Volume 5, Issue 12, December – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Analysis in Machine Design Project Scheduling NCB
8 Using Critical Path Method (CPM) Load and
Method of Manufacturing Oriented Control
(LOMC) in Pt. XXX
Erry Rimawan, Rezti Miranty Syahrully, Dias Irawati Sukma, Hasiholan Manurung, Algi Fahri
Industrial Engineering
MercuBuana University
Abstract:- Accuracy in order fulfillment time of receipt of The project is aimed as an activity that takes place
the promised company and product quality are in line with within a certain time with a certain end result. Projects
expectations, as well as the fee charged is considered generally have jobs that once happened and never repeats
reasonable is unsur-satisfaction elements that must be met exactly the same (Dimyati&Nurjannah, 2014). So that the
by the company to the consumer. PT. XXX is a project has a certain time limit that is intended as a
manufacturing company engaged in the manufacture of benchmark or indicator of the level of accuracy or delay of
products such as car parts car roof, engine hood and the project itself. Strategy scheduling (Scheduling) is the
fenders. Based on data from the company, according to the key factor in running a project, the right strategy to make the
company in 2018 many mismatches or delayed against the project succeed before or right at a predetermined time.
schedule or the machine that has been made. This study
aims to determine the time of receipt of the order to the Load oriented manufacturing control a manufacturing
Load method Oriented Manufacturing Control (LOMC) system that is important in reducing lead times and
where the timing of the receipt of the order is based on a inventories of semi-finished level. Therefore, it has
calculation that considers the manufacturing lead time developed a new concept in the control of the manufacturing
order delivery time to customers, and also determine the system is the concept of workload. One of the concepts
critical path on the activities to be undertaken by the NCB developed workload is load-oriented manufacturing control
engine 8. Using the Load method Oriented Manufacturing LOMC), the function is toflow control time factory floor by
Control with due regard to the available capacity, delivery controlling the actual input versus output planned work.
time and the priority order is obtained within project
acceptance and also make critical path analysis of the 1.2 Problem Formulation
project to be undertaken by the NCB 8 engines like PL, Based on the description of the background underlying
BJN, BJ, BN, bY. and K2. this report, the formulation of the issues to be raised in this
paper is as follows:
Keywors:- Critical Path, Project, Reachive Date. 1. How implementation of the project on Critical path
method (CPM) and the Load method of manufacturing
I. PRELIMINARY oriented control (LOMC)?
2. how the scheduling design projects to be undertaken by
1.1 Background the NCB 8 engine?
In the manufacturing industry, the manufacturing plays
an important role in transforming raw materials into finished 1.3 Limitations
products. This is the challenge for the manufacturing Limitation of problems that are used are:
industry, namely. XXX engaged in the manufacture of This research data collection taken through section
automobiles. To support the passage of the production Production Die DEPT. Machining Section. And analysis
process at the company there are important activities inside used only the machining NCB 8. With the method, we
that.The important ativitas which goes to production choose the critical path method (CPM) and load-oriented
planning production schedule for each project to meet the manufacturing control (LOMC) on the data obtained in the
demand of consumers to achieve effective and efficient period August - September 2018.
cycle. Then in carrying out production activities are impacts
that will occur in the running production process that is II. RESULTS AND DISCUSSION
shifting the production schedule. Production plans project
that can not be produced today because it does not 2.1 Method Critical Path Method (CPM)
correspond to the existing project schedule so that there is a
delay in implementing the next project. 2.1.1 Networking
The results of the analyzed data to support the
processing variables on the critical path data that is analyzed
can be seen in Table 2.1 below:
IJISRT20DEC497 www.ijisrt.com 1156
Volume 5, Issue 12, December – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Table 2.1 Sequence Activities and Events Accompanied 1.1.3 Backward calculations
Previously Estimated Period of Time
Table 2.3 Calculation of Backward CPM
Dura Previ EF
Duration Type
No. Type of work Previous No Event tion ous E (ES +
(Hours) of LS LF
activities . Codes (Hou activit S Durat
work
rs) ies ion)
1 PL 245
116 119
2 BJN 150 A 1 PL A 245 0 245
60 05
3 BJ 695 B 24 119 120
2 BJN B 150 A 395
5 05 55
4 BN 10090 C
39 120 127
5 BY 370 D 3 BJ C 695 B 1090
5 55 50
6 K2 7215 D, E 1009 10 1118 127 228
4 BN D C
0 90 0 50 40
7 PL 440 F
11
8 BJN 1130 G 1155 228 232
5 BY E 370 D 18
0 40 10
9 BJ 280 H 0
11
10 BN 2220 H, I 2164 232 23
6 K2 F 7215 D, E 55
11 BY 1880 J 0 10 580
0
12 K2 12650 K VTV
21
1.1.2 Forward calculation 22 23 240
7 PL G 440 F 64
080 580 20
0
Table 2.2 Calculation of Forward CPM 22
Previ EF 232 2402 251
8 BJN H 1130 G 08
N Type of Event Duration ous (ES + 10 0 50
ES 0
o. work Codes (Hours) activ Durat 23
ities ion) 23 2515 25
9 BJ I 280 H 21
490 0 430
1 PL A 245 0 245 0
2 BJN B 150 A 245 395 23
25 25 25
10 BN J 2220 H, I 49
3 BJ C 695 B 395 1090 710 430 710
0
109 1118 25
4 BN D 10090 C 27 25 27
0 0 11 BY K 1880 J 71
590 710 590
111 1155 0
5 BY E 370 D
80 0 27
115 2164 1265 40 27 40
12 K2 L K 59
6 K2 F 7215 D, E 0 240 590 240
50 0 0
VTV BZC
216 22
7 PL G 440 F
40 080 In the countdown, move the calculation of the terminal
22 2321 event leading to the initial event. The goal is to calculate the
8 BJN H 1130 G time of the latest occurrence of the event and when the
080 0
232 23 slowest commencement and completed activities (TL, LS,
9 BJ I 280 H and LF) or is intended to know the time and date of the end
10 490
1 23 25 of the project in order to begin and end each activity without
BN J 2220 H, I delay period of project completion overall.
