Академический Документы
Профессиональный Документы
Культура Документы
Ball Grid Array (BGA) Packaging
Загружено:
lucian1961Исходное описание:
Оригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Ball Grid Array (BGA) Packaging
Загружено:
lucian1961Авторское право:
Доступные форматы
Ball Grid Array (BGA) Packaging 14
14.1 Introduction
The plastic ball grid array (PBGA) has become one of the most popular packaging alternatives for
high I/O devices in the industry. Its advantages over other high leadcount (greater than ~208 leads)
packages are many. Having no leads to bend, the PBGA has greatly reduced coplanarity problems
and minimized handling issues. During reflow the solder balls are self-centering (up to 50% off the
pad), thus reducing placement problems during surface mount. Normally, because of the larger ball
pitch (typically 1.27 mm) of a BGA over a QFP or PQFP, the overall package and board assembly
yields can be better. From a performance perspective, the thermal and electrical characteristics can
be better than that of conventional QFPs or PQFPs. The PBGA has an improved design-to-produc-
tion cycle time and can also be used in few-chip-package (FCPs) and multi-chip modules (MCMs)
configurations. BGAs are available in a variety of types, ranging from plastic overmolded BGAs
called PBGAs, to flex tape BGAs (TBGAs), high thermal metal top BGAs with low profiles (HL-
PBGAs), and high thermal BGAs (H-PBGAs).
The H-PBGA family includes Intel’s latest packaging technology - the Flip Chip (FC)-style, H-PB-
GA. The FC-style, H-PBGA component uses a Controlled Collapse Chip Connect die packaged in
an Organic Land Grid Array (OLGA) substrate. In addition to the typical advantages of PBGA pack-
ages, the FC-style H-PBGA provides multiple, low-inductance connections from chip to package,
as well as, die size and cost benefits. By providing multiple, low-inductance connections the FC-
style, HPBGA offers equivalent or better performance than an extra on-chip metal layer. The FC
technology also provides die-size benefits through the elimination of the bond pad ring and better
power bussing and metal utilization. The OLGA substrate results in a smaller package, since there
is no cavity, and thermal management benefits since the thermal solution can directly contact the
die.
2000 Packaging Databook 14-1
Ball Grid Array (BGA) Packaging
14.2 Package Attributes
Table 14-1. PBGA Package Attributes
PBGA
Lead Count 196 208 241 256 256 304 324 421 468 492 544
(15mm) (23mm) (23mm) (17mm) (27mm) (31mm) (27mm) (31mm) (35mm) (35mm) (35mm)
Sq/Rect. S S S S S S S S S S S
Pitch (mm) 1.0 1.27 1.27 1.0 1.27 1.27 1.27 1.27 1.27 1.27 1.27
Package 1.61 2.33 2.38 1.56 2.13 2.33 2.13 2.38 2.38 2.38 2.38
Thickness (mm)
Weight (gm) .67 1.56 .70 3.46 2.86 3.87 5.06
Max. Footprint 15.20 23.20 23.20 17.20 27.20 31.20 27.20 31.20 35.20 35.20 35.20
(mm)
Shipping Media:
Tape & Reel X X X X X X X X
Trays X X X X X X X X X X X
Desiccant Pack X X X X X X X X X X X
Comments/
Footnotes
Table 14-2. H-PBGA/HL-PBGA Package Attributes
H-PBGA HL-PBGA
Lead Count 495 540 615 304 352 432
Sq/Rect. R S R S S S
Pitch (mm) 1.27 1.27 1.27 1.27 1.27 1.27
Package 2.54 2.13 2.54 1.54 1.54 1.54
Thickness (mm)
Weight (gm) 4.52 15.25 4.11 8.90
Max. Footprint 27.2 x 31.0 43.0 31.0 x 35.0 31.10 35.10 40.10
(mm)
Shipping Media:
Tape & Reel X X
Trays X X X X X X
Desiccant Pack X X X X X X
Comments/ Can be Can be Can be Can be
Footnotes thermally thermally thermally thermally
enhanced enhanced enhanced enhanced
with heat with heat with heat with heat
sinks sinks sinks sinks
14.3 Package Materials
The PBGA package consists of a wire-bonded die on a substrate made of a two-metal layer copper
14-2 2000 Packaging Databook
Ball Grid Array (BGA) Packaging
clad bismaleimide triazine (BT) laminate. Four-metal layer substrate designs generally contain ad-
ditional power and/or ground planes to improve electrical and thermal performance. The die and
bonds are protected and encapsulated with molding compound. Via holes drilled through the sub-
strate provide routing from the lead fingers to the respective eutectic (63/37 Sn/Pb) solder balls on
the underside. Thermal performance can be enhanced by adding heatsink fastened through mechan-
ical means using thermal grease or by using conductive epoxy.
