Вам также может понравиться
- Tarea 6 Temporizacion NeumaticaДокумент1 страницаTarea 6 Temporizacion NeumaticaJorge Luis SagñayОценок пока нет
- Circuito Electroneumático de Maquina EstampadoraДокумент4 страницыCircuito Electroneumático de Maquina EstampadoraJass HernándezОценок пока нет
- Práctica 3Документ6 страницPráctica 3Jorge Luis SagñayОценок пока нет
- Grafcet2 0Документ6 страницGrafcet2 0Gerson Hernández100% (1)
- Ejercicio No.14Документ1 страницаEjercicio No.14Ciclo Frame0% (1)
- Electron e Um Á TicaДокумент9 страницElectron e Um Á TicaAndrés Alejandro BenseñorОценок пока нет
- Cuadro Sinoptico PLC - CIMДокумент1 страницаCuadro Sinoptico PLC - CIMCarlota PinosОценок пока нет
- Ejercicio 1 CorregidoДокумент3 страницыEjercicio 1 CorregidoAndresОценок пока нет
- Taller NeumaticaДокумент6 страницTaller NeumaticaPaul Mcallister Bello100% (2)
- Guia Electroneumatica Métodos Cascada, Intuitivo y Paso A PasoДокумент12 страницGuia Electroneumatica Métodos Cascada, Intuitivo y Paso A PasoProxyte JuanОценок пока нет
- Ejercicios ResueltosДокумент12 страницEjercicios ResueltosMiguel Santoyo100% (1)
- Controladores SecuencialesДокумент4 страницыControladores SecuencialesEsteban Rodriguez GiraldoОценок пока нет
- Práctica 4Документ9 страницPráctica 4MaikolОценок пока нет
- Problemas 5 8Документ21 страницаProblemas 5 8Erik Alvarez100% (1)
- Practicas de Circuitos Hidraulicos y NeumaticosДокумент144 страницыPracticas de Circuitos Hidraulicos y NeumaticosCarlos Antonio100% (1)
- D2 Graceft LeoneladelaASДокумент7 страницD2 Graceft LeoneladelaASMarcos BarraganОценок пока нет
- Diagramas Neumáticos 3Документ4 страницыDiagramas Neumáticos 3lmaldonado_349011Оценок пока нет
- Ejercicio 5Документ5 страницEjercicio 5Hector Jahir Silva Ruiz0% (1)
- Válvula de SecuenciaДокумент1 страницаVálvula de SecuenciaEgroj LuisОценок пока нет
- Cuestionario Capitulo 2 Creuss 2da EdicionДокумент9 страницCuestionario Capitulo 2 Creuss 2da EdicionCristian González JuradoОценок пока нет
- Ejercicios 16-17 PDFДокумент12 страницEjercicios 16-17 PDFpipe torresОценок пока нет
- Unidad 3 Familias LogicasДокумент36 страницUnidad 3 Familias Logicasfabian ballaОценок пока нет
- Practica #7 Apilado de 4 CajasДокумент8 страницPractica #7 Apilado de 4 CajasDante Calamaco RodriguezОценок пока нет
- Sistemas de Control Del Nivel de Agua en Calderas de VaporДокумент5 страницSistemas de Control Del Nivel de Agua en Calderas de Vaporjhona mamaniqОценок пока нет
- Cilindro de Doble Efecto Tipo TándemДокумент3 страницыCilindro de Doble Efecto Tipo TándemPablo MulloОценок пока нет
- Informe 2Документ3 страницыInforme 2Brenda Martínez BuendíaОценок пока нет
- Dan 20 - Reporte ElectrohidraulicaДокумент9 страницDan 20 - Reporte ElectrohidraulicaRafael AraujoОценок пока нет
- Guia 1 Electroneumatica TAI - 18 - 19Документ26 страницGuia 1 Electroneumatica TAI - 18 - 19LUIS DAVID ACEVEDO RUZ100% (1)
- Tutorial Promodel - USOДокумент57 страницTutorial Promodel - USORogelio Esperilla AlvaresОценок пока нет
- Embotelladora Automatizada Por Medio de PLCДокумент7 страницEmbotelladora Automatizada Por Medio de PLCCristo Manuel100% (1)
- Proyecto Integrador ULTIMO FinalДокумент16 страницProyecto Integrador ULTIMO FinalSergio ArevaloОценок пока нет
- Método CascadaДокумент11 страницMétodo CascadaBrayan Almeida100% (1)
- Método de La CascadaДокумент9 страницMétodo de La CascadaJorge PillcoОценок пока нет
- ITT - Ejercicios ElectroNeumatica Avanzada v2Документ7 страницITT - Ejercicios ElectroNeumatica Avanzada v2MonicaFloresОценок пока нет
- Sistemas de Lazo CerradoДокумент1 страницаSistemas de Lazo CerradoJOSE CARLOS MONTES DUEÑASОценок пока нет
