Вам также может понравиться
- MATEMÁTICA - 3° A - FUNCIONES (2da. Parte)Документ7 страницMATEMÁTICA - 3° A - FUNCIONES (2da. Parte)Pablito MarinoОценок пока нет
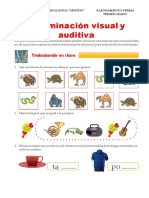
- Discriminación visual y auditivaДокумент6 страницDiscriminación visual y auditivaVia SajaОценок пока нет
- Guía de Manejo Fisioterapéutico Del Síndrome de Desacondicionamiento Físico en Pacientes Con Guillain Barré en Unidad de Cuidado IntensivoДокумент114 страницGuía de Manejo Fisioterapéutico Del Síndrome de Desacondicionamiento Físico en Pacientes Con Guillain Barré en Unidad de Cuidado IntensivoMaca LlanosОценок пока нет
- HorcasInvisiblesДокумент60 страницHorcasInvisiblesmarcuse_hОценок пока нет
- Caso Practico U1, OyGДокумент8 страницCaso Practico U1, OyGBackground TeamОценок пока нет
- Atencion Tutorial IntegralДокумент37 страницAtencion Tutorial IntegralDaniel Dionicio100% (1)
- Burton Louisa - La Casa de Los Placeres OcultosДокумент287 страницBurton Louisa - La Casa de Los Placeres OcultosAhlai MillafilОценок пока нет
- LeRoy - Causalidad en EconomiaДокумент27 страницLeRoy - Causalidad en EconomiaAllen MartinezОценок пока нет
- Castillo Yonatan DispersionДокумент4 страницыCastillo Yonatan DispersionYonathan CastilloОценок пока нет
- ExpoДокумент2 страницыExpoGermania GomezОценок пока нет
- Teoría de La Relatividad Especial de Einstein - 121120Документ39 страницTeoría de La Relatividad Especial de Einstein - 121120alejandro alarconОценок пока нет
- Sistema DigestivoДокумент3 страницыSistema DigestivoAlan YatacoОценок пока нет
- MitoabensourДокумент6 страницMitoabensoursiteniaelcorreo7Оценок пока нет
- TP Var Disc Lic 13Документ25 страницTP Var Disc Lic 13Mildred RodriguezОценок пока нет
- Sistemas de Encofrado - Entibación - ES W 02 1211Документ24 страницыSistemas de Encofrado - Entibación - ES W 02 1211Samantha PowellОценок пока нет
- 10 famosos con autismo desconocidoДокумент10 страниц10 famosos con autismo desconocidoHansi VillacobОценок пока нет
- PP A4 Blancas JuarezДокумент5 страницPP A4 Blancas JuarezFernando BlancasОценок пока нет
- Secundarias LeónДокумент21 страницаSecundarias LeónESTEFANIAОценок пока нет
- Semana de Reyes Mayos 9 Al 13 de EneroДокумент8 страницSemana de Reyes Mayos 9 Al 13 de EneroFernanda NolascoОценок пока нет
- Moneda-155-07 Riesgo Soberano Lucero Ruiz PDFДокумент5 страницMoneda-155-07 Riesgo Soberano Lucero Ruiz PDFSonia ChavezОценок пока нет
- Análisis de Kraljic Eficaz Modelo para La Gestión de ComprasДокумент4 страницыAnálisis de Kraljic Eficaz Modelo para La Gestión de ComprasMiguel Hilario NateraОценок пока нет
- E. P. Thompson-De La Historia Social A La IrenologíaДокумент27 страницE. P. Thompson-De La Historia Social A La IrenologíaAnderson PaulОценок пока нет
- PPS U3 A2 Jocm.Документ6 страницPPS U3 A2 Jocm.Jonathan CammarОценок пока нет
- Neurofisiologia Del MovimientoДокумент2 страницыNeurofisiologia Del MovimientoEduardo Diaz100% (1)
- Examen Unidad 3 Regimen FiscalДокумент7 страницExamen Unidad 3 Regimen FiscalmariafОценок пока нет
- PROPIEDAD Y DESALOJOДокумент10 страницPROPIEDAD Y DESALOJODavids QVОценок пока нет
- Animación A La Lectura (Cuentos)Документ7 страницAnimación A La Lectura (Cuentos)torrecita81Оценок пока нет
- Walter Garrison Runciman - Crítica de La Filosofía de Las Ciencias Sociales de Max Weber - Fondo de Cultura Económica (2014)Документ120 страницWalter Garrison Runciman - Crítica de La Filosofía de Las Ciencias Sociales de Max Weber - Fondo de Cultura Económica (2014)AndrésGarcíaОценок пока нет
- Ar 0841 Metodos y Tecnicas de Investigacion PDFДокумент7 страницAr 0841 Metodos y Tecnicas de Investigacion PDFLUZ ELENA PRETELL HAROОценок пока нет
- Preguntas de Centro de Computo - RamonДокумент4 страницыPreguntas de Centro de Computo - RamonBlancaAriasОценок пока нет
- Cómo empezar un negocio de Trading con $500От EverandCómo empezar un negocio de Trading con $500Рейтинг: 4.5 из 5 звезд4.5/5 (31)
- Scaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoОт EverandScaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoРейтинг: 4.5 из 5 звезд4.5/5 (10)
- Si es posible ganar $ con Opciones Binarias. Estrategia $$ para Principiantes y Expertos. (Spanish Edition) V2От EverandSi es posible ganar $ con Opciones Binarias. Estrategia $$ para Principiantes y Expertos. (Spanish Edition) V2Рейтинг: 4 из 5 звезд4/5 (13)
- Finanzas 1.: Contabilidad, planeación y administración financieraОт EverandFinanzas 1.: Contabilidad, planeación y administración financieraРейтинг: 4.5 из 5 звезд4.5/5 (11)
- Logística Empresarial: Gestión eficiente del flujo de suministrosОт EverandLogística Empresarial: Gestión eficiente del flujo de suministrosРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Los secretos de la mente millonaria: Cómo dominar el juego interior de la riquezaОт EverandLos secretos de la mente millonaria: Cómo dominar el juego interior de la riquezaРейтинг: 4.5 из 5 звезд4.5/5 (813)
- Configuración y usos de un mapa de procesosОт EverandConfiguración y usos de un mapa de procesosРейтинг: 4.5 из 5 звезд4.5/5 (18)