Вам также может понравиться
- Steel Interchange: Tension-Only OCBFДокумент2 страницыSteel Interchange: Tension-Only OCBFhector diazОценок пока нет
- Galvanized Slip-Critical ConnectionsДокумент2 страницыGalvanized Slip-Critical Connectionsaams_sОценок пока нет
- Steel Interchange: Concrete Cover For Steel Headed Stud Anchors Connection Design LoadsДокумент2 страницыSteel Interchange: Concrete Cover For Steel Headed Stud Anchors Connection Design Loadshector diazОценок пока нет
- QuizДокумент2 страницыQuizMamu ToothОценок пока нет
- Asd and LRFD Astm F1554 Grade 36 vs. Astm A36: If You'Ve Ever Asked Yourself "Why?"Документ2 страницыAsd and LRFD Astm F1554 Grade 36 vs. Astm A36: If You'Ve Ever Asked Yourself "Why?"SatyamОценок пока нет
- Penetration Into The Base Metal: If You'Ve Ever Asked Yourself "Why?"Документ2 страницыPenetration Into The Base Metal: If You'Ve Ever Asked Yourself "Why?"Ganesh AdityaОценок пока нет
- STEEL INTERCHANGE: GALVANIZING PROTECTION AND SEISMIC DOUBLER PLATESДокумент2 страницыSTEEL INTERCHANGE: GALVANIZING PROTECTION AND SEISMIC DOUBLER PLATESMohanОценок пока нет
- Steel Interchange: Code of Standard Practice Hss Connections in OmfsДокумент2 страницыSteel Interchange: Code of Standard Practice Hss Connections in Omfshector diazОценок пока нет
- Modern Steel Construction's monthly steel column answers welding questionsДокумент2 страницыModern Steel Construction's monthly steel column answers welding questionshector diazОценок пока нет
- Si 10 2013 PDFДокумент2 страницыSi 10 2013 PDFhector diazОценок пока нет
- Direction of Bend: If You'Ve Ever Asked Yourself "Why?"Документ2 страницыDirection of Bend: If You'Ve Ever Asked Yourself "Why?"Martin TioОценок пока нет
- Steel Interchange: Stability of Beams During Erection Fire Rating of Concrete-Filled HSS MembersДокумент2 страницыSteel Interchange: Stability of Beams During Erection Fire Rating of Concrete-Filled HSS Membershector diazОценок пока нет
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Документ2 страницыSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoОценок пока нет
- Clase Dise o Anclajes PDFДокумент59 страницClase Dise o Anclajes PDFFran Barrera AlbornozОценок пока нет
- Dec11 Si PDFДокумент2 страницыDec11 Si PDFspaceheaterОценок пока нет
- Si 12 2011 PDFДокумент2 страницыSi 12 2011 PDFHectorОценок пока нет
- Restrained Beam Astm A307 Bolts: If You'Ve Ever Asked Yourself "Why?"Документ2 страницыRestrained Beam Astm A307 Bolts: If You'Ve Ever Asked Yourself "Why?"gv Sathishkumar KumarОценок пока нет
- Are You Properly Specifying Materials - Part 3 PDFДокумент3 страницыAre You Properly Specifying Materials - Part 3 PDFasmasm123Оценок пока нет
- Steel Interchange: How To Specify AESS Gusset Plate DesignДокумент2 страницыSteel Interchange: How To Specify AESS Gusset Plate Designhector diazОценок пока нет
- SCBF X-Brace Bolt Hole Sizes: If You'Ve Ever Asked Yourself "Why?"Документ2 страницыSCBF X-Brace Bolt Hole Sizes: If You'Ve Ever Asked Yourself "Why?"Juan Esteban Torres DuqueОценок пока нет
- Anchor Rod Edge DistanceДокумент2 страницыAnchor Rod Edge DistancedongxiaoОценок пока нет
- 1993 - 10 Heavy Structural Shapes in Tension ApplicationsДокумент6 страниц1993 - 10 Heavy Structural Shapes in Tension ApplicationsHenry HoyosОценок пока нет
- Steel Tips Committee of California Parte 3Документ237 страницSteel Tips Committee of California Parte 3MladenMarkovicОценок пока нет
- Steel Tips Committee of California Parte 3Документ237 страницSteel Tips Committee of California Parte 3RigobertoGuerraОценок пока нет
- Steel Interchange: Drift LimitsДокумент2 страницыSteel Interchange: Drift Limitsmaxeytm_839061685Оценок пока нет
- Steel Interchange column answers questions on structural steel design and constructionДокумент2 страницыSteel Interchange column answers questions on structural steel design and constructionircivilcivilОценок пока нет
