Вам также может понравиться
- Deep Water Mooring Dynamics: ElsevierДокумент29 страницDeep Water Mooring Dynamics: ElsevierFernandoMartínIranzoОценок пока нет
- Lab Guide - PipesДокумент29 страницLab Guide - PipesBonifacioОценок пока нет
- Torque and Drag-Two Factors in Extended-Reach Drilling: Thor V&o Aarresfcsd, SPE. and HCMDD Blikra. SPEДокумент6 страницTorque and Drag-Two Factors in Extended-Reach Drilling: Thor V&o Aarresfcsd, SPE. and HCMDD Blikra. SPEJohnSmithОценок пока нет
- Design of Single Plate Shear ConnectionsДокумент12 страницDesign of Single Plate Shear Connectionssecanet10Оценок пока нет
- Manning N-Value PDFДокумент16 страницManning N-Value PDFmnazzal17Оценок пока нет
- Calculation of Stresses and Slips in Flexible Armour Layers With Layers InteractionДокумент7 страницCalculation of Stresses and Slips in Flexible Armour Layers With Layers InteractioncidadedoconcretoeacoОценок пока нет
- Pile-Soil Dynamic System With Variable DampingДокумент8 страницPile-Soil Dynamic System With Variable DampingmanachemiaaОценок пока нет
- Line SizingДокумент39 страницLine Sizingnagaraj108100% (1)
- Achaichia A, Cowell TA (1988) Heat Transfer and Pressure Drop Characteristics of Flat Tube and Louvered Plate Fin Surfaces PDFДокумент11 страницAchaichia A, Cowell TA (1988) Heat Transfer and Pressure Drop Characteristics of Flat Tube and Louvered Plate Fin Surfaces PDFAB Devilier100% (1)
- Hydraulic Tables; The Elements Of Gagings And The Friction Of Water Flowing In Pipes, Aqueducts, Sewers, Etc., As Determined By The Hazen And Williams Formula And The Flow Of Water Over The Sharp-Edged And Irregular Weirs, And The Quantity DischargedОт EverandHydraulic Tables; The Elements Of Gagings And The Friction Of Water Flowing In Pipes, Aqueducts, Sewers, Etc., As Determined By The Hazen And Williams Formula And The Flow Of Water Over The Sharp-Edged And Irregular Weirs, And The Quantity DischargedОценок пока нет
- Torque and Drag-Two Factors in Extended-Reach Drilling: W, Has A Horizontal Force at LeftДокумент4 страницыTorque and Drag-Two Factors in Extended-Reach Drilling: W, Has A Horizontal Force at LeftTariq SaihoodОценок пока нет
- Spe 99074 MS PDFДокумент8 страницSpe 99074 MS PDFMarcelo VeronezОценок пока нет
- 1988 - The In-Situ Measurement of The Undrained Shear Strength of Clays Using The Field VaneДокумент33 страницы1988 - The In-Situ Measurement of The Undrained Shear Strength of Clays Using The Field VaneDaniel Mejia LoeraОценок пока нет
- E0f9 PDFДокумент6 страницE0f9 PDFnikhil tiwariОценок пока нет
- Szekely1974 PDFДокумент5 страницSzekely1974 PDFlrodriguez_892566Оценок пока нет
- SPE 114591 Rate Transient Analysis in Naturally Fractured Shale Gas ReservoirsДокумент17 страницSPE 114591 Rate Transient Analysis in Naturally Fractured Shale Gas ReservoirsIbrahim ElsawyОценок пока нет
- Riopipeline2019 1496 201908121053ibp1496 19 Rev.0 PDFДокумент10 страницRiopipeline2019 1496 201908121053ibp1496 19 Rev.0 PDFMarcelo Varejão CasarinОценок пока нет
- Ton Miles 1Документ8 страницTon Miles 1aowsОценок пока нет
- Energies: Viscosity Models For Drilling Fluids-Herschel-Bulkley Parameters and Their UseДокумент16 страницEnergies: Viscosity Models For Drilling Fluids-Herschel-Bulkley Parameters and Their UsegessicapalaoroОценок пока нет
