Вам также может понравиться
- Rockwell Delta 10 Inch Band Saw PDFДокумент15 страницRockwell Delta 10 Inch Band Saw PDFmceldridge100% (1)
- Instruction Manual-Smc 33KVДокумент9 страницInstruction Manual-Smc 33KVRAKESH CHANDRA PATRAОценок пока нет
- Ge Ge752 User Manual 61 62Документ2 страницыGe Ge752 User Manual 61 62RICHARDОценок пока нет
- Valves S&S B Series 8-Inch Globe: Instruction ManualДокумент12 страницValves S&S B Series 8-Inch Globe: Instruction ManualpedroОценок пока нет
- Specified Anchor Bolt Category Bolt Standards Nut StandardsДокумент3 страницыSpecified Anchor Bolt Category Bolt Standards Nut StandardsrefaeОценок пока нет
- Wall Range Hood Installation Tutorial VideoДокумент5 страницWall Range Hood Installation Tutorial VideojorgeluislagunaОценок пока нет
- Suspension Bushing Service Tool: Go The DistanceДокумент2 страницыSuspension Bushing Service Tool: Go The DistancePatricio G. ArrienОценок пока нет
- INS0007 FordC4C6 KickdownKitДокумент2 страницыINS0007 FordC4C6 KickdownKitalex jvОценок пока нет
- Manual Birmingham FresadoraДокумент49 страницManual Birmingham FresadoraRichy SantoyoОценок пока нет
- Bearing Mounting Procedure: (Page 1 of 6)Документ6 страницBearing Mounting Procedure: (Page 1 of 6)JoséMiguelSánchezGОценок пока нет
- WheelHorse Snow Thrower Completing Package Manual 6-9111Документ4 страницыWheelHorse Snow Thrower Completing Package Manual 6-9111Kevins Small Engine and Tractor ServiceОценок пока нет
- Spare Parts, Instruction and Maintenance Manual For Spanco Model 301 Jib CranesДокумент20 страницSpare Parts, Instruction and Maintenance Manual For Spanco Model 301 Jib CranesGuillermoОценок пока нет
- TRANZX INSTALL MANUAL 2x INTERNAL v0Документ5 страницTRANZX INSTALL MANUAL 2x INTERNAL v0dan nadОценок пока нет
- Minivator 1000 Series Installation Manual PDFДокумент36 страницMinivator 1000 Series Installation Manual PDFSergio PОценок пока нет
- Introducing The Airbrake: Moore Fans Anti Windmilling DeviceДокумент5 страницIntroducing The Airbrake: Moore Fans Anti Windmilling DevicedfmolinaОценок пока нет
- Verado 200-275 Workshop-2Документ90 страницVerado 200-275 Workshop-2Servicios Luna LSОценок пока нет
- Seccion 3BДокумент68 страницSeccion 3BJuan Gabriel Hernandez LunaОценок пока нет
- Fifth Wheel Installation InstructionsДокумент10 страницFifth Wheel Installation InstructionsvinothОценок пока нет
- Mercedes Vito WSA 639 D30 AngielskaДокумент2 страницыMercedes Vito WSA 639 D30 AngielskaAlberto Lopez AlmarchaОценок пока нет
- Crankshaft AlignmentДокумент4 страницыCrankshaft AlignmentPPG Construction CorporationОценок пока нет
- Aeolus RSL Integrated Road Handlebar/stem Installation ManualДокумент1 страницаAeolus RSL Integrated Road Handlebar/stem Installation ManualRudy AriyantoОценок пока нет
- 100 CC Manual RC PlaneДокумент39 страниц100 CC Manual RC PlaneNeeleshGuptaОценок пока нет
- Transmission and Torque Converter Hyster H360-620B Repair ManualДокумент58 страницTransmission and Torque Converter Hyster H360-620B Repair ManualArmando OrtaОценок пока нет
- Wood Propellers: Installation, Operation, & Maintenance Integral Flange CrankshaftsДокумент4 страницыWood Propellers: Installation, Operation, & Maintenance Integral Flange CrankshaftsPOUETОценок пока нет