0 490 710
1 25 27
BY K 1880 J 1.1.4 Calculation of the CPM network diagram
1 710 590
1 27 40 Having obtained the results of advanced calculation
K2 L 12650 K and countdown CPM, next is calculate free float and total
2 590 240
float to be found of the pathways is critical path. Which is
BZC
the critical path is the path that consists of a series of
activities within the scope of the project, which if if delayed
On advanced computation, calculation of the initial will result in delays in the overall project. Calculation of
event moves toward the terminal event is to calculate the free float and total float is as follows:
fastest time of the event and the fastest time of the start and
completed its activities (TE, ES and EF).
IJISRT20DEC497 www.ijisrt.com 1157
Volume 5, Issue 12, December – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Table 2.4 Calculation of network diagram CPM
EF (ES +
No. Type of work Event Codes Duration (Hours) Previous ES LS LF FF TF
Duration)
activities
1 PL A 245 0 245 11660 11905 0 11660
2 BJN B 150 A 245 395 11905 12055 0 11660
3 BJ C 695 B 395 1090 12055 12750 0 11660
4 BN D 10090 C 1090 11180 12750 22840 0 11660
5 BY E 370 D 11180 11550 22840 23210 0 11660
6 K2 F 7215 D, E 11550 21640 23210 23 580 2875 4815
VTV
7 PL G 440 F 21640 22 080 23 580 24020 0 1940
8 BJN H 1130 G 22 080 23210 24020 25150 0 1940
9 BJ I 280 H 23210 23 490 25150 25 430 2000 1940
10 BN J 2220 H, I 23 490 25 710 25 430 25 710 0 0
11 BY K 1880 J 25 710 27 590 25 710 27 590 0 0
12 K2 L 12650 K 27 590 40 240 27 590 40 240 0 0
BZC
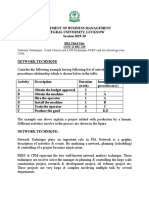
From the table, as a sign that the project is a critical path activity, then the activity red letters is the critical path that will be
described in the critical path network, is as follows:
Figure 2.1 Network diagram the critical path CPM
1.2 LOMC method (Load-Oriented Manufacturing Control)
2.2.1 Standard time
Product demand data collected in this study were drawn from the data product orders dies in Agusus - September 2018.
IJISRT20DEC497 www.ijisrt.com 1158
Volume 5, Issue 12, December – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Table 2.5.Calculation of Normal Time and Standard Time
type Cycle Time Load Time rating Normal Time Standard Time
Process Allowance
Project (Minutes) (Minutes) Factor (Minutes) (Minutes)
PL 122.5 36.7 0:13 163 971 29% 211.52
BJN 75 22.5 0:12 100.2 28% 128.25
BJ 347.5 104.2 0:09 461 078 35% 622.45
VTV
BN 5045 1513.5 0:12 6740.12 28% 8627.35
BY 185 0 0:12 185 37% 253.45
K2 3607.5 1082.2 0:09 4787.098 29% 6175.35
PL 220 66 0:13 294.58 29% 380.01
BJN 565 169.5 0:12 754.84 28% 966.19
BJ 140 42 0:09 185.78 35% 250.8
BZC
BN 1110 333 0:12 1482.96 28% 1898.19
BY 940 0 0:12 940 37% 1287.8
K2 6325 1897.5 0:09 8393.275 29% 10827.32
1.2.2 Calculation of Available Capacity
The production capacity is available every type of Capacity of hours provided the PL = Jlh machine / operator
process is calculated based on the number of operators, the x hours / day x Number Shift x Efficiency x Utilization
number of machines, working hours per day, the amount of = 1 x 8 hours / day x 2 x 0.85 x 0.90
shift work, efficiency and utilization factor. The number of = 12:24 hours / day
operators working days 1 week is 6 days and the number of
working hours 1 day is 8 hours, and the number of work The same calculation is done to calculate the available
shifts 1 day is 2 shift working hours. The capacity available capacity on the BJN process until the process on K2. The
in the PL (milling process to cast parts dies) is calculated as total capacity available on each of the dies can be seen in
follows: Table 2.6.
Table 2.6. hour capacity available each process
Total Capacity
Total Engineering /
Process Hours / Shift Total Shift Utilities (%) Efficient (%) Available (Hours /
Operator
Day)
PL 1 8 2 85% 90% 12:24
BJN 2 8 2 85% 90% 24.48
BJ 1 8 2 85% 90% 12:24
BN 2 8 2 85% 90% 24.48
BY 2 8 2 85% 90% 24.48
K2 2 8 2 85% 90% 24.48
2.2.3 Loading Sequence
The order of loading sequence is determined by the rules of priority FCFS (First Come First Serve). Direlease Project is the
first project to arrive. This rule is used as the arrival time project did not come together. By using the priority rules FCFS (First
Come First Serve) and the arrival time of the project to see the data in Table 4.1. then the loading sequence of the first sequence is
VTV 03, followed by Project VTV 04, BZC BZC 02 and 04. In Table 2.7. can see the order of the first charged.