- Drill-String and Casing Design For Horizontal and Extended Reach Wells - Part IДокумент0 страницDrill-String and Casing Design For Horizontal and Extended Reach Wells - Part Iradeon_5055Оценок пока нет
- National, Advisory Committee FOR Aeronautics: 194586 ! A&moo Restricted, R L 3Документ62 страницыNational, Advisory Committee FOR Aeronautics: 194586 ! A&moo Restricted, R L 3hernanricaliОценок пока нет
- Numerical Inertia and Damping Coe Cients Determination of A Tube-Bundle in Incompressible Viscous Laminar UidДокумент24 страницыNumerical Inertia and Damping Coe Cients Determination of A Tube-Bundle in Incompressible Viscous Laminar UidMarcus Girão de MoraisОценок пока нет
- Channel Rolling RoughnessДокумент8 страницChannel Rolling Roughnesszubair ahmadОценок пока нет
- Wes 2021 160Документ16 страницWes 2021 160aekockautОценок пока нет
- 49 Jour 13 PDFДокумент8 страниц49 Jour 13 PDFIjaz FazilОценок пока нет
- Plastic Collapse of Horizontal Saddle Supported Storage VesselsДокумент6 страницPlastic Collapse of Horizontal Saddle Supported Storage Vesselsapatil_491421Оценок пока нет
- National Advisor Committee For Aeronautics": Technical Note NO. 1205Документ42 страницыNational Advisor Committee For Aeronautics": Technical Note NO. 1205wsjouri2510Оценок пока нет
- T Sting Swede : Be Ore AtigueДокумент2 страницыT Sting Swede : Be Ore AtiguecmkohОценок пока нет
- Monopile DesignДокумент9 страницMonopile DesignSachin Sithik100% (1)
- Investigation of Long Riser VIV PDFДокумент6 страницInvestigation of Long Riser VIV PDFsuzilamatsallehОценок пока нет
- Dynamic Overturning Loads On Shaft Footings Used Service StructuresДокумент4 страницыDynamic Overturning Loads On Shaft Footings Used Service StructuresAakar ConsultantsОценок пока нет
- SPE 26774 Pipeline Freespan Evaluation: A New MethodologyДокумент10 страницSPE 26774 Pipeline Freespan Evaluation: A New MethodologycmkohОценок пока нет
- VIV Analysis of PipelineДокумент5 страницVIV Analysis of Pipelineศุภกฤต รักในหลวงОценок пока нет
- SI 2015 For LUPINДокумент23 страницыSI 2015 For LUPINr_saniosОценок пока нет
- Assessment of SPT-based Methods of Pile Bearing Capacity-Analysis of A DatabaseДокумент8 страницAssessment of SPT-based Methods of Pile Bearing Capacity-Analysis of A DatabasephamducquangОценок пока нет
- Assessment of SPT-based Methods of Pile Bearing Capacity-Analysis of A DatabaseДокумент8 страницAssessment of SPT-based Methods of Pile Bearing Capacity-Analysis of A DatabasephamducquangОценок пока нет
- Lewis F. Moody, Friction Factor For Pipe Flow, 1944Документ19 страницLewis F. Moody, Friction Factor For Pipe Flow, 1944Lion Rock0% (1)
- Drag Reduction Characteristics in Straig PDFДокумент10 страницDrag Reduction Characteristics in Straig PDFoswaldo58Оценок пока нет
- SPE 77951 Multirate Test in Horizontal Wells: SurcolombianaДокумент12 страницSPE 77951 Multirate Test in Horizontal Wells: SurcolombianaJorge RochaОценок пока нет
- 31295002382256Документ181 страница31295002382256Manuel AyalaОценок пока нет
- Explicacion K PDFДокумент10 страницExplicacion K PDFLeidy Renteria EstradaОценок пока нет
- Conductor Pile Interaction PDFДокумент8 страницConductor Pile Interaction PDFoluomo1Оценок пока нет
- IADC/SPE 99074 A Re-Examination of Drillpipe/Slip Mechanics: F F D D K K L LДокумент8 страницIADC/SPE 99074 A Re-Examination of Drillpipe/Slip Mechanics: F F D D K K L LJaaTa Da shaanОценок пока нет
