Вам также может понравиться
- Manual Rm5Документ34 страницыManual Rm5Juan Camilo CadavidОценок пока нет
- Carmix.: Carmix Troubleshooting Procedures I General Components and DescriptionsДокумент3 страницыCarmix.: Carmix Troubleshooting Procedures I General Components and DescriptionsSuniv ShresthaОценок пока нет
- 0178 405 enДокумент24 страницы0178 405 enabuzer1981Оценок пока нет
- Read COMM Port Using ABAP W - o Third Party Software - in My IT KnowledgeДокумент1 страницаRead COMM Port Using ABAP W - o Third Party Software - in My IT KnowledgeameetmpatilОценок пока нет
- GSM8000 User ManualДокумент43 страницыGSM8000 User ManualVikram NagaОценок пока нет
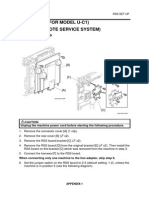
- Appendix 1 (For Model U-C1) 1. Rss (Remote Service System)Документ11 страницAppendix 1 (For Model U-C1) 1. Rss (Remote Service System)Cristian BobaruОценок пока нет
- TC Uk em 016Документ2 страницыTC Uk em 016igor juricОценок пока нет
- BETTOR TITO DELUXE S2000 INSTALLATION v10Документ9 страницBETTOR TITO DELUXE S2000 INSTALLATION v10ROGER EBYОценок пока нет
- MP ManualДокумент30 страницMP Manualvarsha bhatОценок пока нет
- Base Processor Terminal CommandsДокумент66 страницBase Processor Terminal CommandssharadsirohiОценок пока нет
- Hands-On Manual v1 - 1 PDFДокумент5 страницHands-On Manual v1 - 1 PDFGerardo Cruz EspinosaОценок пока нет
- Ipc I 165 Pci Manual EnglishДокумент15 страницIpc I 165 Pci Manual EnglishCHAIRMANОценок пока нет
- DatasheetДокумент6 страницDatasheetsefasenyuzОценок пока нет
- Daewoo Cm-908s Chassis Dtr14d9Документ58 страницDaewoo Cm-908s Chassis Dtr14d9Ciubotaru ElenaОценок пока нет
- Section 10 Analog Input/Output Option BoardДокумент18 страницSection 10 Analog Input/Output Option BoardLuis Antoli BallesterОценок пока нет
- PrintronixP5000 ManualДокумент18 страницPrintronixP5000 ManualArunachalam Nagarajan100% (1)
- QuotationДокумент8 страницQuotationSelvanathan RathinamОценок пока нет
- M500 With 9 Inch CRT RS-232 Communication Using Procomm ProcedureДокумент10 страницM500 With 9 Inch CRT RS-232 Communication Using Procomm ProcedurexzaiqiОценок пока нет
- Lab 2.5.1 Configuring An Asynchronous Dialup Connection: ObjectiveДокумент7 страницLab 2.5.1 Configuring An Asynchronous Dialup Connection: ObjectiveCharles MorrisonОценок пока нет
- Amt 20 Modular Absolute EncoderДокумент10 страницAmt 20 Modular Absolute EncodersthollanderОценок пока нет
- Addendum: C1591M December 14, 2005Документ22 страницыAddendum: C1591M December 14, 2005vijayakumar3661Оценок пока нет
- Samsung Le15-20s51bp CH Gpu15-20ke - Et PDFДокумент122 страницыSamsung Le15-20s51bp CH Gpu15-20ke - Et PDFvideosonОценок пока нет
- Smart BitsДокумент11 страницSmart BitsStephen HamiltonОценок пока нет
- Schema LCDДокумент16 страницSchema LCDOsadrianОценок пока нет
- CREIДокумент25 страницCREIJuliana Castaño RojasОценок пока нет
- 4-20ma Click ManualДокумент2 страницы4-20ma Click Manualmmarinmr100% (1)
- RM5GBДокумент19 страницRM5GBluispinballОценок пока нет
- Atm-10 40 ManualДокумент21 страницаAtm-10 40 ManualmarivapopОценок пока нет
- Feature Set-Up Manual: 380 / 420 /52xx M SeriesДокумент29 страницFeature Set-Up Manual: 380 / 420 /52xx M SeriesAli Joseph100% (1)
- Mid 039 - Cid - FMI 08: TroubleshootingДокумент4 страницыMid 039 - Cid - FMI 08: TroubleshootinganiroОценок пока нет
