Вам также может понравиться
- Illustrated Catalogue of Cotton MachineryОт EverandIllustrated Catalogue of Cotton MachineryОценок пока нет
- Powder Filling Machine PatentДокумент11 страницPowder Filling Machine PatentDaniel VelasquezОценок пока нет
- Soap-Making Manual A Practical Handbook on the Raw Materials, Their Manipulation, Analysis and Control in the Modern Soap Plant.От EverandSoap-Making Manual A Practical Handbook on the Raw Materials, Their Manipulation, Analysis and Control in the Modern Soap Plant.Рейтинг: 4 из 5 звезд4/5 (2)
- Us 3378330Документ5 страницUs 3378330James LindonОценок пока нет
- Hydrodynamics of Gas-Liquid Reactors: Normal Operation and Upset ConditionsОт EverandHydrodynamics of Gas-Liquid Reactors: Normal Operation and Upset ConditionsОценок пока нет
- BOΤTLE LABELING MACHINEДокумент4 страницыBOΤTLE LABELING MACHINEq12wertyОценок пока нет
- 12bДокумент14 страниц12bphanisai100% (1)
- Us 5472145Документ4 страницыUs 5472145mhtofighiОценок пока нет
- Notice: Patent TranslateДокумент21 страницаNotice: Patent TranslateJie99Оценок пока нет
- TEPZZ - 6 48B - T: European Patent SpecificationДокумент13 страницTEPZZ - 6 48B - T: European Patent SpecificationshamsОценок пока нет
- Us 3407511Документ5 страницUs 3407511AhmadmartakОценок пока нет
- J. M. Widmer: Filed April 4, 19.52Документ8 страницJ. M. Widmer: Filed April 4, 19.52Kah MunОценок пока нет
- United States Patent (19) : B JornstadДокумент4 страницыUnited States Patent (19) : B JornstadlfilippiniОценок пока нет
- Method For Enhanced Recovery of Viscous Oil DepositsДокумент5 страницMethod For Enhanced Recovery of Viscous Oil DepositsRishel Mae VeraОценок пока нет
- Umted States Patent (19) (11) Patent Number: 5,671,656: Cyphers Et A) - (45) Date of Patent: Sep. 30, 1997Документ6 страницUmted States Patent (19) (11) Patent Number: 5,671,656: Cyphers Et A) - (45) Date of Patent: Sep. 30, 1997zeichsteinОценок пока нет
- Multiple Downcomer Fractional Distillation Tray and ProcessДокумент9 страницMultiple Downcomer Fractional Distillation Tray and Processziz37Оценок пока нет
- United States PatentДокумент5 страницUnited States PatentPraveen SinghОценок пока нет
- EP0616965B1Документ10 страницEP0616965B1Shankar PediredlaОценок пока нет
- Process For Gravure Printing With A Water-Based InkДокумент12 страницProcess For Gravure Printing With A Water-Based InkSyed Mujtaba Ali BukhariОценок пока нет
- Ulllted States Patent (10) Patent N0.: US 7,610,957 B2Документ8 страницUlllted States Patent (10) Patent N0.: US 7,610,957 B2lfilippiniОценок пока нет
- Ep 19175792 Nwa 1Документ16 страницEp 19175792 Nwa 1John Paul EspanoОценок пока нет
- European Patent Application C11D 17/00: Production Process For Detergent TabletДокумент19 страницEuropean Patent Application C11D 17/00: Production Process For Detergent Tabletshadi elhagОценок пока нет
- United States Patent (191: McguganДокумент6 страницUnited States Patent (191: McguganJamesStenhouseОценок пока нет
- BD 2009-06-10 Bulk Density and Tapped Density of Powders Sign OffДокумент8 страницBD 2009-06-10 Bulk Density and Tapped Density of Powders Sign Offsinta putri karismaОценок пока нет
- Crystallization 0f SorbitolДокумент5 страницCrystallization 0f SorbitolPiso VươngОценок пока нет
- Coffee Inprovements 2Документ16 страницCoffee Inprovements 2Snuggle LichОценок пока нет
- Claims: 1. A Crystallizer Particularly Adapted For The Formation of phenol-BPA Adduct Crystals by EvaporativeДокумент11 страницClaims: 1. A Crystallizer Particularly Adapted For The Formation of phenol-BPA Adduct Crystals by EvaporativePatricia MirandaОценок пока нет
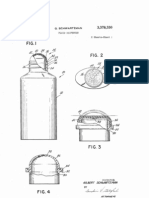
- United States Patent: SchwartzmanДокумент4 страницыUnited States Patent: SchwartzmanJames LindonОценок пока нет
- 6665 3321 B558 6611 3346 SHHT 9999 0972 AAAA 8726 8378 10096 2676 2333Документ8 страниц6665 3321 B558 6611 3346 SHHT 9999 0972 AAAA 8726 8378 10096 2676 2333Brunno VasquesОценок пока нет