- Rethinking The Allowable Pipe Load On Rotating Equipment NozzlesДокумент12 страницRethinking The Allowable Pipe Load On Rotating Equipment Nozzlessateesh chandОценок пока нет
- Discrete Element Modelling of Uplift Resistance of Buried PipelinesДокумент11 страницDiscrete Element Modelling of Uplift Resistance of Buried PipelinesTao HuОценок пока нет
- Walter2003 UnlockedДокумент13 страницWalter2003 UnlockedLorena CamposОценок пока нет
- Flow Structure in The Louvered Fin Heat Exchanger GeometryДокумент13 страницFlow Structure in The Louvered Fin Heat Exchanger GeometrymortezagashtiОценок пока нет
- Performance of Packed Columns - Shulman 1955Документ7 страницPerformance of Packed Columns - Shulman 1955Ivan RodrigoОценок пока нет
- VIV Prediction of A Truss Spar Pull-Tube Array Using CFD: A Platform For InnovationДокумент13 страницVIV Prediction of A Truss Spar Pull-Tube Array Using CFD: A Platform For InnovationAmanda MartinezОценок пока нет
- Theory of Cold-Formed Steel Purlin - Girt FlexureДокумент19 страницTheory of Cold-Formed Steel Purlin - Girt FlexurehakimbouadiОценок пока нет
- Kuchuk, F. J. - Well Testing and Interpretation For Horizontal WellsДокумент6 страницKuchuk, F. J. - Well Testing and Interpretation For Horizontal WellsJulio MontecinosОценок пока нет
- Data Mcen3047 Final ProjectДокумент15 страницData Mcen3047 Final Projectapi-491772270Оценок пока нет
- RANS Simulation of The Separated Flow Over A Bump With Active ControlДокумент9 страницRANS Simulation of The Separated Flow Over A Bump With Active Controlshakeel6787Оценок пока нет
- Uniform Flow and Its Formulas - Module 1Документ10 страницUniform Flow and Its Formulas - Module 1John PierreОценок пока нет
- Skempton - Standard Penetration Test Procedures and Effects in Sands of Overburden, Relative Density, Ageing and OverconsolidationДокумент23 страницыSkempton - Standard Penetration Test Procedures and Effects in Sands of Overburden, Relative Density, Ageing and OverconsolidationDEBASIS100% (3)
- TMP 72 E5Документ4 страницыTMP 72 E5FrontiersОценок пока нет
- A New Launder Design ProcedureДокумент7 страницA New Launder Design Procedurekategord100% (1)
- Transactions of the American Society of Civil Engineers, Vol. LXX, Dec. 1910 Locomotive Performance On Grades Of Various Lengths, Paper No. 1172От EverandTransactions of the American Society of Civil Engineers, Vol. LXX, Dec. 1910 Locomotive Performance On Grades Of Various Lengths, Paper No. 1172Оценок пока нет
- Appendix C: A Computer Algorithm For Obtaining From The SP LogДокумент2 страницыAppendix C: A Computer Algorithm For Obtaining From The SP LogaowsОценок пока нет
- Resservoir 1Документ3 страницыResservoir 1aowsОценок пока нет
- Reservoir Lab 1Документ2 страницыReservoir Lab 1aowsОценок пока нет
- Fully Penetrating Vertical N Al FractureДокумент3 страницыFully Penetrating Vertical N Al FractureaowsОценок пока нет
- Spwla Fourteenth Annual Logging Symposium, MAY 6-9, 1973: GIG Wells Field 229 WellsДокумент3 страницыSpwla Fourteenth Annual Logging Symposium, MAY 6-9, 1973: GIG Wells Field 229 WellsaowsОценок пока нет
- Reservoir Lab 2Документ3 страницыReservoir Lab 2aowsОценок пока нет
- Degree: Dual Laterlog Response in 3-D EnvironmentsДокумент3 страницыDegree: Dual Laterlog Response in 3-D EnvironmentsaowsОценок пока нет