- Steel Interchange: Design of Lifting LugsДокумент2 страницыSteel Interchange: Design of Lifting LugsTeguh SetionoОценок пока нет
- Filler Weld DesignДокумент2 страницыFiller Weld Designaams_sОценок пока нет
- Silicon Steel Coatings For Faying Surfaces: WWW - Maine.gov/mdot/nepcoatДокумент2 страницыSilicon Steel Coatings For Faying Surfaces: WWW - Maine.gov/mdot/nepcoatdongxiaoОценок пока нет
- July11 Si Web PDFДокумент2 страницыJuly11 Si Web PDFmaxeytm_839061685Оценок пока нет
- SECTION 6 .Steel NSCP-commentaryДокумент49 страницSECTION 6 .Steel NSCP-commentaryJyrus Jyles CadienteОценок пока нет
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Документ2 страницыSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoОценок пока нет
- Steel Quiz AnswersДокумент2 страницыSteel Quiz AnswerspmjoshirОценок пока нет
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Документ2 страницыSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoОценок пока нет
- Steel Interchange: Fillet Weld Terminations Built-Up Column DesignДокумент2 страницыSteel Interchange: Fillet Weld Terminations Built-Up Column Designhector diazОценок пока нет
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Документ8 страницSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!JitendraОценок пока нет
- Steel DetailerДокумент3 страницыSteel DetailerKooroshОценок пока нет
- Extended Single-Plate Shear Connections Factor?: If You'Ve Ever Asked Yourself "Why?"Документ2 страницыExtended Single-Plate Shear Connections Factor?: If You'Ve Ever Asked Yourself "Why?"domesОценок пока нет
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Документ2 страницыSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoОценок пока нет
- Extended End-Plate Stiffener PDFДокумент2 страницыExtended End-Plate Stiffener PDFaams_sОценок пока нет
- Anchor Rod Edge DistanceДокумент2 страницыAnchor Rod Edge Distancewudongxiao3953Оценок пока нет
- Felxural Strength of A Box Section PDFДокумент2 страницыFelxural Strength of A Box Section PDFaams_sОценок пока нет
- Detailing Considerations Design Guide 7 - bk745 PDFДокумент5 страницDetailing Considerations Design Guide 7 - bk745 PDFFunkОценок пока нет
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Документ2 страницыSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoОценок пока нет
- What Every Fabricator Wants You To Know About WeldingДокумент3 страницыWhat Every Fabricator Wants You To Know About WeldingAhmed GamalОценок пока нет
- Anchor Bolt and Anchor Base PlateДокумент2 страницыAnchor Bolt and Anchor Base PlateHugo Mario Ariza PalacioОценок пока нет
- Steelwise PDFДокумент4 страницыSteelwise PDFBilal RasheedОценок пока нет
- Aisc Standard HoleДокумент2 страницыAisc Standard HoleMoe Oo HtunОценок пока нет
- Si 08 2012 PDFДокумент2 страницыSi 08 2012 PDFhector diazОценок пока нет
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendДокумент2 страницыSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendAndres CasadoОценок пока нет
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Документ2 страницыSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoОценок пока нет
- SQ 17Документ2 страницыSQ 17Alparslan GureОценок пока нет
- Steel Interchange: Steel's Monthly Steel Interchange Is For You! Send YourДокумент2 страницыSteel Interchange: Steel's Monthly Steel Interchange Is For You! Send Yourgv Sathishkumar KumarОценок пока нет
- ASIC Steel Interchange - Shear Flow in Plastic DesignДокумент2 страницыASIC Steel Interchange - Shear Flow in Plastic DesignMikeОценок пока нет
- Steelwise PDFДокумент3 страницыSteelwise PDFYan Naung KoОценок пока нет
- Monthly Steel Quiz Tests Your KnowledgeДокумент2 страницыMonthly Steel Quiz Tests Your KnowledgeRajed MaglinteОценок пока нет
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Документ2 страницыSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoОценок пока нет
- A403A403M gsvs8524Документ8 страницA403A403M gsvs8524mdracula2848Оценок пока нет