IJISRT20DEC497 www.ijisrt.com 1159
Volume 5, Issue 12, December – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Table 2.7. loading sequence data
PL BJN BJ BN BY K2
type Project
TO (Hours) TO (Hours) TO (Hours) TO (Hours) TO (Hours) TO (Hours)
VTV 03 0 0 0 428.3 61.7 612.5
VTV 04 40.8 25 115.8 1253.3 0 590
BZC 02 0 0 0 370 45 2015.8
BZC 04 73.3 188.3 46.7 0 268.3 92.5
2.2.4 conversion Expenses 100
BKijk = 0 x 1-1(131)
Load conversion is done to see the magnitude of the
=0
load to be received by each process on the dies. Before
converting the load, first known percentage loading (LPG).
Later in the same manner respectively project
𝐿𝑜𝑎𝑑 𝐿𝑖𝑚𝑖𝑡 (ℎ𝑜𝑢𝑟𝑠) workload types VTV 03 in the period 1 to the operation of
LPG = X 100%𝑃𝑙𝑎𝑛𝑛𝑒𝑑 𝑂𝑢𝑡𝑝𝑢𝑡 (ℎ𝑜𝑢𝑟𝑠) the 2nd = 0 hours, operating 3rd = 0 hours because the
process is no pengeraan. Then, the operation of all 4 = 191
From the data capacity and the load limit of the hours, operating all 5 = 21 hours and operation of all 6 =
company can be obtained that LPG amounted to 131%. For 159 hours ,. In the same way do the calculation of load
example in PL capacity available at 12:24 hours, while the conversion for the type of project VTV 04, BZC BZC 03
load limit (hours / day x number of machines) is 16 hours / and 04 in period 1. The conversion result expense in the
day x 1 = 16 hours, then its LPG by 16 / 12:24 x 100% = period 1 can be seen in Table 4:18. Before conversion
131%. The percentage value of loading (LPG) will be used expense in the period 2, first seen in the period sequencing
to convert the load. results 1. From the sequencing results for the period 03 3
Project VTV operations 1 through 6 operation has been
If the known value of LPG was 131%, then the completed (*), whereas 04 projects operating VTV 1 to 6
workload of project VTV 03 for the period 1 operations 1 is have not been completed , resulting in a change in the
as follows. workload for the operation of 1 to 6.
100
BKijk = TOij j-1(𝐿𝑃𝐺)
Table 2.8. load conversion period of 3
Operation Operation Operation Operation Operation Operation Project Status
type Project No. 1 PL No. 2 BJN No. 3 BJ No. 4 BN No. 5 BY No. 6 K2 (Release / No
release)
TO (Hours) TO (Hours) TO (Hours) TO (Hours) TO (Hours) TO (Hours)
VTV 03 0 0 0 85 5 24 R
VTV 04 40.8 25 115.8 1,253.3 0 590 X
BZC 02 0 0 0 370 45 2,015.8 X
BZC 04 73.3 188.3 46.7 0 268.3 92.5 X
Table 2.9. load conversion period of 4
Operation Operation Operation Operation Operation Operation Project Status
type Project No. 1 OT No. 2 BJN No. 3 BJ No. 4 BN No. 5 BY No. 6 K2 (Release / No
release)
TO (Hours) TO (Hours) TO (Hours) TO (Hours) TO (Hours) TO (Hours)
VTV 03 * * * * * * R
VTV 04 18 15 88 957 - 344 X
BZC 02 0 0 0 370 45 2,015.8 X
BZC 04 73.3 188.3 46.7 0 268.3 92.5 X
IJISRT20DEC497 www.ijisrt.com 1160
Volume 5, Issue 12, December – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
2.2.5 Loading 2.2.6 sequencing
This loading process is based on the conversion of the Sequencing operation aims to determine the order of
load. The loading process is done to determine the project Project into the process at any period in accordance with the
that will be released over a period based on the load limit of capacity of each process and evaluate the Project that has
every type of process against the dies. been done on any kind of process for the planning period.
Ordering should be based on the operation schedule data,
From Table 2.8. it can be seen that in the period of 3 which will produce the best performance of the due date to
Project type VTV 03 is charged to the OT (operation 1) to avoid delays in the completion of the Project.
process BJ(Work machining at a specific tilt angle on the
dies) at 0 hours because it has no progress in the process, The process of sequencing is based on the process of
while the operations of the four charged 85 hours, the loading in each period. Based on the calculation of the
operation of all five charged 5 hours, the operation of all six production capacity available, the K2 (the construction of
charged 24 hours. Because all job types VTV 03 Project is the surface side) is a critical process, since it has the
under the load limit on the period of 3, then Project type smallest capacity of 0.1 units / day, so that the allocation of
VTV 03 can be released and marked R. Likewise with the workload in the process of sequencing for all of
Project-type job VTV 04, 02 da BZC BZC 04 had crossed customizable process, this activity is done to balance the
the line load, so it can notreleased and marked X, and will load on each process, thus avoiding bottlenecks.