- Login Create Account (Free!) View Patents That Cite This Patent Click For Automatic Bibliography GenerationДокумент8 страницLogin Create Account (Free!) View Patents That Cite This Patent Click For Automatic Bibliography GenerationFilipОценок пока нет
- 9755 RedLineVersionIIДокумент28 страниц9755 RedLineVersionIIgsaavedramОценок пока нет
- United States Patent (191: Allum Et Al. (11) Patent NumberДокумент12 страницUnited States Patent (191: Allum Et Al. (11) Patent NumberdnddownloaderОценок пока нет
- Wiigw - W : March 1, 1966Документ3 страницыWiigw - W : March 1, 1966Pero KolevОценок пока нет
- FG G: 'IДокумент5 страницFG G: 'IJosefogОценок пока нет
- CAN 2 227 158 1998 BOUDREAULT Kintchen Exhaust Hood AssemblyДокумент16 страницCAN 2 227 158 1998 BOUDREAULT Kintchen Exhaust Hood Assemblydavid0775Оценок пока нет
- Wet Abrasive Blasting System and MethodДокумент13 страницWet Abrasive Blasting System and MethodhainguyenbkvhvОценок пока нет
- Survey of Glaze Preparation in Discontinuous Ball Mills and Measurement of Grinding Media Charging by Computer SoftwaresДокумент4 страницыSurvey of Glaze Preparation in Discontinuous Ball Mills and Measurement of Grinding Media Charging by Computer SoftwaresalvarezriОценок пока нет
- 10 831 015 Cotton Candy MachineДокумент6 страниц10 831 015 Cotton Candy MachineEsra_71Оценок пока нет
- Us 20140231364Документ6 страницUs 20140231364ask101Оценок пока нет
- (12 Ulllted States Patent (10) Patent No.: US 6,860,188 B2Документ13 страниц(12 Ulllted States Patent (10) Patent No.: US 6,860,188 B2Selvaraji MuthuОценок пока нет
- Wellbore Servicing Compositions andДокумент32 страницыWellbore Servicing Compositions andarjun prajapatiОценок пока нет
- Stream Straightener For Fluid Flowing and Dispensing Nozzle: Latest Husky Corporation PatentsДокумент9 страницStream Straightener For Fluid Flowing and Dispensing Nozzle: Latest Husky Corporation PatentsMohib ShamshadОценок пока нет
- BuckEye ProcessДокумент8 страницBuckEye ProcessDindaTamaraОценок пока нет
- US3838072Документ11 страницUS3838072Vivek PatilОценок пока нет
- EP2442985B1Документ16 страницEP2442985B1RizkОценок пока нет
- WWW VMQ, I07: Feb. 12, 1963 v. C. BOWMANДокумент6 страницWWW VMQ, I07: Feb. 12, 1963 v. C. BOWMANRodrigoPomaОценок пока нет
- Metering Dispenser 1Документ9 страницMetering Dispenser 1Ronaldo SantosОценок пока нет
- European Patent Specification: A Mixing Device For An Exhaust SystemДокумент16 страницEuropean Patent Specification: A Mixing Device For An Exhaust Systemajaysunder28Оценок пока нет
- Us 3690255Документ5 страницUs 3690255wewewewОценок пока нет
- United States Patent (191 Oct.' 29, 1991: Patent Number: Date of PatentДокумент14 страницUnited States Patent (191 Oct.' 29, 1991: Patent Number: Date of PatentAdrianaSarmientoОценок пока нет
- Multi PurposeДокумент5 страницMulti PurposeJavier BecerraОценок пока нет
- Centrifugal CompressorДокумент7 страницCentrifugal Compressorrohan112358Оценок пока нет
- Byfwf p41 ': March 7, 1961 O. Danyluke 2,973,909Документ5 страницByfwf p41 ': March 7, 1961 O. Danyluke 2,973,909KrozeОценок пока нет
- Paper A (E/M) : Electricity / MechanicsДокумент12 страницPaper A (E/M) : Electricity / MechanicshisuinОценок пока нет
- Morison Falling Film Evaporator Design Full PaperДокумент8 страницMorison Falling Film Evaporator Design Full Papersimon hernandezОценок пока нет
- PatentДокумент4 страницыPatentapi-352371094Оценок пока нет
- 10aДокумент18 страниц10aphanisai100% (5)
- European Patent Application: Manufacturing Process For Tablet Formulations Comprising CefuroximeДокумент7 страницEuropean Patent Application: Manufacturing Process For Tablet Formulations Comprising CefuroximeDezar D'pharmaCistОценок пока нет
- Description: (OCR Text May Contain Errors)Документ3 страницыDescription: (OCR Text May Contain Errors)SachinОценок пока нет
- Technical FieldДокумент12 страницTechnical FieldSudden DeathОценок пока нет