Вам также может понравиться
- Electronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionОт EverandElectronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionОценок пока нет
- TA201A Spring 2023 Class 8Документ28 страницTA201A Spring 2023 Class 8Aditya ShankarОценок пока нет
- STX CableДокумент1 страницаSTX CableVijay KarthikeyanОценок пока нет
- SGX CableДокумент1 страницаSGX CableVijay KarthikeyanОценок пока нет
- SGX CableДокумент1 страницаSGX CableKristaОценок пока нет
- TXL CableДокумент1 страницаTXL CableVijay KarthikeyanОценок пока нет
- SXL CableДокумент1 страницаSXL CableVijay KarthikeyanОценок пока нет
- WeldingДокумент31 страницаWeldingभोला भक्तОценок пока нет
- Lecture Notes: Welding Introduction: Handout PPT - On Website Higgins - Ch. 17, Section 4 WeldingДокумент3 страницыLecture Notes: Welding Introduction: Handout PPT - On Website Higgins - Ch. 17, Section 4 WeldingRudi DaОценок пока нет
- FLR2X11Y CablesДокумент1 страницаFLR2X11Y CablesVijay KarthikeyanОценок пока нет
- FLR2X11Y CablesДокумент1 страницаFLR2X11Y CablesKristaОценок пока нет
- EDM TRG NandamДокумент31 страницаEDM TRG NandamIsaias ConceiçãoОценок пока нет
- EE669 - Lecture 27 - 15.10.2019 MetallizationДокумент19 страницEE669 - Lecture 27 - 15.10.2019 MetallizationRashmi RavindranathОценок пока нет
- MmawДокумент1 страницаMmawVishal JoshiОценок пока нет
- AVSSH CablesДокумент1 страницаAVSSH CablesVijay KarthikeyanОценок пока нет
- Welding Process: Mma (Manual Metal Arc)Документ1 страницаWelding Process: Mma (Manual Metal Arc)Fauzan RusmayadiОценок пока нет
- GXL CablesДокумент1 страницаGXL CablesVijay KarthikeyanОценок пока нет
- Bond Wire Failures in Integrated Circuits With Pulsed Currents - An Analytical ViewДокумент1 страницаBond Wire Failures in Integrated Circuits With Pulsed Currents - An Analytical ViewkaiakanОценок пока нет
- Kobel Corostain - D - 316LДокумент1 страницаKobel Corostain - D - 316LBHARAT KОценок пока нет
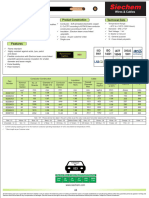
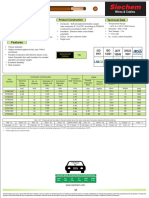
- Application Product Construction Technical Data: 2D ViewДокумент1 страницаApplication Product Construction Technical Data: 2D ViewseenudesignОценок пока нет
- TDS 351do enДокумент1 страницаTDS 351do enMumkoОценок пока нет
- Material Science Lec ExamДокумент141 страницаMaterial Science Lec ExamCayle MalitОценок пока нет
- Joining: TopicsДокумент13 страницJoining: TopicsKhalid El MasryОценок пока нет
- Technical Information PDFДокумент24 страницыTechnical Information PDFroyclhorОценок пока нет
- Welding - Joining ProcessДокумент22 страницыWelding - Joining Processnafiz 3265Оценок пока нет
- EV CablesДокумент1 страницаEV CablesVijay KarthikeyanОценок пока нет
- Meet00 1Документ42 страницыMeet00 1Cj TilamОценок пока нет
- Helukabel M20099 en GBДокумент1 страницаHelukabel M20099 en GBWilfrido Martinez LОценок пока нет
- Refractories For Steel MakingДокумент36 страницRefractories For Steel MakingradinasrОценок пока нет
- 01.1 Folien 2012-08-29 We, Insulation Systems With NOMEX EPOFLEXДокумент99 страниц01.1 Folien 2012-08-29 We, Insulation Systems With NOMEX EPOFLEXAlberto VegaОценок пока нет