wait for their turn to be released in the next period. For
loading the fourth period, the first visible results of the 2.2. 7 Calculation of Received Date
sequencing of the third period. The timing of receipt of order (received date) was
obtained after calculating the due date. From the diagram
sequencing in the period 1 to period 12. The sequencing can
be seen from the due date of each project dies. Due date dies
each type of project can be seen in Table 2.10
No. Arrival Start Date Due Date
Number (Trunk)
project Column Type order(SPK) done LOMC Due Date
1 VTV 03 8 01/08/2018 08/02/2018 3 days 14 days
2 VTV 04 9 16/08/2018 08/18/2018 6 days 12 days
3 BZC 02 8 09/01/2018 03/09/2018 4 days 17 days
4 BZC 04 8 09/20/2018 09/21/2018 2 days 9 days
Table 2.10. Due Date Calculation Results Each Order
III. CONCLUSION REFERECES
1. Based on the CPM method known length of the project [1]. Arianie GP & amp; Puspitasari, B. 2017. Management
as much as 40 240 minutes with critical path activities Planning Project to Improve Efficiency and
BN, BY and K2 Effectiveness of Company Resources (Case Study:
2. Calculations in LOMC method showed that the QiscusPte Ltd). Journal of Industrial Engineering,
calculation is more accurate determination of the date 12.189-196.
received, considering the capacity available on each [2]. Wake up, V., H. 2016. Comparative Analysis Project
different process, a process in a different process and Scheduling Time With CPM method (Critical Path
production flow on the production floor. So as to know Method) and PERT (Project Evaluation Review
when the due date of 4 jobs the project, and all the Technique) (Case Study: Permuhana Marigold
different jobs that projects can be completed in Botanical CiputraPangkal Pinang). Essay. Mercubuana
accordance with the provisions of the agreement, which University.
previously has been delayed. [3]. Clara A. 2009. Analysis of Scheduling Time With
Critical Path Maetode And Pert On Development
Project office (Jl. Pasar Lama Glodok N.20). Journal
of Industrial Engineering & amp; management system,
8, 59-82.
[4]. Chatwal and Siddharth. 2014. Applications Project
Scheduling Technique Using PERT and CPM.
Yogyakarta: Graha Science.
IJISRT20DEC497 www.ijisrt.com 1161
Volume 5, Issue 12, December – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
[5]. Dannyanti, E. 2010. Project Implementation [22]. Suherman.,& Amp; Ilma, A. 2016. Analysis Project
Optimization Method PERT and CPM. Semarang: Scheduling Using PDM and PERT And Crash Project
Diponegoro University. (Case Study: Building Main Power House PT.
[6]. Desemberyano, N., C. 2014. Analysis Duration Time AdhiKarya). Journal of Research and Scientific Work
Efficiency Project With CPM Method & amp; PERT in the Field of Industrial Engineering, 2. 31-43.
(Case Study Project Silo Modified Powder Plant in PT. [23]. Soeharto. 1999. Project Management: Concepts and
Sayap Mas Utama of Jakarta). Essay. Implementation. Yogyakarta: Graha Science.
UniveristyMercubuana. [24]. Syahrizal.,& Amp; Rizki., R., M. 2016. Evaluation
[7]. Dimyati, DH, & amp; Nurjaman, K. (2014). Project Project Scheduling Time And Cost Method PERT and
management. Yogyakarta: PustakaSetia. Gaspersz& CPM. University of Northern Sumatra
amp; Vincent. 2004. Production Planning & amp; [25]. Prasetya, Hary& amp; Lukiastuti, Fitri. 2009.
Inventory Control. PT. GramediaPustakaUtama: Operations Management. Medpress, Jakarta.
Jakarta. [26]. Sharif, D. 2012. Implementation Methods and PERT
[8]. Haming, M., and Nurnajamuddin, M. 2011. Modern Critical Path Analysis in Project Global Technology
Production Management Manufacturing and Service For Local Community. Journal of Technology and
Operations. Jakarta: Earth Literacy 2 Information and Telematics, Vol. 5, December 2012,
[9]. Hartini, et al. 2008. Determination Date Received by 14 -22.
Manufacruring Oriented Load Control. Industrial
Engineering Program Diponegoro University,
Semarang. Journal J @ TI UNDIP, Vol 2 # 1.
[10]. Hayun. A., A. 2005. Planning and project control with
case study method CPM Pert- fly over Ahmad
Yanikarawang ,. The winners Journal, vol. 6, no. 2, pp.
155-174.
[11]. Heizer, J. and Barry R. 2009. Operations Management.
Jakarta: Four Salemba.
[12]. Ilham, S. 2015. Analysis of Scheduling Method CPM
(Critical Path Method) and PERT (Program Evauation
Review Technique) To Mengefesiensi Left On
Housing Development Project Type 36. Thesis.
Mercubuana University.
[13]. Juhri, S. 2017. Optimization of Development Sewage
Treatment Works ScehdulingPalant (STP) project
JIExpo Sky City With CPM & amp; PERT. Essay.
Mercubuana University.
[14]. And HendraKusuma. 2004. Production Management,
Planning & amp; Production Control. Yogyakarta:
Andi.
[15]. Murahartawati. 2011. Planning and project control
with Pert-CPM method of case studies flyover Ahmad
Yanikarawang ,. The winners Journal, vol. 6, no. 2, pp.