- خطوات فك عمودمولد جي ايهДокумент7 страницخطوات فك عمودمولد جي ايهخالدОценок пока нет
- Prepared by Deepak A Vishwakarma .: Roll No L081040008 T Y B Tech ProductionДокумент30 страницPrepared by Deepak A Vishwakarma .: Roll No L081040008 T Y B Tech ProductionDIPAK VINAYAK SHIRBHATE100% (2)
- Adjustment Procedure For Heavy Duty Right Angle Drive: Output ShaftДокумент8 страницAdjustment Procedure For Heavy Duty Right Angle Drive: Output Shaftanibal cruzОценок пока нет
- Honeycomb Fitting Instructions 2022Документ21 страницаHoneycomb Fitting Instructions 2022planningОценок пока нет
- Operating Manual 980mm P-47Документ12 страницOperating Manual 980mm P-47Darren-Edward O'NeillОценок пока нет
- WheelHorse Lawn Sweeper Manual 7-2511Документ4 страницыWheelHorse Lawn Sweeper Manual 7-2511Kevins Small Engine and Tractor Service100% (1)
- BC BRONCO Rear Disk Brakes: B.C. BRONCOS Tech LibraryДокумент11 страницBC BRONCO Rear Disk Brakes: B.C. BRONCOS Tech LibrarycarlvpОценок пока нет
- Easyd IOMДокумент2 страницыEasyd IOMPriesilia PresleyОценок пока нет
- Kichler Ceiling Fan ManualДокумент54 страницыKichler Ceiling Fan ManualSalsa_Picante_BabyОценок пока нет
- 2100103-Tilt CylindersДокумент17 страниц2100103-Tilt CylindersFrancisco DiazОценок пока нет
- Manta Ray in Depth Installation Guide 05-04-2022 FINALДокумент8 страницManta Ray in Depth Installation Guide 05-04-2022 FINALotmani.yanissОценок пока нет
- Rolling InstallnstructionsДокумент8 страницRolling InstallnstructionsANDIОценок пока нет
- BR3 002 ManualДокумент10 страницBR3 002 ManualEric LempkeОценок пока нет
- Bollard Installation Part 2Документ5 страницBollard Installation Part 2Bryan HermawanОценок пока нет
- Front Suspension Installation Instructions: 1953-1956 Ford Truck Custom IFSДокумент10 страницFront Suspension Installation Instructions: 1953-1956 Ford Truck Custom IFSmickabd2002Оценок пока нет
- Challenger 24012 IOMДокумент19 страницChallenger 24012 IOMgmsapiensОценок пока нет
- Bowen Fishing Methods PDFДокумент19 страницBowen Fishing Methods PDFJorge Gomez Portilla100% (1)
- TK19 2020 Domane Service Manual en-GBДокумент16 страницTK19 2020 Domane Service Manual en-GBOswaldo VillanuevaОценок пока нет
- 7400_CEM40_QSGДокумент6 страниц7400_CEM40_QSGsudhangshu_ghoseОценок пока нет
- AT520JK Users ManualДокумент15 страницAT520JK Users ManualgerezairОценок пока нет
- Casing Packer Setting Tool (SLB)Документ12 страницCasing Packer Setting Tool (SLB)Alexander KlmОценок пока нет
- MAKITA - Llave Impacto 6905H - ManualДокумент64 страницыMAKITA - Llave Impacto 6905H - Manualmarco antonio talavera salazarОценок пока нет
- GEH 3416 Shunt Trip DeviceДокумент3 страницыGEH 3416 Shunt Trip DevicejadliftboatsetorecordsОценок пока нет
- Parts Replacement Manual For Dodge® Torque-Arm ™: Speed Reducers Straight Bore & Taper BushedДокумент16 страницParts Replacement Manual For Dodge® Torque-Arm ™: Speed Reducers Straight Bore & Taper BushedRomulo Davila GarciaОценок пока нет
- Assembly Manual For50ccДокумент42 страницыAssembly Manual For50ccfRANCОценок пока нет
- Adjust Horizontal Bandsaw Blade & Guide for Accurate CutsДокумент16 страницAdjust Horizontal Bandsaw Blade & Guide for Accurate CutsKelvin TyhОценок пока нет
