Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- IDEMA StandardsДокумент4 страницыIDEMA StandardsdarkroomzcОценок пока нет
- AppNote ISO 604 - 2003Документ1 страницаAppNote ISO 604 - 2003darkroomzcОценок пока нет
- E-GLASS - kcr6-H - TDSДокумент2 страницыE-GLASS - kcr6-H - TDSdarkroomzcОценок пока нет
- Hobas FTBДокумент78 страницHobas FTBdarkroomzc100% (1)
- Transport Processes and Unit Operations-GeankoplisДокумент937 страницTransport Processes and Unit Operations-GeankoplisJuliana Gume100% (11)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Index Testing of The Junction Strength of GeogridsДокумент6 страницIndex Testing of The Junction Strength of GeogridsYassin Abd El AalОценок пока нет
- Chapter 8 Continuous SystemДокумент128 страницChapter 8 Continuous SystemsyamilОценок пока нет
- 8493506Документ117 страниц8493506Nessha PavithranОценок пока нет
- ForensicPhysics - Falls From HeightДокумент5 страницForensicPhysics - Falls From HeightSanja KrajinovicОценок пока нет
- Structural Analysis and Design Group: National Aerospace Laboratories, BangaloreДокумент1 страницаStructural Analysis and Design Group: National Aerospace Laboratories, Bangalorealagarg137691Оценок пока нет
- Experiment - 4: Level Control in A Cylindrical Tank ProcessДокумент15 страницExperiment - 4: Level Control in A Cylindrical Tank ProcessMilan PoudelОценок пока нет
- Omni DTДокумент2 страницыOmni DTCHEKOUFI SaidОценок пока нет
- Xi Physics - Sqp-Set 3Документ3 страницыXi Physics - Sqp-Set 3Ben TenОценок пока нет
- Derivation 01Документ2 страницыDerivation 01mbmonvilleОценок пока нет
- Conservation of Momentum (Assignment-3)Документ13 страницConservation of Momentum (Assignment-3)Anurag RamachandranОценок пока нет
- Huzayyin Ahmed A 201111 PHD ThesisДокумент113 страницHuzayyin Ahmed A 201111 PHD ThesisHafiziAhmadОценок пока нет
- Newton's Law of Universal GravitationДокумент9 страницNewton's Law of Universal GravitationSanОценок пока нет
- Phy212 CH14 Worksheet-W07-KeyДокумент5 страницPhy212 CH14 Worksheet-W07-Keyangelyn tiongcoОценок пока нет
- 1 s2.0 S1674775522001718 MainДокумент12 страниц1 s2.0 S1674775522001718 Mainilham halikОценок пока нет
- Template Mechanics 3Документ10 страницTemplate Mechanics 3Gerald B. APOSTOLОценок пока нет
- Find The Stress and Strain Diagram For Concrete and Timber.: Assgnment Reg 162Документ16 страницFind The Stress and Strain Diagram For Concrete and Timber.: Assgnment Reg 162SeLamah RahmanОценок пока нет
- Minimising Crack Control Reinforcement - Design BookletДокумент21 страницаMinimising Crack Control Reinforcement - Design BookletNitish Ramdawor100% (1)
- Astm G38-01R13Документ9 страницAstm G38-01R13shuli liОценок пока нет
- Effective-Stress Analysis of Berm-Supported Retaining WallsДокумент10 страницEffective-Stress Analysis of Berm-Supported Retaining WallsDerek WongОценок пока нет
- FLOW MEASUREMENT - Course NotesДокумент38 страницFLOW MEASUREMENT - Course Notespawan deepОценок пока нет
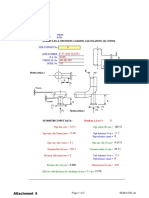
- Attachment 8: 8"-P-1460-3CS1P2 10188 100-SK-001 230Документ2 страницыAttachment 8: 8"-P-1460-3CS1P2 10188 100-SK-001 230ashams492Оценок пока нет
- Trigonometric RatiosДокумент19 страницTrigonometric RatiosRo Jill Palacio OlingОценок пока нет
- LandauДокумент21 страницаLandauLevema SiraОценок пока нет
- 121 B.P.S. XII - Physics Chapter Notes 2014 15 PDFДокумент87 страниц121 B.P.S. XII - Physics Chapter Notes 2014 15 PDFkumarnpccОценок пока нет
- Seismic Behaviour of Piles in Non-Liqueable and Liqueable SoilДокумент56 страницSeismic Behaviour of Piles in Non-Liqueable and Liqueable SoilRIOS TSENGОценок пока нет
- PHY1124 Midterm 2020 WinterДокумент5 страницPHY1124 Midterm 2020 WinterMostafa Khattab100% (2)
- Van Deemter EquationДокумент19 страницVan Deemter EquationAsif AliОценок пока нет
- 04 - Szyga PlutaДокумент22 страницы04 - Szyga PlutalukaszОценок пока нет
- UT Book ArticlesДокумент135 страницUT Book ArticlesAnonymous uXdS9Y7100% (1)
- A Study of Overhead Water Tanks Subjected To Dynamic Loads: Dona Rose K J, Sreekumar M, Anumod A SДокумент5 страницA Study of Overhead Water Tanks Subjected To Dynamic Loads: Dona Rose K J, Sreekumar M, Anumod A SMohammedEl-GhobaryОценок пока нет