155-174.
[16]. Nasution and Judge. 1999. Production Planning and
Control. Surabaya.
[17]. Sinulingga, Sukaria. 2011. Methods. Issue 1. Terrain:
USU Press.
[18]. Nurhayati. 2010. Project Management. Yogyakarta:
Graha Science.
[19]. Shofa, W., N., Soejanti., I., & amp; Ristyowati., T.
2017. Project Scheduling Den gan
[20]. Applying Monte Carlo Simulation In the Method and
Program Evaluation Review Technique. Journal
OPTION (Optimization of Industrial Systems), 10,
150-157.
[21]. Sinulingga and Sukaria. 2009. Production Planning
and Control. First Edition. Yogyakarta: Graha Science
Sutalaksana, Ifktikar. 1979. Technical Working
Procedures. Bandung: ITB.
IJISRT20DEC497 www.ijisrt.com 1162
Вам также может понравиться
- Saep 25 PDFДокумент84 страницыSaep 25 PDFBIPIN BALANОценок пока нет
- Sample Project Report - Lean ConstructionДокумент40 страницSample Project Report - Lean Constructionjay_p_shahОценок пока нет
- Project Charter - TemplateДокумент19 страницProject Charter - TemplateHaris AhmedОценок пока нет
- Business Impact Analysis - Clause 4Документ13 страницBusiness Impact Analysis - Clause 4Dipankar Ghosh100% (1)
- NEOM-NPR-PLN-007 (01) Project Controls Contractor ReportingДокумент9 страницNEOM-NPR-PLN-007 (01) Project Controls Contractor ReportingJeboy Chacko100% (1)
- Systems WGL Training2Документ61 страницаSystems WGL Training2kamlОценок пока нет
- PDRIДокумент102 страницыPDRISergio Alan Martinez100% (1)
- Engineering Applications: A Project Resource BookОт EverandEngineering Applications: A Project Resource BookРейтинг: 2.5 из 5 звезд2.5/5 (1)
- Unity FSP MFG 06 V01R00Документ83 страницыUnity FSP MFG 06 V01R00sowjanyaОценок пока нет
- Managing Software Deliverables: A Software Development Management MethodologyОт EverandManaging Software Deliverables: A Software Development Management MethodologyОценок пока нет
- Value and Non - Value Added (VA NVA) ActivitiesДокумент5 страницValue and Non - Value Added (VA NVA) ActivitiesVarun KumarОценок пока нет
- Process Improvement by Using Value Stream Mapping A Case Study in Small Scale Industry IJERTV1IS5333Документ10 страницProcess Improvement by Using Value Stream Mapping A Case Study in Small Scale Industry IJERTV1IS5333Praveen KumarОценок пока нет
- Value Stream Mapping: A Case Study of Automotive Industry: January 2014Документ5 страницValue Stream Mapping: A Case Study of Automotive Industry: January 2014Dipankar GhoshОценок пока нет
- Final Report: Project YONO by SBIДокумент54 страницыFinal Report: Project YONO by SBIAayush KaushalОценок пока нет
- IDM - Information Delivery Manual - A Roadmap - 1 - 2Документ28 страницIDM - Information Delivery Manual - A Roadmap - 1 - 2nervozaurОценок пока нет
- Waste Elimination Using VSM and VALSATДокумент9 страницWaste Elimination Using VSM and VALSATkokoblukОценок пока нет
- 3229 PDF PDFДокумент15 страниц3229 PDF PDFDavid FirdausОценок пока нет
- Roject Nity: Project Unity Functional Specification - Process Order ExecutionДокумент31 страницаRoject Nity: Project Unity Functional Specification - Process Order ExecutionsowjanyaОценок пока нет
- Implementing Advanced Planning and Scheduling APSДокумент19 страницImplementing Advanced Planning and Scheduling APSTấn Lê MinhОценок пока нет
- Manjulas Kitchen Best of Indian Vegetarian Recipes Free SampleДокумент81 страницаManjulas Kitchen Best of Indian Vegetarian Recipes Free SampleVasuОценок пока нет
- 5972-Article Text-23845-1-10-20221031Документ10 страниц5972-Article Text-23845-1-10-20221031Nur AzlinaОценок пока нет
- Improving Productivity by Implementing Lean ManufacturingДокумент8 страницImproving Productivity by Implementing Lean ManufacturingFriska SyakinadelОценок пока нет
- Roject Nity: Project Unity Functional Specification - Manufacturing Other ProcessesДокумент32 страницыRoject Nity: Project Unity Functional Specification - Manufacturing Other ProcessessowjanyaОценок пока нет
- Evaluation of Cpm/pert and Eva Analysis On Project ManagementДокумент8 страницEvaluation of Cpm/pert and Eva Analysis On Project Managementajie wahyujatiОценок пока нет
- Lean Think PDFДокумент13 страницLean Think PDFசரவணகுமார் மாரியப்பன்Оценок пока нет
- 513-Article Text-1583-1-10-20211115Документ10 страниц513-Article Text-1583-1-10-20211115hairieОценок пока нет
- Fast Missile Boat Project Planning Using CPM and WДокумент7 страницFast Missile Boat Project Planning Using CPM and WGabriel BaroniОценок пока нет
- Unit 2 BM319 OKДокумент6 страницUnit 2 BM319 OKMohd AqdasОценок пока нет
- Me 6703-Cim-Mech-Viist-Au-Unit-IiДокумент29 страницMe 6703-Cim-Mech-Viist-Au-Unit-IiSiva RamanОценок пока нет
- VSM Case StudyДокумент7 страницVSM Case StudyNavnath TamhaneОценок пока нет
- AUT Project Brief (1.1)Документ17 страницAUT Project Brief (1.1)Joni PabloОценок пока нет
- Roject Nity: Project Unity Functional Specification - Manufacturing Other ProcessesДокумент31 страницаRoject Nity: Project Unity Functional Specification - Manufacturing Other ProcessessowjanyaОценок пока нет