- SECTION 4.05: Cylinder Head AssemblyДокумент8 страницSECTION 4.05: Cylinder Head AssemblyLUISA FERNANDA TORRES MANOSALVAОценок пока нет
- BALEROSДокумент17 страницBALEROSjulio cesarОценок пока нет
- Generator Rotor Removal PDFДокумент8 страницGenerator Rotor Removal PDFMohamed Omar100% (1)
- Assembly Guide for 53Документ23 страницыAssembly Guide for 53Alvaro ReyesОценок пока нет
- Axial Fan Series O&M ManualДокумент11 страницAxial Fan Series O&M ManualSebastian PrzybylowiczОценок пока нет
- Service Manual SM01-001-006.00: Boom Rest, R & IДокумент4 страницыService Manual SM01-001-006.00: Boom Rest, R & IGILMAR NIETOОценок пока нет
- 538 270 Thomas Series DBZ, Sizes 50 451 Disc Couplings ManualДокумент4 страницы538 270 Thomas Series DBZ, Sizes 50 451 Disc Couplings ManualpelakupasarОценок пока нет
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceОт EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceОценок пока нет
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheОт EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Pirate HatДокумент1 страницаPirate HatnotjustsomeoneОценок пока нет
- BB Service Service Manuals A2-Service-Manual 12-752828-000Документ221 страницаBB Service Service Manuals A2-Service-Manual 12-752828-000notjustsomeoneОценок пока нет
- The Bicycle WheelДокумент147 страницThe Bicycle WheelVytautas100% (8)
- EXA 24X35mm: Back To Main On-Line Manual PageДокумент13 страницEXA 24X35mm: Back To Main On-Line Manual PagenotjustsomeoneОценок пока нет
- Get Your Defensive House in Order PDFДокумент102 страницыGet Your Defensive House in Order PDFnotjustsomeoneОценок пока нет
- Smart Air Dive Computer: Instruction ManualДокумент20 страницSmart Air Dive Computer: Instruction ManualnotjustsomeoneОценок пока нет
- The Bicycle WheelДокумент147 страницThe Bicycle WheelVytautas100% (8)
- Ricohmatic 225Документ37 страницRicohmatic 225notjustsomeoneОценок пока нет
- Exakta 35mm Guide-1-2Документ27 страницExakta 35mm Guide-1-2surfbaby100% (1)
- 1987 B57 Variations of The Model 1885 WinchesterДокумент11 страниц1987 B57 Variations of The Model 1885 Winchesternotjustsomeone67% (3)
- Handi Instr TwobДокумент13 страницHandi Instr TwobnotjustsomeoneОценок пока нет
- Handi Instr OneДокумент9 страницHandi Instr OnenotjustsomeoneОценок пока нет
- VMDДокумент1 страницаVMDJason GrohОценок пока нет
- H&R Handi Rifle ManualДокумент6 страницH&R Handi Rifle ManualSbd RancottОценок пока нет
- نسخة من Lecture 2.1 - Identify the History of ComputerДокумент14 страницنسخة من Lecture 2.1 - Identify the History of Computerوجدان الشداديОценок пока нет
- Application Guide Ag314Документ14 страницApplication Guide Ag314WilliamОценок пока нет
- Epson WF C5790 WF C5790A WF C5710 ET 8700 WF C5210 WF C5290 WF C5290A Service Manuals 1 50Документ50 страницEpson WF C5790 WF C5790A WF C5710 ET 8700 WF C5210 WF C5290 WF C5290A Service Manuals 1 50조장현Оценок пока нет
- Compatilidad SIMPLEXДокумент8 страницCompatilidad SIMPLEXcchristtОценок пока нет
- Giacomini PDFДокумент52 страницыGiacomini PDFLavzОценок пока нет
- FDY Equipment maintenance and attention on Hot Godet sectionДокумент21 страницаFDY Equipment maintenance and attention on Hot Godet sectionnajme mohammadiОценок пока нет
