Вам также может понравиться
- MODULE 1-Chemistry-Dr - HariharaДокумент100 страницMODULE 1-Chemistry-Dr - HariharaKartik KaushikОценок пока нет
- Carbopol MixingДокумент3 страницыCarbopol MixingTom JerryОценок пока нет
- CO2 Recovery Plant, NFCL, Andhra Pradesh (India)Документ9 страницCO2 Recovery Plant, NFCL, Andhra Pradesh (India)Sanjiv ChОценок пока нет
- Manufacturing of Unsaturated Polymer ResinsДокумент49 страницManufacturing of Unsaturated Polymer ResinsBurhaan Taskeen100% (3)
- Product Information: Belsperse 164 - High Performance Dispersant For Industrial Water SystemsДокумент2 страницыProduct Information: Belsperse 164 - High Performance Dispersant For Industrial Water SystemsEti SureniОценок пока нет
- Alketerge EДокумент4 страницыAlketerge EYohanes OktavianusОценок пока нет
- AkzoNobel Narrow Range Ethoxylates - 2015Документ4 страницыAkzoNobel Narrow Range Ethoxylates - 2015Vilas DhakappaОценок пока нет
- StyreneДокумент22 страницыStyreneMohd Masri A. Razak100% (1)
- Linear Low Density PolyethyleneДокумент12 страницLinear Low Density PolyethylenedaempiОценок пока нет
- Feasibility Study of Dimethyl Carbonate ProductionДокумент3 страницыFeasibility Study of Dimethyl Carbonate ProductionIntratec SolutionsОценок пока нет
- What Is RCM and RBIДокумент2 страницыWhat Is RCM and RBIChihiya Fitria Nurhayati0% (1)
- Statistic - Id873655 - Almond Consumption Per Capita in India 2012 2021Документ8 страницStatistic - Id873655 - Almond Consumption Per Capita in India 2012 2021Rohith kumarОценок пока нет
- Covid Test-PositiveДокумент2 страницыCovid Test-PositiveSuresh VarmaОценок пока нет
- Project Report On Heptaldehyde & Undecylenic Acid (C7 & C11) & Its DerivativesДокумент8 страницProject Report On Heptaldehyde & Undecylenic Acid (C7 & C11) & Its DerivativesEIRI Board of Consultants and PublishersОценок пока нет
- Assignment-2 (UCH850 - 101601010) PDFДокумент7 страницAssignment-2 (UCH850 - 101601010) PDFarpit thukralОценок пока нет
- N-Methyl-2-Pyrrolidone - Wikipedia, The Free EncyclopediaДокумент2 страницыN-Methyl-2-Pyrrolidone - Wikipedia, The Free EncyclopediaBenni WewokОценок пока нет
- Liquid Urea-Formaldehyde Resin Manufacturing Industry-217599 - 4Документ65 страницLiquid Urea-Formaldehyde Resin Manufacturing Industry-217599 - 4Sanzar Rahman 1621555030Оценок пока нет
- Catenex S Paraffinic Process Oils TDSДокумент6 страницCatenex S Paraffinic Process Oils TDScallingoutukОценок пока нет
- Technology For Industrial Paints and CoatingsДокумент20 страницTechnology For Industrial Paints and CoatingsUsama AwadОценок пока нет
- TRANSPORT PHENOMENA - Unit 4 - NotesДокумент47 страницTRANSPORT PHENOMENA - Unit 4 - NotesRathi ManiОценок пока нет
- Manufacturing and Mass Balance of Copper Phthalocyanine (CPC) Blue and Green PigmentsДокумент6 страницManufacturing and Mass Balance of Copper Phthalocyanine (CPC) Blue and Green PigmentsAdvanced Research PublicationsОценок пока нет
- PCI June 2010Документ76 страницPCI June 2010Azouz Bouchaib100% (1)
- Products For Unsaturated PolyestersДокумент8 страницProducts For Unsaturated PolyestersNgan100% (1)
- A Specifying Engineer's Guide To Water Treatment - IHS Engineering360Документ3 страницыA Specifying Engineer's Guide To Water Treatment - IHS Engineering360PanosMitsopoulosОценок пока нет
- Ion Exchange Resin Comparison ChartДокумент2 страницыIon Exchange Resin Comparison ChartSupatmono NAIОценок пока нет
- Mar GraineДокумент16 страницMar GraineDinesh SubramanianОценок пока нет
- PolymerДокумент36 страницPolymersabetОценок пока нет
- Rubber 1571Документ20 страницRubber 1571Paradiso SitorusОценок пока нет
- Dimethyl TerephthalateДокумент9 страницDimethyl Terephthalatehung_metalОценок пока нет
- Carbon BlackДокумент15 страницCarbon BlackBoonyarit Lurdgrienggraiying100% (1)
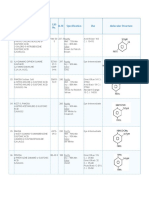
- Sr. No. Commercial Name Chemical Nomenclature Empirical Formula CAS No. M.W. Specification Use Molecular StructureДокумент12 страницSr. No. Commercial Name Chemical Nomenclature Empirical Formula CAS No. M.W. Specification Use Molecular Structuretiwarivivek2Оценок пока нет