- AquilionCX - MHR DiagnosticsДокумент7 страницAquilionCX - MHR DiagnosticsRenato CarpioОценок пока нет
- FS-8700-64 ATMI ACM: Driver ManualДокумент22 страницыFS-8700-64 ATMI ACM: Driver ManualEric DunnОценок пока нет
- 0179-092 UIII Retro-Fit HOWDEN WRVДокумент18 страниц0179-092 UIII Retro-Fit HOWDEN WRVnikvaanОценок пока нет
- DP 2 SolДокумент14 страницDP 2 Solchanuka469Оценок пока нет
- Creating An ABAP Program From A BDC RecordingДокумент11 страницCreating An ABAP Program From A BDC Recordingajitmca100% (1)
- Configuring A Connection Between WinCC Flexible Runtime and A SIMATIC PLC Via ProfibusДокумент30 страницConfiguring A Connection Between WinCC Flexible Runtime and A SIMATIC PLC Via Profibusrafaelfbb100% (1)
- ID-003 To Pulse Converter: General DescriptionДокумент3 страницыID-003 To Pulse Converter: General DescriptionGuillermo RiveraОценок пока нет
- Byte Magazine Vol 00-01 The Worlds Greatest ToyДокумент100 страницByte Magazine Vol 00-01 The Worlds Greatest Toydiego2macedo2sОценок пока нет
- E-Sys - Installation Instructions - V.8Документ3 страницыE-Sys - Installation Instructions - V.8Gualberto RochaОценок пока нет
- CV-BD Power Analyzer Manual Part2Документ32 страницыCV-BD Power Analyzer Manual Part2Сергей ШевченкоОценок пока нет
- Crown Sasija 5P19E 29T05,29T07,29D10 PDFДокумент44 страницыCrown Sasija 5P19E 29T05,29T07,29D10 PDFpedavОценок пока нет
- Compact: Modular and High-Performance PLC SystemДокумент4 страницыCompact: Modular and High-Performance PLC SystemLuis ParcoОценок пока нет
- Tejas Node ConfigДокумент20 страницTejas Node ConfigAnuj Kumar100% (1)
- J2000mdbenglish 091109075622 Phpapp02Документ36 страницJ2000mdbenglish 091109075622 Phpapp02pirulettaОценок пока нет
- 3rd 5axis Breakout Board Set User ManualДокумент15 страниц3rd 5axis Breakout Board Set User ManualEricNyoniОценок пока нет
- Features at A Glance:: Hour Meter and TimersДокумент4 страницыFeatures at A Glance:: Hour Meter and TimersalexanderОценок пока нет
- E5Документ17 страницE5Phú NguyễnОценок пока нет
- Controls Shimadzu AOC20Документ16 страницControls Shimadzu AOC20Taufik Hidayat Soi0% (1)
- Samsung Chassis Gbdxxke Le-26r71b 72b 75b 32r71b 72b 75b 76b 37r72b 40r71b 72b 75b 76bДокумент16 страницSamsung Chassis Gbdxxke Le-26r71b 72b 75b 32r71b 72b 75b 76b 37r72b 40r71b 72b 75b 76bPredrag NemcicОценок пока нет
- 32 PFL 340477Документ67 страниц32 PFL 340477Anonymous Gj5yPUC2JОценок пока нет
- Saleem DMP Printer 4Документ16 страницSaleem DMP Printer 4Prince Saleem50% (2)
- Ecm Reprogramm With Consult 2Документ17 страницEcm Reprogramm With Consult 2Arturo Lomelí100% (2)
- Omron SYSMAC-C Series: Bit DeviceДокумент6 страницOmron SYSMAC-C Series: Bit DeviceJeydson StorchОценок пока нет
- CKM 200 Car Key Master ManualДокумент33 страницыCKM 200 Car Key Master ManualselereakОценок пока нет
- Configuring Terminal History: Khawar Butt Ccie # 12353 (R/S, Security, SP, DC, Voice, Storage & Ccde)Документ8 страницConfiguring Terminal History: Khawar Butt Ccie # 12353 (R/S, Security, SP, DC, Voice, Storage & Ccde)Avishkar GoteОценок пока нет
- Radio Shack TRS-80 Expansion Interface: Operator's Manual Catalog Numbers: 26-1140, 26-1141, 26-1142От EverandRadio Shack TRS-80 Expansion Interface: Operator's Manual Catalog Numbers: 26-1140, 26-1141, 26-1142Оценок пока нет