- Termostato AKM 446 PDFДокумент4 страницыTermostato AKM 446 PDFPaulo RebeloОценок пока нет
- InRow SC InstallationДокумент44 страницыInRow SC InstallationTechnicus Proyectos ElectromecánicosОценок пока нет
- Bwms3 Type-F HW Io List Template Rev1.0 Gd1221!1!20211119Документ229 страницBwms3 Type-F HW Io List Template Rev1.0 Gd1221!1!20211119Trong HuynhОценок пока нет
- EcoLUM LED PRICELISTДокумент2 страницыEcoLUM LED PRICELISTRagnarok Ymir100% (1)
- HEC Mining BrochureДокумент8 страницHEC Mining BrochureAbhay PathakОценок пока нет
- WA150-5 SEBM033805 TroubleshootingДокумент273 страницыWA150-5 SEBM033805 Troubleshootinghaimay118Оценок пока нет
- Cinematography FileДокумент13 страницCinematography FileJakovGrdovicОценок пока нет
- 25 Fire Extinguishers For Areas With Class B Hazards Must Be No More Than 30-50 Feet AwayДокумент11 страниц25 Fire Extinguishers For Areas With Class B Hazards Must Be No More Than 30-50 Feet Awaym.sofiqur rahmanОценок пока нет
- CB-334E & CB-335E Electrical System Vibratory Compactor: Machine Harness Connector and Component LocationsДокумент2 страницыCB-334E & CB-335E Electrical System Vibratory Compactor: Machine Harness Connector and Component Locationsjulian guerraОценок пока нет
- Apm Terminals Hopper Manual: Port of CallaoДокумент34 страницыApm Terminals Hopper Manual: Port of CallaoSaray Fernández SaavedraОценок пока нет
- Chapter 2: Final Circuit & Load Estimation: Hasnizam Hanafi Pusat Pengajian Kejuruteraan Sistem ElektrikДокумент54 страницыChapter 2: Final Circuit & Load Estimation: Hasnizam Hanafi Pusat Pengajian Kejuruteraan Sistem ElektrikRaj Kumar GiriОценок пока нет
- General Brochure LITZДокумент12 страницGeneral Brochure LITZe.mailsnotforsaleОценок пока нет
- Isolated Converters and ExtendersДокумент22 страницыIsolated Converters and ExtendersThomas KoshyОценок пока нет
- Comparison of NEMA and IEC Schematic DiagramsДокумент8 страницComparison of NEMA and IEC Schematic DiagramsLigdowОценок пока нет
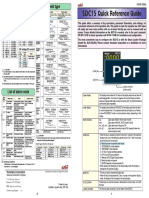
- Quick Reference Guide: PV Input Range Table Event TypeДокумент4 страницыQuick Reference Guide: PV Input Range Table Event TypeZikri ChannelОценок пока нет
- Lec PDFДокумент2 страницыLec PDFwakovicОценок пока нет
- Introduction To Motor Controllers and Motor Control Centers, Part 2Документ5 страницIntroduction To Motor Controllers and Motor Control Centers, Part 2هانى خيرОценок пока нет
- Satip J 903 01Документ10 страницSatip J 903 01javed iqbalОценок пока нет
- Liebherr LTC 1055 - 3.1Документ82 страницыLiebherr LTC 1055 - 3.1cesar alejandro scavoОценок пока нет
- Fire Alarm System Inspection and Testing FormДокумент4 страницыFire Alarm System Inspection and Testing FormBrahim SemariОценок пока нет
- EnergySupply A1 A3 HN 202 069Документ11 страницEnergySupply A1 A3 HN 202 069cabecavilОценок пока нет
- Hydrotide User's Manual Rev DДокумент18 страницHydrotide User's Manual Rev DbalachandracОценок пока нет
- Exterior Lighting Revision Adds Rain Sensor DetailsДокумент2 страницыExterior Lighting Revision Adds Rain Sensor DetailsAlex GovorovОценок пока нет
- BRAUN D521 Brochure ENДокумент4 страницыBRAUN D521 Brochure ENantonio sanchezОценок пока нет