- Is.9573.1998 Rubber Hoses PDFДокумент13 страницIs.9573.1998 Rubber Hoses PDFJohnson BandaruОценок пока нет
- Fuels and Lubricants PDFДокумент99 страницFuels and Lubricants PDFShamveel TaiyabОценок пока нет
- Propylene Glycol Usp-EpДокумент4 страницыPropylene Glycol Usp-Epvanhung68Оценок пока нет
- General Surfactant Intro 190417Документ40 страницGeneral Surfactant Intro 190417bayuОценок пока нет
- Ethanolamines: Product InformationДокумент48 страницEthanolamines: Product InformationElias0% (1)
- Kraton - Cariflex From Isoprene Monomer To Synthetic PolyДокумент12 страницKraton - Cariflex From Isoprene Monomer To Synthetic PolyFadFadОценок пока нет
- Blocbuilder Ma v3Документ3 страницыBlocbuilder Ma v3mrleenpieters01Оценок пока нет
- IndustrialAndPreparativeResin CatalogueДокумент26 страницIndustrialAndPreparativeResin CatalogueI. Murali KrishnaОценок пока нет
- Nanomaterials in CosmeticsДокумент11 страницNanomaterials in CosmeticsNura SadanyОценок пока нет
- Method To Determine Wesson LossДокумент1 страницаMethod To Determine Wesson Lossmasud.imtiaz3290Оценок пока нет
- Diacid Corrosion Water Based FluidsДокумент18 страницDiacid Corrosion Water Based FluidsNgũ Viên Gia CácОценок пока нет
- GA-013 Functional Coatings BrochureДокумент6 страницGA-013 Functional Coatings Brochuregopinath87Оценок пока нет
- Clay For RubberДокумент3 страницыClay For RubberArathy MadhuОценок пока нет
- Lutropur MSDSДокумент23 страницыLutropur MSDSAndres Felipe Plaza SanchezОценок пока нет
- Fundamentals in Preparation of Heterogeneous CatalystsДокумент16 страницFundamentals in Preparation of Heterogeneous CatalystsKuring Mangdepe100% (2)
- Total HardnessДокумент6 страницTotal HardnesspermatakomputerОценок пока нет
- Formulation of Nail Lacquers - Cosmetic FormulationДокумент10 страницFormulation of Nail Lacquers - Cosmetic FormulationPankaj PatelОценок пока нет
- Advanced Synthesis of Dioctyl Phthalate Dop and Dibutyl Phthalate DBP Plasticizers I Comparison Between Aluminum OxidealДокумент8 страницAdvanced Synthesis of Dioctyl Phthalate Dop and Dibutyl Phthalate DBP Plasticizers I Comparison Between Aluminum OxidealManasa BanothОценок пока нет
- GATE PSU Study Material Plant Design EconomicsДокумент14 страницGATE PSU Study Material Plant Design EconomicsJEFY JEAN AОценок пока нет
- Meghmani PigmentДокумент321 страницаMeghmani Pigmentdevang100% (1)
- 1.3 VortragEmdenDierkerДокумент37 страниц1.3 VortragEmdenDierkerDian Agung NugrohoОценок пока нет
- Max 5.2 Surfactant Brochure PDFДокумент16 страницMax 5.2 Surfactant Brochure PDFsanjay ukalkar100% (1)
- Al Material Matters v5n1Документ32 страницыAl Material Matters v5n1casual12Оценок пока нет
- ch6 Free Radical Polymerization-BДокумент42 страницыch6 Free Radical Polymerization-B임성민100% (1)
- Maxfloc - TДокумент2 страницыMaxfloc - Tdineshkbunker08Оценок пока нет
- PA Polyol From Phthalic Anhydride and Diethylene Glycol For PolyurethaneДокумент4 страницыPA Polyol From Phthalic Anhydride and Diethylene Glycol For PolyurethaneA MahmoodОценок пока нет
- Polymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3От EverandPolymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3Оценок пока нет
- How to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970От EverandHow to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970Рейтинг: 5 из 5 звезд5/5 (1)
- Solbin A Tds 3.2014rsДокумент2 страницыSolbin A Tds 3.2014rsGarvit GuptaОценок пока нет
- Drilling Fluid Additives Line CardДокумент1 страницаDrilling Fluid Additives Line CardazimchemОценок пока нет
- Meoh + THF Spent Distillation Costing Details: Input Material BalanceДокумент27 страницMeoh + THF Spent Distillation Costing Details: Input Material BalanceJaveed802Оценок пока нет
- IARE PPC Lecture NotesДокумент65 страницIARE PPC Lecture NotesJaveed802Оценок пока нет
- SNFДокумент2 страницыSNFJaveed802Оценок пока нет
- PPE Job DetailsДокумент23 страницыPPE Job DetailsJaveed802Оценок пока нет
- GENERAL ENGINEERING Handbook-of-Formulae - And-Constants PDFДокумент43 страницыGENERAL ENGINEERING Handbook-of-Formulae - And-Constants PDFhasib_07Оценок пока нет