- Brittle Fracture in Steel StructuresОт EverandBrittle Fracture in Steel StructuresG.M. BoydОценок пока нет
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyОт EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyОценок пока нет
- Phrasal AcademicДокумент5 страницPhrasal AcademicCinthia Lidia Hidrogo PaulinoОценок пока нет
- OPAL - Written Phrases PDFДокумент3 страницыOPAL - Written Phrases PDFناصر الإسلام خليفيОценок пока нет
- OPAL - Spoken Single WordsДокумент3 страницыOPAL - Spoken Single WordsAbdulrazzak Alturki100% (1)
- Walk-Through Piping-By Ashish ShrivastavaДокумент36 страницWalk-Through Piping-By Ashish Shrivastavaaams_sОценок пока нет
- Walk-Through Piping-By Ashish ShrivastavaДокумент36 страницWalk-Through Piping-By Ashish Shrivastavaaams_sОценок пока нет
- OPAL Spoken PhrasesДокумент2 страницыOPAL Spoken Phrasesناصر الإسلام خليفيОценок пока нет
- 2020 NEHRP Fundamentals HarrisДокумент45 страниц2020 NEHRP Fundamentals Harrisaams_sОценок пока нет
- Walk-Through Piping-By Ashish ShrivastavaДокумент36 страницWalk-Through Piping-By Ashish Shrivastavaaams_sОценок пока нет
- Walk-Through Piping-By Ashish ShrivastavaДокумент36 страницWalk-Through Piping-By Ashish Shrivastavaaams_sОценок пока нет
- Walk-Through Piping-By Ashish ShrivastavaДокумент36 страницWalk-Through Piping-By Ashish Shrivastavaaams_sОценок пока нет
- Walk-Through Piping-By Ashish ShrivastavaДокумент36 страницWalk-Through Piping-By Ashish Shrivastavaaams_sОценок пока нет
- Walk-Through Piping-By Ashish ShrivastavaДокумент36 страницWalk-Through Piping-By Ashish Shrivastavaaams_sОценок пока нет
- Walk-Through Piping-By Ashish ShrivastavaДокумент36 страницWalk-Through Piping-By Ashish Shrivastavaaams_sОценок пока нет
- Walk-Through Piping-By Ashish ShrivastavaДокумент36 страницWalk-Through Piping-By Ashish Shrivastavaaams_sОценок пока нет
- Walk-Through Piping-By Ashish ShrivastavaДокумент36 страницWalk-Through Piping-By Ashish Shrivastavaaams_sОценок пока нет
- Modern STEEL CONSTRUCTION answers structural steel design questionsДокумент2 страницыModern STEEL CONSTRUCTION answers structural steel design questionshector diazОценок пока нет
- Walk-Through Piping-By Ashish ShrivastavaДокумент36 страницWalk-Through Piping-By Ashish Shrivastavaaams_sОценок пока нет
- Walk-Through Piping-By Ashish ShrivastavaДокумент36 страницWalk-Through Piping-By Ashish Shrivastavaaams_sОценок пока нет
- Si 02 2013Документ2 страницыSi 02 2013hector diazОценок пока нет
- Walk-Through Piping-By Ashish ShrivastavaДокумент36 страницWalk-Through Piping-By Ashish Shrivastavaaams_sОценок пока нет
- Walk-Through Piping-By Ashish ShrivastavaДокумент36 страницWalk-Through Piping-By Ashish Shrivastavaaams_sОценок пока нет
- Walk-Through Piping-By Ashish ShrivastavaДокумент36 страницWalk-Through Piping-By Ashish Shrivastavaaams_sОценок пока нет
- Walk-Through Piping-By Ashish ShrivastavaДокумент36 страницWalk-Through Piping-By Ashish Shrivastavaaams_sОценок пока нет
- Si 1 2014Документ2 страницыSi 1 2014hector diazОценок пока нет
- Walk-Through Piping-By Ashish ShrivastavaДокумент36 страницWalk-Through Piping-By Ashish Shrivastavaaams_sОценок пока нет
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Документ2 страницыSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Anonymous HYxnR9Оценок пока нет
- Walk-Through Piping-By Ashish ShrivastavaДокумент36 страницWalk-Through Piping-By Ashish Shrivastavaaams_sОценок пока нет
- Steel Interchange: Fillet Weld Terminations Built-Up Column DesignДокумент2 страницыSteel Interchange: Fillet Weld Terminations Built-Up Column Designhector diazОценок пока нет
- Batter Board Batter BoardДокумент11 страницBatter Board Batter BoardJowel Mercado RespicioОценок пока нет
- Toaz - Info Design Calculation Skylight Structure PRДокумент7 страницToaz - Info Design Calculation Skylight Structure PRAbdul khaliquОценок пока нет