- Informe GrafcetДокумент19 страницInforme GrafcetJohann Smith Aranda RamosОценок пока нет
- Ejercicios Bobinado Motores Electricos TrifasicosДокумент9 страницEjercicios Bobinado Motores Electricos TrifasicosAntonio AncaОценок пока нет
- Sesion 6 Instrumentos de Verificación para SistemasДокумент8 страницSesion 6 Instrumentos de Verificación para SistemasEfrain RodriguezОценок пока нет
- Neumatica - ProblemasДокумент15 страницNeumatica - ProblemasStacy Quiroz100% (1)
- Circutos NeuamticosДокумент21 страницаCircutos NeuamticosAnonymous SegCAngVY5100% (1)
- Auti 004 (Control Secuencia Con PLC) 2 - 19Документ6 страницAuti 004 (Control Secuencia Con PLC) 2 - 19Carlos Otalora AldanaОценок пока нет
- Ejercicios de NeumáticaДокумент37 страницEjercicios de Neumáticajlruiz06Оценок пока нет
- ProblemasДокумент23 страницыProblemasKatyuska Aragon AvilezОценок пока нет
- Banda TransportadoraДокумент3 страницыBanda TransportadoraHernán Morocho CamposОценок пока нет
- Procesos Avanzados de ManufacturaДокумент7 страницProcesos Avanzados de ManufacturaCarlos MulaОценок пока нет
- Informe Practica 2Документ15 страницInforme Practica 2Miguel Deaza Niño100% (1)
- Ejercicio 1 Control de Cajas de BebidasДокумент15 страницEjercicio 1 Control de Cajas de BebidasOdilio MaldonadoОценок пока нет
- Ejercicios NeumaticaДокумент13 страницEjercicios Neumaticazephiroth2007Оценок пока нет
- Ejercicio 14 Al 16.......Документ9 страницEjercicio 14 Al 16.......Humberto Urrego PinoОценок пока нет
- Ejercicio Conservación IndustrialДокумент5 страницEjercicio Conservación IndustrialWayner Steeven LaraОценок пока нет
- Ejercicio 01Документ2 страницыEjercicio 01JuniorEspejo100% (1)
- Sistemas Hidráulicos y Neumáticos Practica 2Документ13 страницSistemas Hidráulicos y Neumáticos Practica 2Sneber la Maravilla100% (1)
- Historia de La NeumáticaДокумент11 страницHistoria de La NeumáticaElcheto Guerrero0% (3)
- Ejercicios de NeumáticaДокумент3 страницыEjercicios de NeumáticaGabi MateranoОценок пока нет
- Ejercicios Lazo Cerrado y AbiertoДокумент15 страницEjercicios Lazo Cerrado y AbiertoDaniel CastañedaОценок пока нет
- INFORME N°1-FinalДокумент10 страницINFORME N°1-FinalTony CamposОценок пока нет
- Electroneumatica AvanzadaДокумент4 страницыElectroneumatica AvanzadaBrayan VivasОценок пока нет
- Electroneumática Metodo Casaca y Paso A PasoДокумент47 страницElectroneumática Metodo Casaca y Paso A PasoJunior FigueroaОценок пока нет
- Taller de ElectroneumaticaДокумент7 страницTaller de ElectroneumaticaYERSON IVAN REYES MORENOОценок пока нет
- Lab 3 de AutomaДокумент17 страницLab 3 de AutomaMirko CartagenaОценок пока нет
- Vista Industrial 2Документ1 страницаVista Industrial 2JorgeL AvechucoOОценок пока нет
- Visita Industrial - CI - ContrerasДокумент3 страницыVisita Industrial - CI - ContrerasJorgeL AvechucoOОценок пока нет
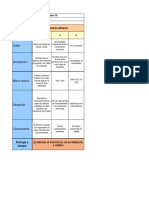
- Rubrica de Evaluación Dan-10Документ1 страницаRubrica de Evaluación Dan-10JorgeL AvechucoOОценок пока нет
- Metodología de Reporte de PrácticasДокумент2 страницыMetodología de Reporte de PrácticasJorgeL AvechucoOОценок пока нет
- Circuitos de NeumaticaДокумент352 страницыCircuitos de NeumaticaAnonymous JyZvqUОценок пока нет
- PracticaModuloII FestoДокумент76 страницPracticaModuloII FestoJorgeL AvechucoOОценок пока нет
- PracticaModuloII FestoДокумент76 страницPracticaModuloII FestoJorgeL AvechucoOОценок пока нет
- Actividad 1 T5 Investigacion. - Zamorano Romo Juan AntonioДокумент10 страницActividad 1 T5 Investigacion. - Zamorano Romo Juan AntonioAntonio ZamoranoОценок пока нет
- Cargador Solar AutomaticoДокумент11 страницCargador Solar AutomaticoShaina MatosОценок пока нет