- PDR 0Документ1 страницаPDR 0aowsОценок пока нет
- Summary and Conclusions: Model InputsДокумент3 страницыSummary and Conclusions: Model InputsaowsОценок пока нет
- About The Authors: Ellis MДокумент1 страницаAbout The Authors: Ellis MaowsОценок пока нет
- Oil 6Документ3 страницыOil 6aowsОценок пока нет
- Historical Development: DQ A KQB DT - . ...................... (1) QДокумент14 страницHistorical Development: DQ A KQB DT - . ...................... (1) QaowsОценок пока нет
- PDR 1Документ1 страницаPDR 1aowsОценок пока нет
- Are Are For SMY: CCI Bars Crude W' A A and CrudeДокумент1 страницаAre Are For SMY: CCI Bars Crude W' A A and CrudeaowsОценок пока нет
- Efwedry 2Документ1 страницаEfwedry 2aowsОценок пока нет
- A Comparison of Theoretical DO1 With Experimen-Results. ConclusionДокумент2 страницыA Comparison of Theoretical DO1 With Experimen-Results. ConclusionaowsОценок пока нет
- A Numerical Sensitivity Study Three Dimensional Imaging From A Single BoreholeДокумент3 страницыA Numerical Sensitivity Study Three Dimensional Imaging From A Single BoreholeaowsОценок пока нет
- History Match Analysis - Petrel RE 2012Документ1 страницаHistory Match Analysis - Petrel RE 2012aowsОценок пока нет
- Example of Python Script: User Can Add As Many As Cross-Plots Needed Inside The ContainerДокумент1 страницаExample of Python Script: User Can Add As Many As Cross-Plots Needed Inside The ContaineraowsОценок пока нет
- Efwedry 2Документ1 страницаEfwedry 2aowsОценок пока нет
- Graphical Zone Editing Advanced Zone Creation: Editing/Adding Zones VsДокумент1 страницаGraphical Zone Editing Advanced Zone Creation: Editing/Adding Zones VsaowsОценок пока нет
- Historical Development: DQ A KQB DT - . ...................... (1) QДокумент14 страницHistorical Development: DQ A KQB DT - . ...................... (1) QaowsОценок пока нет
- Preserve It:: 6/6 Schlumberger PublicДокумент1 страницаPreserve It:: 6/6 Schlumberger PublicaowsОценок пока нет
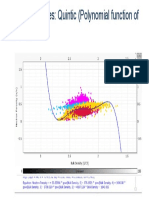
- Polynomial Shapes: Quintic (Polynomial Function of Degree 5)Документ1 страницаPolynomial Shapes: Quintic (Polynomial Function of Degree 5)aowsОценок пока нет
- Flow Zone 1Документ1 страницаFlow Zone 1aowsОценок пока нет
- HydsimДокумент6 страницHydsimaowsОценок пока нет
- Polynomial Shapes: Cubic (Polynomial Function of Degree 3)Документ3 страницыPolynomial Shapes: Cubic (Polynomial Function of Degree 3)aowsОценок пока нет
- TocdДокумент6 страницTocdaowsОценок пока нет
- Radial: 20000 100 Tensile PlasticДокумент7 страницRadial: 20000 100 Tensile PlasticaowsОценок пока нет
- Data Load Into PETRELДокумент2 страницыData Load Into PETRELaowsОценок пока нет
- Floating Needle-WPS OfficeДокумент2 страницыFloating Needle-WPS OfficeAnnie Valenzona CablasОценок пока нет
- Fluid Mechanics and Hydraulic MachineryДокумент260 страницFluid Mechanics and Hydraulic MachineryCourtney Ward100% (4)
- Soalan Sains Tingkatan 1Документ17 страницSoalan Sains Tingkatan 1RosmizaОценок пока нет
- Chapter Ii - Fluid StaticsДокумент72 страницыChapter Ii - Fluid StaticszetseatberhanuОценок пока нет
- Ee51l M3-2020-1007Документ13 страницEe51l M3-2020-1007C Kevin AkoОценок пока нет
- Liquid Pressure and Pascals LawДокумент16 страницLiquid Pressure and Pascals Lawitsamazing496Оценок пока нет