- Me403.01 - Production and Operations Management - Lab ManualДокумент33 страницыMe403.01 - Production and Operations Management - Lab ManualTUSHAR VALAОценок пока нет
- PIFC in Heat Treatment and Machining LineДокумент8 страницPIFC in Heat Treatment and Machining LineMansita SimbolonОценок пока нет
- Production Management SystemsДокумент4 страницыProduction Management SystemsDaincy MarianoОценок пока нет
- Integration of Lean Six Sigma in Reducing Waste in The Cutting Disk Process With The DMAIC, VSM, and VALSAT Method Approach in Manufacturing CompaniesДокумент17 страницIntegration of Lean Six Sigma in Reducing Waste in The Cutting Disk Process With The DMAIC, VSM, and VALSAT Method Approach in Manufacturing Companieseditor ijeratОценок пока нет
- 100 530 GSH 00001 001Документ17 страниц100 530 GSH 00001 001widionosucipto29Оценок пока нет
- ASK - WO-22.2672-METHOD-SWC-001 - 1 Method Statement of Architecture WorkДокумент13 страницASK - WO-22.2672-METHOD-SWC-001 - 1 Method Statement of Architecture Workair separation unit plant swadaya ciptaОценок пока нет
- GB 02 Define 0721Документ62 страницыGB 02 Define 0721Suhel suhel khanОценок пока нет
- Final Form of SynopsisДокумент7 страницFinal Form of SynopsisAbbas JaveedОценок пока нет
- Six Sigma Green Belt.8169983.powerpointДокумент18 страницSix Sigma Green Belt.8169983.powerpointsumit singhОценок пока нет
- ITSM Service Design and Transition Review RecordДокумент7 страницITSM Service Design and Transition Review RecordArthur AgocoyОценок пока нет
- Running Head: Factors Which Influence Project SuccessДокумент19 страницRunning Head: Factors Which Influence Project Successbushra_faruq5377Оценок пока нет
- Saep 329Документ20 страницSaep 329Reda ElsayedОценок пока нет
- Multilevel Object Sorting System Using PLC Controller: ArticleДокумент7 страницMultilevel Object Sorting System Using PLC Controller: ArticleSumit DebnathОценок пока нет
- Optimization Study of Cost and Duration of Project Implementation Case Study Spillway Construction of Bendo Dam Project - IrjietДокумент8 страницOptimization Study of Cost and Duration of Project Implementation Case Study Spillway Construction of Bendo Dam Project - IrjietEvie AlОценок пока нет
- Evaluation and Implementation of Lean Manufacturing in Steering Knuckle Production Line IJERTCONV5IS07036Документ5 страницEvaluation and Implementation of Lean Manufacturing in Steering Knuckle Production Line IJERTCONV5IS07036Anirudh CRОценок пока нет
- Roject Nity: Project Unity Functional Specification - Process Order ConfirmationДокумент31 страницаRoject Nity: Project Unity Functional Specification - Process Order ConfirmationsowjanyaОценок пока нет
- Unit IV PDFДокумент17 страницUnit IV PDFRoshan ShresthaОценок пока нет
- Monitoring Report PHAREДокумент9 страницMonitoring Report PHAREgioОценок пока нет
- Major Project-3 TQMДокумент49 страницMajor Project-3 TQMRajeshОценок пока нет
- BM319 Unit2 Part AДокумент7 страницBM319 Unit2 Part Aitsgsb13Оценок пока нет
- Unit 6 Lecturer Notes of OR - by - DRДокумент17 страницUnit 6 Lecturer Notes of OR - by - DRVikramviki5Оценок пока нет
- ME6703 SCAD MSM by WWW - Learnengineering.inДокумент88 страницME6703 SCAD MSM by WWW - Learnengineering.inAnonymous VC2zZcPCivОценок пока нет
- Choi 2015Документ14 страницChoi 2015Magno RegisОценок пока нет
- Roject Nity: Project Unity Functional Specification - Process Order ConfirmationДокумент31 страницаRoject Nity: Project Unity Functional Specification - Process Order ConfirmationsowjanyaОценок пока нет
- Attachment 0Документ13 страницAttachment 0adОценок пока нет
- 14ME720Документ6 страниц14ME720tprakashtceОценок пока нет
- Itp - Inspection and Testing Plan (Creation and Management)Документ11 страницItp - Inspection and Testing Plan (Creation and Management)rohit12389Оценок пока нет
- PP-Master Data To BeДокумент13 страницPP-Master Data To Bekoushik goswamy100% (1)
- Influence of Principals’ Promotion of Professional Development of Teachers on Learners’ Academic Performance in Kenya Certificate of Secondary Education in Kisii County, KenyaДокумент13 страницInfluence of Principals’ Promotion of Professional Development of Teachers on Learners’ Academic Performance in Kenya Certificate of Secondary Education in Kisii County, KenyaInternational Journal of Innovative Science and Research Technology100% (1)
- Detection and Counting of Fake Currency & Genuine Currency Using Image ProcessingДокумент6 страницDetection and Counting of Fake Currency & Genuine Currency Using Image ProcessingInternational Journal of Innovative Science and Research Technology100% (9)
- Osho Dynamic Meditation; Improved Stress Reduction in Farmer Determine by using Serum Cortisol and EEG (A Qualitative Study Review)Документ8 страницOsho Dynamic Meditation; Improved Stress Reduction in Farmer Determine by using Serum Cortisol and EEG (A Qualitative Study Review)International Journal of Innovative Science and Research TechnologyОценок пока нет