- Laboratorio 2, Maquinas Electricas IIДокумент6 страницLaboratorio 2, Maquinas Electricas IIZack HayaОценок пока нет
- Instalación de TimbreДокумент7 страницInstalación de TimbreYhor May Guardia ZambranoОценок пока нет
- Componentes de Un Circuito Eléctrico PDFДокумент11 страницComponentes de Un Circuito Eléctrico PDFAlfredo Antonio Brisso BarreraОценок пока нет
- Temario Matematicas - Secundaria CorrigidoДокумент21 страницаTemario Matematicas - Secundaria CorrigidoLido Cardenas VargasОценок пока нет
- 14-Conceptos Básicos Fibra ÓpticaДокумент27 страниц14-Conceptos Básicos Fibra Ópticajax pkОценок пока нет
- Física EVAU Julio 2022Документ2 страницыFísica EVAU Julio 2022Patricia Diaz FrancoОценок пока нет
- Informe de Laboratorio N°4 Potencial Eléctrico de Una Carga PuntualДокумент9 страницInforme de Laboratorio N°4 Potencial Eléctrico de Una Carga PuntualLuisa RicardoОценок пока нет
- Tercer Aporte - Fase 4 - Presentar Solución Al Problema de Luces Audio Rítmicas de 3 CanalesДокумент10 страницTercer Aporte - Fase 4 - Presentar Solución Al Problema de Luces Audio Rítmicas de 3 CanalesJhon Fredy Rincon ParadaОценок пока нет
- Ejercicios C.A. (3 Pág)Документ4 страницыEjercicios C.A. (3 Pág)LEXARJFОценок пока нет
- Tesina - Mecánica RacionalДокумент27 страницTesina - Mecánica Racionaljoaquin Rojas FranciscoОценок пока нет
- Arranque Estrella Triangulo Con Inversion de GiroДокумент6 страницArranque Estrella Triangulo Con Inversion de GiroPepe Perez RuizОценок пока нет
- Fisica 5to Ano Ley de CoulombДокумент5 страницFisica 5to Ano Ley de Coulombhosman colinaОценок пока нет
- Preguntas Energia HidroelectricaДокумент3 страницыPreguntas Energia HidroelectricaLaura MeloОценок пока нет
- Practica 1, MaquinasДокумент4 страницыPractica 1, MaquinasByron GuillinОценок пока нет
- Lab #08 - Uso Del Multimetro (Virtual)Документ7 страницLab #08 - Uso Del Multimetro (Virtual)Alan Joseph Paucar PechoОценок пока нет
- Física 3 Laboratorio 10 - Ley de Desplazamiento de WienДокумент3 страницыFísica 3 Laboratorio 10 - Ley de Desplazamiento de Wienluisa linaresОценок пока нет
- Manual Tecnico de Iluminacion PDFДокумент58 страницManual Tecnico de Iluminacion PDFVanesa Torcigliani100% (2)
- Propiedades TérmicasДокумент18 страницPropiedades TérmicasGabriela SantamariaОценок пока нет
- Manual de Instalacion Puerta Enrollable 2021 V06Документ26 страницManual de Instalacion Puerta Enrollable 2021 V06Dhiraj RaiОценок пока нет
- Teoría de Los CapacitoresДокумент2 страницыTeoría de Los CapacitoresMario DaissonОценок пока нет
- La Termografía Transformadores Es Una Técnica Especial de Medición Que Permite Determinar La Temperatura de Un Objeto Sin Necesidad de Realizar Ningún Tipo de Contacto Con El MismoДокумент7 страницLa Termografía Transformadores Es Una Técnica Especial de Medición Que Permite Determinar La Temperatura de Un Objeto Sin Necesidad de Realizar Ningún Tipo de Contacto Con El MismoRichardo CamposОценок пока нет
- 3p-Comprension Lectora SEXTOДокумент4 страницы3p-Comprension Lectora SEXTOMARIA ESTRELLA RODRIGUEZ RIVEROSОценок пока нет
- Informe 1 - Introduccion A Maquinas ElectricasДокумент4 страницыInforme 1 - Introduccion A Maquinas ElectricasHéctor Rodríguez0% (1)
- Maquinas EléctricasДокумент3 страницыMaquinas EléctricasEfrain SAОценок пока нет
- Practica 1 para EntregarДокумент10 страницPractica 1 para EntregarEduardo Sejas O.100% (1)
- Efecto Piel en ElectricidadДокумент13 страницEfecto Piel en ElectricidadDaniel AvecillaОценок пока нет
- Reflexión Metacognitiva 1q - Con Indicadores 2do FísicaДокумент3 страницыReflexión Metacognitiva 1q - Con Indicadores 2do FísicaBelrnОценок пока нет
- Qué Es ConducciónДокумент3 страницыQué Es ConducciónJonathan Orihuela SorianoОценок пока нет