- Harga Satuan Material Update: TAHUN 2015: Pt. Mitrabangun AdigrahaДокумент41 страницаHarga Satuan Material Update: TAHUN 2015: Pt. Mitrabangun AdigrahaafifОценок пока нет
- List of Thai Exporter MDF and Plywood Products: Medium Density Fibreboard (MDF) HardboardДокумент3 страницыList of Thai Exporter MDF and Plywood Products: Medium Density Fibreboard (MDF) HardboardVlas BogdănОценок пока нет
- Analysis of Selected Reinforced Concrete Structural Elements of The Palace of Culture and Science With Regard To Current Design StandardsДокумент106 страницAnalysis of Selected Reinforced Concrete Structural Elements of The Palace of Culture and Science With Regard To Current Design StandardsFilip LasockiОценок пока нет
- Building Construction-Damp-proofing and Water-ProofingДокумент41 страницаBuilding Construction-Damp-proofing and Water-ProofingsagarОценок пока нет
- Koraput-Raygada (28.08.2019)Документ5 страницKoraput-Raygada (28.08.2019)ashok padhiОценок пока нет
- Pipes Cladding and Insullations MSДокумент8 страницPipes Cladding and Insullations MSahmadОценок пока нет
- Profiled Sheeting Inspiration PDFДокумент14 страницProfiled Sheeting Inspiration PDFUmpahPah75Оценок пока нет
- Method Statement for Auger Boring Cable Underground WorksДокумент15 страницMethod Statement for Auger Boring Cable Underground WorksFirman Indra JayaОценок пока нет
- Dragline ExcavatorДокумент5 страницDragline ExcavatorusouvОценок пока нет
- Syllabus Degree of Bachelor of Architecture University of Mumbai Third Year ArchitectureДокумент15 страницSyllabus Degree of Bachelor of Architecture University of Mumbai Third Year ArchitectureARPRaguRamanОценок пока нет
- Assignment 1-Strut and Tie ModelДокумент5 страницAssignment 1-Strut and Tie ModelYUK LAM WONGОценок пока нет
- Building Information ModelingДокумент9 страницBuilding Information ModelingGnaneswaranОценок пока нет
- RCC Staircase ReinforcementДокумент21 страницаRCC Staircase ReinforcementakmОценок пока нет
- Buyers Guide To CNC Machined PartsДокумент16 страницBuyers Guide To CNC Machined PartsnadoОценок пока нет
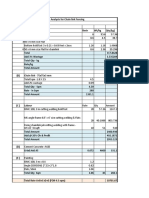
- Rate Analysis for 1 Sqm Chain link FencingДокумент6 страницRate Analysis for 1 Sqm Chain link Fencingsri projectssОценок пока нет
- Timber Design ProblemДокумент2 страницыTimber Design ProblemRod Anthony Oraño Paña0% (1)
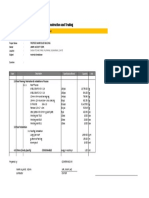
- Quotation For Screeding 4Документ3 страницыQuotation For Screeding 4CHI0% (1)
- Loadings - NSCP 2015 - 2 Storey Residential Concrete StructureДокумент32 страницыLoadings - NSCP 2015 - 2 Storey Residential Concrete StructureChristian HindangОценок пока нет
- Proposed Warehouse Building Materials BreakdownДокумент1 страницаProposed Warehouse Building Materials BreakdownPATRICK JOHN EMERSON VISAYAОценок пока нет
- Operations & Supply Chain Management (Unit 1)Документ43 страницыOperations & Supply Chain Management (Unit 1)Kiril IlievОценок пока нет
- Residential Appliance Installation GuideДокумент21 страницаResidential Appliance Installation GuideMunir RasheedОценок пока нет
- Incremental Push Launching MethodДокумент14 страницIncremental Push Launching Methodsanthu256100% (2)
- BRC Training Guide SampleДокумент22 страницыBRC Training Guide SampleSameer NaikОценок пока нет
- Hangers (Tyco 2019)Документ13 страницHangers (Tyco 2019)Rainier Gemuel TomОценок пока нет
- Part 4 - 4.13 Asphalt Joint and Crack SealantДокумент4 страницыPart 4 - 4.13 Asphalt Joint and Crack SealantAbdul Wahab JamilОценок пока нет
- Kauffman Center For The Preforming ArtsДокумент10 страницKauffman Center For The Preforming ArtsRishika SoniОценок пока нет
- Types of Manufacturing SystemДокумент23 страницыTypes of Manufacturing SystemVishal ChoudharyОценок пока нет
- Construction of Flood Mitigation Structure in Brgy. Budiong, Odiongan, RomblonДокумент7 страницConstruction of Flood Mitigation Structure in Brgy. Budiong, Odiongan, RomblonMichael Jorge BernalesОценок пока нет