- Interconnects: P. Vaishnavi - 208221020Документ39 страницInterconnects: P. Vaishnavi - 208221020Palawar VaishnaviОценок пока нет
- EDM TRG NandamДокумент31 страницаEDM TRG NandamAjeet thakurОценок пока нет
- CABT CablesДокумент1 страницаCABT CablesKristaОценок пока нет
- Module 9 - WeldingДокумент29 страницModule 9 - WeldingAnonymous 7yN43wjlОценок пока нет
- 2222XHDДокумент1 страница2222XHDmkpqОценок пока нет
- SGT CableДокумент1 страницаSGT CableVijay KarthikeyanОценок пока нет
- Railrod: Data SheetДокумент1 страницаRailrod: Data Sheetmohamed AdelОценок пока нет
- MI Tube Skin Thermocouple AssembliesДокумент6 страницMI Tube Skin Thermocouple AssembliesAlonso MooriОценок пока нет
- Research 1Документ10 страницResearch 1shahadОценок пока нет
- NFC 1kv ABC 2&4c16 Ees CableДокумент5 страницNFC 1kv ABC 2&4c16 Ees CableazzouzimedОценок пока нет
- Lecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyДокумент24 страницыLecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyNavneet KumarОценок пока нет
- Earthing System Design Tool For Low Voltage InstallationsДокумент36 страницEarthing System Design Tool For Low Voltage InstallationsLim BoraОценок пока нет
- 4-GAS TUNGSTEN ARC WELDING (GTAW) and PLASMA Arc WeldingДокумент19 страниц4-GAS TUNGSTEN ARC WELDING (GTAW) and PLASMA Arc WeldingabastosuaptОценок пока нет
- IIW1Документ13 страницIIW1Ante CrnicaОценок пока нет
- Electron BeamДокумент5 страницElectron Beamrangaraobdl30198Оценок пока нет
- IJSRMME18348Документ7 страницIJSRMME18348Kiran KumarОценок пока нет
- Aircraft Structure - Topic 6Документ45 страницAircraft Structure - Topic 6SThaneasMurОценок пока нет
- RM01 TIG-WeldingДокумент39 страницRM01 TIG-WeldingAnonymous cgcKzFtXОценок пока нет
- Resistance Heating Wire Iron-Chrome-Aluminum (Fe-Cr-Al) Alloy - KAFДокумент2 страницыResistance Heating Wire Iron-Chrome-Aluminum (Fe-Cr-Al) Alloy - KAFAndruОценок пока нет
- NTMP - EbmДокумент20 страницNTMP - EbmShuvroneil Sinha RoyОценок пока нет
- R2 CableДокумент1 страницаR2 CableKristaОценок пока нет
- FLRYWK CablesДокумент1 страницаFLRYWK CablesKristaОценок пока нет
- MPR-unit-V D.B.Patil NДокумент14 страницMPR-unit-V D.B.Patil NSakshi SalunkheОценок пока нет
- Soal Pembahasan-2Документ22 страницыSoal Pembahasan-2xrsqcxcjxvОценок пока нет
- Electronic Ceramics and CermetsДокумент32 страницыElectronic Ceramics and Cermetsmarvel794Оценок пока нет
- R4 CableДокумент1 страницаR4 CableVijay KarthikeyanОценок пока нет
- SMAWДокумент5 страницSMAWمصر للخدمات الميكانيكيةОценок пока нет
- Electronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 1От EverandElectronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 1Рейтинг: 4.5 из 5 звезд4.5/5 (5)
- A-36 - Pages From Section II Part D (Customary)Документ3 страницыA-36 - Pages From Section II Part D (Customary)siswantoОценок пока нет
- Synthesis of Nanostructured Materials by Mechanical Milling: Problems and OpportunitiesДокумент10 страницSynthesis of Nanostructured Materials by Mechanical Milling: Problems and OpportunitiesGuillermo IdarragaОценок пока нет