- CISCO PACKET TRACER LABS: Best practice of configuring or troubleshooting NetworkОт EverandCISCO PACKET TRACER LABS: Best practice of configuring or troubleshooting NetworkОценок пока нет
- SobekДокумент1 страницаSobekSoror OnyxОценок пока нет
- Quiz Astrology Signs and Planetary RulershipДокумент4 страницыQuiz Astrology Signs and Planetary RulershipSoror OnyxОценок пока нет
- Document Pancreatic CancerДокумент6 страницDocument Pancreatic CancerSoror OnyxОценок пока нет
- Buddha's Tea LabelsДокумент2 страницыBuddha's Tea LabelsSoror OnyxОценок пока нет
- Document Alkaline Diet What Cancer Patients Should KnowДокумент5 страницDocument Alkaline Diet What Cancer Patients Should KnowSoror OnyxОценок пока нет
- Astrology Lessons Basic Astrology TermsДокумент16 страницAstrology Lessons Basic Astrology TermsSoror Onyx100% (3)
- TimeДокумент1 страницаTimeSoror OnyxОценок пока нет
- Buddha Science of The OccultДокумент2 страницыBuddha Science of The OccultSoror OnyxОценок пока нет
- The Tree of Life, Kundalini Serpent, Apple Shaped Torus VortexДокумент2 страницыThe Tree of Life, Kundalini Serpent, Apple Shaped Torus VortexSoror Onyx100% (1)
- Ancient KnowledgeДокумент2 страницыAncient KnowledgeSoror OnyxОценок пока нет
- Alkaline Vegan LasagnaДокумент5 страницAlkaline Vegan LasagnaSoror OnyxОценок пока нет
- Dr. Walter Russell The Sex PrincipleДокумент4 страницыDr. Walter Russell The Sex PrincipleSoror OnyxОценок пока нет
- Symbols of ChristmasДокумент1 страницаSymbols of ChristmasSoror OnyxОценок пока нет
- IodineДокумент1 страницаIodineSoror OnyxОценок пока нет
- Jerry Johnson's Natal Report Information Home Work Assignment #1Документ3 страницыJerry Johnson's Natal Report Information Home Work Assignment #1Soror OnyxОценок пока нет
- Nettle Leaf and Nettle Root Powder BlendДокумент1 страницаNettle Leaf and Nettle Root Powder BlendSoror OnyxОценок пока нет
- Document Eating Right Can Help Your Pancreatic Cancer FightДокумент3 страницыDocument Eating Right Can Help Your Pancreatic Cancer FightSoror OnyxОценок пока нет
- Ammon's HornsДокумент2 страницыAmmon's HornsSoror OnyxОценок пока нет
- Keystone Masonic Keystone, Royal Arch SymbolДокумент2 страницыKeystone Masonic Keystone, Royal Arch SymbolSoror OnyxОценок пока нет
- Jouney of Joseph and Mary in The BrainДокумент1 страницаJouney of Joseph and Mary in The BrainSoror OnyxОценок пока нет
- Diy House Project NotesДокумент3 страницыDiy House Project NotesSoror OnyxОценок пока нет
- Dr. Sebi Fast and Kidney Flush IngredientsДокумент8 страницDr. Sebi Fast and Kidney Flush IngredientsSoror OnyxОценок пока нет
- Flat Earth Electromagnet Diagram Zetetics DocumentДокумент7 страницFlat Earth Electromagnet Diagram Zetetics DocumentSoror OnyxОценок пока нет
- Blessed Thistle and Blue VervainДокумент4 страницыBlessed Thistle and Blue VervainSoror OnyxОценок пока нет
- Facebook Post On Dielectricity and More!Документ3 страницыFacebook Post On Dielectricity and More!Soror OnyxОценок пока нет
- Divine RetributionДокумент1 страницаDivine RetributionSoror OnyxОценок пока нет
- Document CV Nothing To Worry AboutДокумент2 страницыDocument CV Nothing To Worry AboutSoror OnyxОценок пока нет