- Drilling Products: Engineering Excellence in A Global MarketДокумент12 страницDrilling Products: Engineering Excellence in A Global MarketGustavo CunhaОценок пока нет
- Design of Tractor Way: A. Input DataДокумент40 страницDesign of Tractor Way: A. Input DatanidhisasidharanОценок пока нет
- Lucca James - Gizmo - Density LabДокумент5 страницLucca James - Gizmo - Density LabLucca JamesОценок пока нет
- Experiment No 1 MinhajДокумент6 страницExperiment No 1 MinhajMinhaj AkbarОценок пока нет
- Damage Stability Group 3Документ17 страницDamage Stability Group 3RobinОценок пока нет
- The Parametrization of Boundary Layer Processes: Unified Model Documentation Paper 024Документ71 страницаThe Parametrization of Boundary Layer Processes: Unified Model Documentation Paper 024Reno ChoiОценок пока нет
- Physics P2 SPM 2014 A Modul Melaka GemilangДокумент9 страницPhysics P2 SPM 2014 A Modul Melaka GemilangCikgu FaizalОценок пока нет
- 2022 - Pete 350 - Part B - 2Документ35 страниц2022 - Pete 350 - Part B - 2Alexander AntwiОценок пока нет
- Visual Plumes Mixing Zone Modeling SoftwareДокумент11 страницVisual Plumes Mixing Zone Modeling Softwarecopdeposu2071Оценок пока нет
- Chap 17Документ57 страницChap 17Saeed ullahОценок пока нет
- ICSE Physics Syllabus 2021 PDFДокумент10 страницICSE Physics Syllabus 2021 PDFinaОценок пока нет
- Activate 2 Physics Chapter3 AnswersДокумент6 страницActivate 2 Physics Chapter3 AnswersJohn LebizОценок пока нет
- Flow Chart Pre Service and Inservice AnalysisДокумент29 страницFlow Chart Pre Service and Inservice AnalysisReza DaliriОценок пока нет
- Floating Matrix Tablets Based On Low Density Form Powder Effects of Formulation and Processing Parameters On Drug ReleaseДокумент9 страницFloating Matrix Tablets Based On Low Density Form Powder Effects of Formulation and Processing Parameters On Drug ReleaseCesar Rodolfo Angulo DelgadoОценок пока нет
- Development of Automated Aerial Pesticide SprayerДокумент6 страницDevelopment of Automated Aerial Pesticide SprayerInternational Journal of Research in Engineering and TechnologyОценок пока нет
- Topic 3: Ship's Stresses: MTR 1102 - Ship, Ship Routines and Ship ConstructionДокумент25 страницTopic 3: Ship's Stresses: MTR 1102 - Ship, Ship Routines and Ship ConstructionJuan GonzalesОценок пока нет
- MCQ FMДокумент21 страницаMCQ FMManohar WaghmodeОценок пока нет
- Solutions of 10 Online Physics BrawlДокумент54 страницыSolutions of 10 Online Physics BrawlHemendra PrasannaОценок пока нет
- Pressure & DensityДокумент2 страницыPressure & DensityYoga PratamaОценок пока нет
- 3rd Unit (Ind. Instru.) PDFДокумент54 страницы3rd Unit (Ind. Instru.) PDFsourabh sagdeoОценок пока нет
- 10 RiserДокумент46 страниц10 RiserAnshul Shukla100% (1)
- CBSE CBSE Class 9 NCERT Solution Science Gravitation 2015 02-24-07!35!07 677Документ10 страницCBSE CBSE Class 9 NCERT Solution Science Gravitation 2015 02-24-07!35!07 677dashОценок пока нет
- Name of Experiment: Rotameter Experiment Number: 4 Date of Experiment: Objective: Calibration of Rotameter (Flow Meter) TheoryДокумент3 страницыName of Experiment: Rotameter Experiment Number: 4 Date of Experiment: Objective: Calibration of Rotameter (Flow Meter) TheoryNiteshОценок пока нет
- Ret-18 (Champ-1st Year) - 2015 (P1) - 30.12.2019Документ19 страницRet-18 (Champ-1st Year) - 2015 (P1) - 30.12.2019rohan jhaОценок пока нет