- SRS - 2 Cooling Tower TemperaturesДокумент3 страницыSRS - 2 Cooling Tower TemperaturesJaveed802Оценок пока нет
- Reactive Distillation ReportДокумент76 страницReactive Distillation ReportJaveed802Оценок пока нет
- InTech-Energy Conservation in Ethanol Water Distillation Column With Vapour Recompression Heat PumpДокумент28 страницInTech-Energy Conservation in Ethanol Water Distillation Column With Vapour Recompression Heat PumpNguyễn MếnОценок пока нет
- Heat LoadДокумент22 страницыHeat LoadJaveed802Оценок пока нет
- Feasibility Report of Distillation ColumnsДокумент27 страницFeasibility Report of Distillation ColumnsJaveed802Оценок пока нет
- Flow Diagrams of Process UnitsДокумент14 страницFlow Diagrams of Process UnitsJaveed802Оценок пока нет
- Nama PBF/Apotek No Nama ObatДокумент4 страницыNama PBF/Apotek No Nama ObatRamli UsmanОценок пока нет
- TRICARE Program Integrity 2010 ReportДокумент25 страницTRICARE Program Integrity 2010 ReportGovtfraudlawyerОценок пока нет
- Therapy General Objective Specific Objective Indication Activities Rationale Dance Therapy 1. Jumping RhythmsДокумент2 страницыTherapy General Objective Specific Objective Indication Activities Rationale Dance Therapy 1. Jumping RhythmsSabrina Porquiado Magañan SNОценок пока нет
- Vulture ConservationДокумент14 страницVulture ConservationSaba Parvin Haque100% (2)
- P CLS14 Powertec Compact Leg Sled ManualДокумент15 страницP CLS14 Powertec Compact Leg Sled ManualElizabeth GuzmanОценок пока нет
- Employee Benefits India PDFДокумент2 страницыEmployee Benefits India PDFshahidki31100% (1)
- Aspiracion Destornillador Implanto Roa-V1-Id1018Документ3 страницыAspiracion Destornillador Implanto Roa-V1-Id1018CesarAmorotoОценок пока нет
- Medical Examiner'S Confidential ReportДокумент2 страницыMedical Examiner'S Confidential ReportParesh BorboruahОценок пока нет
- Taylan Competency NeedsДокумент32 страницыTaylan Competency NeedsLovejoice Cha NnelОценок пока нет
- Review Jurnal Varicella - Dewi Manik Aulia Fadli - 16700096Документ26 страницReview Jurnal Varicella - Dewi Manik Aulia Fadli - 16700096Lia FadliОценок пока нет
- Wireless Patch Sensor For Remote Monitoring of Heart Rate, RESPIRASI and FALLДокумент4 страницыWireless Patch Sensor For Remote Monitoring of Heart Rate, RESPIRASI and FALLAgung Tri SutrisnoОценок пока нет
- Cookery 1 Module 4 g11Документ12 страницCookery 1 Module 4 g11Rochel SistonaОценок пока нет
- Diary Card Sample 04Документ3 страницыDiary Card Sample 04MaryОценок пока нет
- Appendix - F2 - RAPДокумент156 страницAppendix - F2 - RAPMecha MartiniОценок пока нет
- Liver UpdateДокумент16 страницLiver UpdateyaniОценок пока нет
- Iman Tavassoly CVДокумент6 страницIman Tavassoly CVGladis HutahaeanОценок пока нет
- Antimicrobial Products-Test For Antimicrobial Activity and EfficacyДокумент14 страницAntimicrobial Products-Test For Antimicrobial Activity and EfficacyherfuentesОценок пока нет
- Gerald Kein - Self Hypnosis HandoutДокумент5 страницGerald Kein - Self Hypnosis HandoutBob Cook100% (1)
- Case Digest (6 & 27)Документ4 страницыCase Digest (6 & 27)frankieОценок пока нет
- Daftar PustakaДокумент3 страницыDaftar PustakaTeguh firmansyahОценок пока нет
- Table Saw Safety FinalДокумент24 страницыTable Saw Safety Finalvolatileyasser100% (1)
- Clinical Gaze Through The Prism of LiteratureДокумент10 страницClinical Gaze Through The Prism of LiteratureZedarОценок пока нет
- Oplan Kalusugan Sa Deped One Health WeekДокумент2 страницыOplan Kalusugan Sa Deped One Health WeekAiza Rhea Santos100% (2)
- Office Memo - Drug Free WorkplaceДокумент2 страницыOffice Memo - Drug Free WorkplaceAnthony ElmaОценок пока нет
- Ba-40l Buffering Agent - 1Документ9 страницBa-40l Buffering Agent - 1Sherlock HolmesОценок пока нет
- SGC Resolution TemplateДокумент3 страницыSGC Resolution Templatehendrix100% (3)
- MoH - Uganda RBF Program Hospital Quartely Quality Assessment Tool - Jan 2019Документ31 страницаMoH - Uganda RBF Program Hospital Quartely Quality Assessment Tool - Jan 2019Steven SsemwangaОценок пока нет