- ME I - Experiment No 2 Spinning ProcessДокумент3 страницыME I - Experiment No 2 Spinning Processmansukh0% (1)
- Dr.-Ing. Islam El-Galy: Royal Commission For Jubail and Yanbu Jubail University College Mechanical Engineering DepartmentДокумент38 страницDr.-Ing. Islam El-Galy: Royal Commission For Jubail and Yanbu Jubail University College Mechanical Engineering DepartmentomarОценок пока нет
- Unit 1 MCQ MPДокумент17 страницUnit 1 MCQ MPSandip AwaghadeОценок пока нет
- CSWIP Question Paper 1Документ11 страницCSWIP Question Paper 1ravindra_jivani100% (1)
- Astm A961-21Документ9 страницAstm A961-21bdr85Оценок пока нет
- High Speed Machining With CVD Coated CermetДокумент8 страницHigh Speed Machining With CVD Coated Cermetr0ll3rОценок пока нет
- Project Sport Car RimДокумент14 страницProject Sport Car RimTimorthy Koh Chen LoongОценок пока нет
- Lecture 5 Lathe Speed and FeedДокумент14 страницLecture 5 Lathe Speed and FeedYAWARОценок пока нет
- WJ 2013 05Документ128 страницWJ 2013 05Matija BušićОценок пока нет
- Hanita PDFДокумент614 страницHanita PDFtesteando1988Оценок пока нет
- OE-AN41220-ARL 4460 Fe-1010Документ4 страницыOE-AN41220-ARL 4460 Fe-1010Adela BaltinОценок пока нет
- Allectra 11 CFДокумент14 страницAllectra 11 CFmsyan1965Оценок пока нет
- HSFG Part I Bolt & NutДокумент1 страницаHSFG Part I Bolt & NutvpjagannaathОценок пока нет
- Tpco Catalogue (2013)Документ14 страницTpco Catalogue (2013)Jawad ChamsouОценок пока нет
- A148A148M-15 Standard Specification For Steel Castings, High Strength, For Structural PurposesДокумент4 страницыA148A148M-15 Standard Specification For Steel Castings, High Strength, For Structural PurposesmithileshОценок пока нет
- SKEMA JAWAPAN Sains KERTAS 2 Ting 4Документ7 страницSKEMA JAWAPAN Sains KERTAS 2 Ting 4azmijaaffar67% (3)
- UES 012 Unit-5 Corrosion ProcessДокумент38 страницUES 012 Unit-5 Corrosion ProcessArchit MadaanОценок пока нет
- CopperДокумент22 страницыCopperrogeniumОценок пока нет
- Carbono EquivalenteДокумент81 страницаCarbono EquivalenteRemmy Torres VegaОценок пока нет
- GRADE 302: Element Content (%)Документ3 страницыGRADE 302: Element Content (%)Shashank Saxena100% (1)
- Exothermic Welding SeriesДокумент2 страницыExothermic Welding SeriesJawad AziziОценок пока нет
- SUPERIOR STEEL OVERSEAS Maharashtra IndiaДокумент10 страницSUPERIOR STEEL OVERSEAS Maharashtra IndiaSUPERIOR STEEL OVERSEAS, MaharashtraОценок пока нет
- Leaching of Roasted Copper OreДокумент16 страницLeaching of Roasted Copper OreFabiano, Jr. BarcenalОценок пока нет
- Standard Exporting Packing or As RequirementsДокумент8 страницStandard Exporting Packing or As RequirementsToni NguyenОценок пока нет
- Carbon and Carbon-Manganese Steel Seamless Steel Tubes and Pipes For ShipДокумент10 страницCarbon and Carbon-Manganese Steel Seamless Steel Tubes and Pipes For Shipvalli rajuОценок пока нет
- FSW SeminarДокумент23 страницыFSW SeminarMahaManthraОценок пока нет
- Piping Class Sistemas de Protección Contra Incendio (Agua Y Espuma)Документ2 страницыPiping Class Sistemas de Protección Contra Incendio (Agua Y Espuma)camiloayalaОценок пока нет
- Hollow RivetДокумент28 страницHollow RivetRachel HasibuanОценок пока нет