectivesДокумент2 страницыSSN Melaka SMK Seri Kota 2021 Annual Training Plan: Athletes Name Training Objectivessiapa kahОценок пока нет
- 10.0 Ms For Scaffolding WorksДокумент7 страниц10.0 Ms For Scaffolding WorksilliasuddinОценок пока нет
- OA Standard 050505Документ75 страницOA Standard 050505fido_dagemОценок пока нет
- #1 - The World'S Oldest First GraderДокумент6 страниц#1 - The World'S Oldest First GraderTran Van ThanhОценок пока нет
- Science 9-Quarter 2-Module-3Документ28 страницScience 9-Quarter 2-Module-3Mon DyОценок пока нет
- Poisoned NeedleДокумент147 страницPoisoned NeedleMark Cooper100% (3)
- Mini Project 2Документ9 страницMini Project 2gunjan_pattnayak2007Оценок пока нет
- Transmission Line Loading Sag CalculatioДокумент25 страницTransmission Line Loading Sag Calculatiooaktree2010Оценок пока нет
- 感應馬達安裝、保養使用說明書31057H402E (英)Документ17 страниц感應馬達安裝、保養使用說明書31057H402E (英)Rosyad Broe CaporegimeОценок пока нет
- Laughter, It Is Good For YouДокумент2 страницыLaughter, It Is Good For YouClaire B.L.Оценок пока нет
- Annex 9: Guide To Good Storage Practices For PharmaceuticalsДокумент12 страницAnnex 9: Guide To Good Storage Practices For PharmaceuticalsRyan Noel Perez de TagleОценок пока нет
- Roadmap Video: Answer KeyДокумент4 страницыRoadmap Video: Answer KeyMaria JuneОценок пока нет
- NSTP1 MODULE 3 Disaster Awareness Preparedness and ManagementДокумент16 страницNSTP1 MODULE 3 Disaster Awareness Preparedness and Managementrenz dave100% (2)
- DELIGHT Official e BookДокумент418 страницDELIGHT Official e BookIsis Jade100% (3)
- 0010 kOBELCO SK 179-9 PDFДокумент52 страницы0010 kOBELCO SK 179-9 PDFDaman Huri100% (2)
- Injection MouldingДокумент241 страницаInjection MouldingRAJESH TIWARIОценок пока нет
- Data Performance 2Документ148 страницData Performance 2Ibnu Abdillah MuhammadОценок пока нет
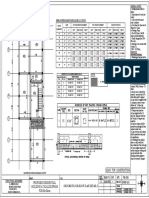
- G.f.roof Beam & Slab DetailДокумент1 страницаG.f.roof Beam & Slab Detailahmad anasОценок пока нет
- How To Create Your Cosmetic Product Information FileДокумент12 страницHow To Create Your Cosmetic Product Information Filewill100% (3)
- Aliant Ommunications: VCL-2709, IEEE C37.94 To E1 ConverterДокумент2 страницыAliant Ommunications: VCL-2709, IEEE C37.94 To E1 ConverterConstantin UdreaОценок пока нет
- 1 BSC Iriigation Engineering 2018 19 Std1Документ70 страниц1 BSC Iriigation Engineering 2018 19 Std1Kwasi BempongОценок пока нет
- CH 13 RNA and Protein SynthesisДокумент12 страницCH 13 RNA and Protein SynthesisHannah50% (2)
- BS7-Touch Screen PanelДокумент96 страницBS7-Touch Screen PanelEduardo Diaz Pichardo100% (1)
- Cooling Tower (Genius)Документ7 страницCooling Tower (Genius)JeghiОценок пока нет
- Kern County Sues Governor Gavin NewsomДокумент3 страницыKern County Sues Governor Gavin NewsomAnthony Wright100% (1)
- Water TreatmentДокумент27 страницWater TreatmentArya Singh Rathod100% (1)
- Earth As A PlanetДокумент60 страницEarth As A PlanetR AmravatiwalaОценок пока нет