- Sustainable Energy Consumption Analysis through Data Driven InsightsДокумент16 страницSustainable Energy Consumption Analysis through Data Driven InsightsInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Entrepreneurial Creative Thinking and Venture Performance: Reviewing the Influence of Psychomotor Education on the Profitability of Small and Medium Scale Firms in Port Harcourt MetropolisДокумент10 страницEntrepreneurial Creative Thinking and Venture Performance: Reviewing the Influence of Psychomotor Education on the Profitability of Small and Medium Scale Firms in Port Harcourt MetropolisInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Utilization of Waste Heat Emitted by the KilnДокумент2 страницыUtilization of Waste Heat Emitted by the KilnInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- An Overview of Lung CancerДокумент6 страницAn Overview of Lung CancerInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Study Assessing Viability of Installing 20kw Solar Power For The Electrical & Electronic Engineering Department Rufus Giwa Polytechnic OwoДокумент6 страницStudy Assessing Viability of Installing 20kw Solar Power For The Electrical & Electronic Engineering Department Rufus Giwa Polytechnic OwoInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Impact of Stress and Emotional Reactions due to the Covid-19 Pandemic in IndiaДокумент6 страницImpact of Stress and Emotional Reactions due to the Covid-19 Pandemic in IndiaInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Digital Finance-Fintech and it’s Impact on Financial Inclusion in IndiaДокумент10 страницDigital Finance-Fintech and it’s Impact on Financial Inclusion in IndiaInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Designing Cost-Effective SMS based Irrigation System using GSM ModuleДокумент8 страницDesigning Cost-Effective SMS based Irrigation System using GSM ModuleInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Auto Tix: Automated Bus Ticket SolutionДокумент5 страницAuto Tix: Automated Bus Ticket SolutionInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Ambulance Booking SystemДокумент7 страницAmbulance Booking SystemInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Predictive Analytics for Motorcycle Theft Detection and RecoveryДокумент5 страницPredictive Analytics for Motorcycle Theft Detection and RecoveryInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Effect of Solid Waste Management on Socio-Economic Development of Urban Area: A Case of Kicukiro DistrictДокумент13 страницEffect of Solid Waste Management on Socio-Economic Development of Urban Area: A Case of Kicukiro DistrictInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Forensic Advantages and Disadvantages of Raman Spectroscopy Methods in Various Banknotes Analysis and The Observed Discordant ResultsДокумент12 страницForensic Advantages and Disadvantages of Raman Spectroscopy Methods in Various Banknotes Analysis and The Observed Discordant ResultsInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Computer Vision Gestures Recognition System Using Centralized Cloud ServerДокумент9 страницComputer Vision Gestures Recognition System Using Centralized Cloud ServerInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- An Industry That Capitalizes Off of Women's Insecurities?Документ8 страницAn Industry That Capitalizes Off of Women's Insecurities?International Journal of Innovative Science and Research TechnologyОценок пока нет
- Factors Influencing The Use of Improved Maize Seed and Participation in The Seed Demonstration Program by Smallholder Farmers in Kwali Area Council Abuja, NigeriaДокумент6 страницFactors Influencing The Use of Improved Maize Seed and Participation in The Seed Demonstration Program by Smallholder Farmers in Kwali Area Council Abuja, NigeriaInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Cyber Security Awareness and Educational Outcomes of Grade 4 LearnersДокумент33 страницыCyber Security Awareness and Educational Outcomes of Grade 4 LearnersInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Impact of Silver Nanoparticles Infused in Blood in A Stenosed Artery Under The Effect of Magnetic Field Imp. of Silver Nano. Inf. in Blood in A Sten. Art. Under The Eff. of Mag. FieldДокумент6 страницImpact of Silver Nanoparticles Infused in Blood in A Stenosed Artery Under The Effect of Magnetic Field Imp. of Silver Nano. Inf. in Blood in A Sten. Art. Under The Eff. of Mag. FieldInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Insights Into Nipah Virus: A Review of Epidemiology, Pathogenesis, and Therapeutic AdvancesДокумент8 страницInsights Into Nipah Virus: A Review of Epidemiology, Pathogenesis, and Therapeutic AdvancesInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Smart Health Care SystemДокумент8 страницSmart Health Care SystemInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Unmasking Phishing Threats Through Cutting-Edge Machine LearningДокумент8 страницUnmasking Phishing Threats Through Cutting-Edge Machine LearningInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Blockchain Based Decentralized ApplicationДокумент7 страницBlockchain Based Decentralized ApplicationInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Compact and Wearable Ventilator System For Enhanced Patient CareДокумент4 страницыCompact and Wearable Ventilator System For Enhanced Patient CareInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Smart Cities: Boosting Economic Growth Through Innovation and EfficiencyДокумент19 страницSmart Cities: Boosting Economic Growth Through Innovation and EfficiencyInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Parastomal Hernia: A Case Report, Repaired by Modified Laparascopic Sugarbaker TechniqueДокумент2 страницыParastomal Hernia: A Case Report, Repaired by Modified Laparascopic Sugarbaker TechniqueInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Visual Water: An Integration of App and Web To Understand Chemical ElementsДокумент5 страницVisual Water: An Integration of App and Web To Understand Chemical ElementsInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Predict The Heart Attack Possibilities Using Machine LearningДокумент2 страницыPredict The Heart Attack Possibilities Using Machine LearningInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- CVEN 4402 - Workshop - Week 7Документ50 страницCVEN 4402 - Workshop - Week 7zhunsheanОценок пока нет
- Managerial Economics Book 1st Sem Mba at Bec DomsДокумент145 страницManagerial Economics Book 1st Sem Mba at Bec DomsBabasab Patil (Karrisatte)100% (1)
- Operations Research 4Документ14 страницOperations Research 4bevinjОценок пока нет
- Understanding Dijkstra Algorithm: SSRN Electronic Journal January 2013Документ28 страницUnderstanding Dijkstra Algorithm: SSRN Electronic Journal January 2013Nguyễn Ngọc AnhОценок пока нет
- 7.3. Solver y LingoДокумент26 страниц7.3. Solver y LingoceluzОценок пока нет
- 10 Bellmanford and SP in DAG - Algorithms (Series Lecture)Документ40 страниц10 Bellmanford and SP in DAG - Algorithms (Series Lecture)turjo987Оценок пока нет
- Lesson 1 Linear ProgrammingДокумент77 страницLesson 1 Linear Programmingasra010110Оценок пока нет
- Linear Programming: Chapter 13 SupplementДокумент35 страницLinear Programming: Chapter 13 SupplementDevharsh TrivediОценок пока нет
- SPBA107 Assessment-1Документ4 страницыSPBA107 Assessment-1KrishnaОценок пока нет
- State of The Art TSPДокумент29 страницState of The Art TSPmarkazОценок пока нет
- The Max FlowДокумент3 страницыThe Max FlowGABRIEL IAN VELAZQUEZ UGALDEОценок пока нет
- Teori-Response Surface MethodologyДокумент3 страницыTeori-Response Surface MethodologynanniehОценок пока нет
- Analytics Magazine Jan-Feb-11 - InformsДокумент43 страницыAnalytics Magazine Jan-Feb-11 - InformsdcedenouОценок пока нет
- Operating System: Bahria University, IslamabadДокумент10 страницOperating System: Bahria University, IslamabadMohsin KhanОценок пока нет
- (Technical) Operation Research Case Study: Analysis of Shipping Wood To MarketДокумент10 страниц(Technical) Operation Research Case Study: Analysis of Shipping Wood To MarketVaishnavi GnanasekaranОценок пока нет
- Strategies For Overcoming Uncertainties in Heat Exchanger Network SynthesisДокумент20 страницStrategies For Overcoming Uncertainties in Heat Exchanger Network SynthesisrachudsoОценок пока нет
- Mathematical OptimizationДокумент15 страницMathematical OptimizationkentbnxОценок пока нет
- Post Optimality AnalysisДокумент13 страницPost Optimality AnalysislitrakhanОценок пока нет
- MIS2Документ6 страницMIS2Bon Carlo Medina MelocotonОценок пока нет
- Sequential Quadratic ProgrammingДокумент52 страницыSequential Quadratic ProgrammingTaylorОценок пока нет
- Final SampleДокумент4 страницыFinal SamplevnvnnvОценок пока нет
- The PBA Vs Piscataway: A Case Study Statistics in The WorkplaceДокумент9 страницThe PBA Vs Piscataway: A Case Study Statistics in The WorkplacekipowagОценок пока нет
- OR Lecture Note - GBT PDFДокумент32 страницыOR Lecture Note - GBT PDFSadeep RautОценок пока нет
- Tabu Search, Algoritham, HeuristicsДокумент294 страницыTabu Search, Algoritham, HeuristicsBedadipta Bain100% (1)
- Tutorial Sheet 3 PDFДокумент2 страницыTutorial Sheet 3 PDFnamanОценок пока нет
- Optimality Test For Transportation Problem: V O ThomasДокумент79 страницOptimality Test For Transportation Problem: V O ThomaslucyОценок пока нет
- 3100 Midterm CSДокумент1 страница3100 Midterm CSHamtaro HamtarosОценок пока нет
- Goal ProgrammingДокумент37 страницGoal ProgrammingAashrith ParvathaneniОценок пока нет
- An Improved Constrained Differential Evolution Using Discrete Variables D ICDE For Layout Optimization of Truss Structures 2015 Expert Systems With ApplicationsДокумент13 страницAn Improved Constrained Differential Evolution Using Discrete Variables D ICDE For Layout Optimization of Truss Structures 2015 Expert Systems With ApplicationsArdeshir BahreininejadОценок пока нет
- Crashing in Project ManagementДокумент23 страницыCrashing in Project ManagementMuhammad ZubairОценок пока нет