- Immaculate Conception Kemetic and Astrological InterpretationДокумент2 страницыImmaculate Conception Kemetic and Astrological InterpretationSoror OnyxОценок пока нет
- French Green Clay DetoxДокумент2 страницыFrench Green Clay DetoxSoror OnyxОценок пока нет
- Dr. Sebi Herb ListДокумент27 страницDr. Sebi Herb ListSoror Onyx100% (4)
- Sqlmap Cheatsheet v1.0-SBDДокумент2 страницыSqlmap Cheatsheet v1.0-SBDtalsxОценок пока нет
- Oracle SQLДокумент445 страницOracle SQLReimon DiazОценок пока нет
- How To Solve Blood Relations Type Problems With Simple Aptitude Techniques - Puzzles With SolutionsДокумент5 страницHow To Solve Blood Relations Type Problems With Simple Aptitude Techniques - Puzzles With SolutionsTejashwi KumarОценок пока нет
- Studio Pricelist PDFДокумент6 страницStudio Pricelist PDFDina Shofiana FaniОценок пока нет
- Mukesh Dubey Resume June 2019Документ2 страницыMukesh Dubey Resume June 2019Mukesh DubeyОценок пока нет
- Data Sheet 7KG8501-0AA01-0AA0: Measuring FunctionsДокумент3 страницыData Sheet 7KG8501-0AA01-0AA0: Measuring FunctionstojesteОценок пока нет
- Akash Updated ResumeДокумент3 страницыAkash Updated ResumeAkash PatilОценок пока нет
- Capstone Report FinalДокумент43 страницыCapstone Report Finalapi-335343479Оценок пока нет
- Sad PresentationДокумент22 страницыSad PresentationManna ManniОценок пока нет
- Apply File Io Operation in JavaДокумент18 страницApply File Io Operation in JavaEdwin LapatОценок пока нет
- PSPD BAB1 Part2 PDFДокумент26 страницPSPD BAB1 Part2 PDFlaurynnaОценок пока нет
- Matlab Robotics ToolboxДокумент20 страницMatlab Robotics ToolboxRajesh RavindranОценок пока нет
- 17 - (NRTC) Company ProfileДокумент3 страницы17 - (NRTC) Company ProfilemirzaОценок пока нет
- Kodak DirectView CR-825,850 - Diagrams PDFДокумент12 страницKodak DirectView CR-825,850 - Diagrams PDFAgustín CarranzaОценок пока нет
- DDO TipsДокумент9 страницDDO TipsRich Vincent100% (1)
- Hafele Dialock BrochureДокумент17 страницHafele Dialock BrochureHùng Trần XuânОценок пока нет
- OpenNebula WorkshopДокумент5 страницOpenNebula WorkshopThangavel MuruganОценок пока нет
- Engineering Report Writing Using Word 2010: University of WaterlooДокумент75 страницEngineering Report Writing Using Word 2010: University of WaterlooRIANNE JUSTIN POLICARPIOОценок пока нет
- 64 BitsДокумент8 страниц64 BitsTatyanazaxarova2Оценок пока нет
- Kazrog True Iron User GuideДокумент20 страницKazrog True Iron User GuideParsa ShomaliОценок пока нет
- Operator PrecedenceДокумент2 страницыOperator PrecedenceJaishree ChakareОценок пока нет
- TQM Clause 45Документ4 страницыTQM Clause 45MychaWongОценок пока нет
- Tool DesignДокумент29 страницTool DesignPavan TejaОценок пока нет
- Electronic Control System ComponentsДокумент7 страницElectronic Control System ComponentsTri WahyuningsihОценок пока нет
- NS2 Lab2Документ11 страницNS2 Lab2Tech Talk Paper PresentationОценок пока нет
- IEEE 24748-5 - 2017 - SW Development PlanningДокумент48 страницIEEE 24748-5 - 2017 - SW Development Planningangel tomas guerrero de la rubiaОценок пока нет
- Introduction ISO 55001Документ66 страницIntroduction ISO 55001Indra GirsangОценок пока нет
- Unit 7Документ7 страницUnit 7Thao PhanОценок пока нет
- Load Management Part 2Документ8 страницLoad Management Part 2MaxiSanchezОценок пока нет
- Ansys Airfoil 2DДокумент11 страницAnsys Airfoil 2Dmonidogar88Оценок пока нет