The H-PBGA and HL-PBGA, however, are configured differently to provide for greater thermal and
if required, electrical performance. The thermal advantage provided by this design is based first
upon attaching the die to the bottom surface of a heatspeader or slug that also forms the topside of
the package. Secondly, because the copper heatspreader forms the top of the package, the thermal
resistance is extremely low and exposes the package surface to available air flow. If required, this
heatslug can be directly coupled to active or passive thermal management devices such as heat sinks
or heat pipes. Improved electrical performance is achieved through additional power and/or ground
planes.
The FC-style, H-PBGA package consists of a die reflowed onto an oraganic substrate. The substrate
consists of four to ten layers of copper with insulating materials in between. The copper layers are
connected by vias. BT (Bismaleimide Triazine) resin reinforced with glass fiber forms the core of
the organic substrate. Solder bumps (3% Sn, 97% Pb) on the die surface are joined with solder pads
(60% Sn, 40% Pb) on the organic substrate in a reflow furnace. These joints form the electrical/
mechanical connection between the FC die and the OLGA package. An epoxy underfill fills the gap
between die and the substrate. This underfill provides mechanical support and protection for the die-
to-package interconnects and also minimizes thermal stress on the die due to CTE (coefficient of
thermal expansion) mismatch with the substrate materials. The die backside is exposed allowing the
thermal solutions and thermal interface material to have direct contact with the die surface.
See Figure 14-1, Figure 14-2, and Figure 14-3 for description of PBGA, HL-PBGA, and FC-style
H-PBGA packages.
Figure 14-1. PBGA Die Up Cross-Section
BT PCB
Die Up Design Mold Compound
Non-laminate
Solder Balls
A5764-01
2000 Packaging Databook 14-3
Ball Grid Array (BGA) Packaging
Figure 14-2. HL-PBGA Die Down Cross-Section
Copper Slug/Heatspreader BT PCB Laminate
Die Down Design Solder Balls
Encapsulant
A5765-01
Figure 14-3. FC-Style, H-PBGA Die Up Cross-Section
C4 Bumps Die-up Design
BT Lamintate Underfill
Solder balls
A7428-01
14-4 2000 Packaging Databook
Ball Grid Array (BGA) Packaging
14.4 Package Dimensions
Table 14-3. Plastic Ball Grid Array Family Attributes
Package Family Attributes
Category Plastic Ball Grid Array
Acronym PBGA, HL-PBGA, H-PBGA
Ball Counts PBGA: 196, 208, 241, 256, 304, 324, 421, 468, 492, 544.
HL-PBGA: 352, 304, 432.
H-PBGA: 540.
FC-style, H-PBGA: 495, 615.
Ball Material Solder (63/37)
Ball Pitch 1.0, 1.27 mm
Board Assembly Type Surface Mount
Table 14-4. Symbol List for Plastic Ball Grid Array Family
Letter or Symbol Description of Dimensions
A Overall Height
A1 Stand Off
A2 Encapsulant Height
A3 Die Height with FC Bumps and Underfill
b Ball Diameter
c Substrate Thickness
D Package Body Length
D1 Encapsulant Length
E Package Body Width
E1 Encapsulant Width
F1 Die Width
F1 Die Length
e Ball Pitch
N Ball Count i.e. Lead Count
S1 Outer Ball Center to Short Edge of Body
S2 Outer Ball Center to Long Edge of Body
NOTE:
1. Controlling Dimensions: Millimeter
2000 Packaging Databook 14-5
Ball Grid Array (BGA) Packaging
Figure 14-4. PBGA Package Ball Array Configuration
Pin #1 Pin #1
Corner Corner
PBGA 196 PBGA 208
Pin #1 Pin #1
Corner Corner
PBGA 241 PBGA 256 (17mm)
Pin #1 Pin #1
Corner Corner
PBGA 256 (27mm) PBGA 304
A5487-03
14-6 2000 Packaging Databook
Ball Grid Array (BGA) Packaging
Figure 14-5. PBGA Package Ball Array Configuration Continued
Pin #1
Corner Pin #1
PBGA 324 Corner
PBGA 421
Pin #1 Pin #1
PBGA 468 Corner PBGA 492 Corner
Pin #1
Corner
PBGA 544 (35mm)
A6124-02
2000 Packaging Databook 14-7
Ball Grid Array (BGA) Packaging
Figure 14-6. 15mm PBGA Outline Drawing
15.00 ±0.20
Pin #1
13.00 ±0.25 Corner
Pin #1 Corner 14 12 10 8 6 4 2
10.57 Ref 0.60 13 11 9 7 5 3 1
0.40
A
B
C
13.00 D
±0.25 E
F
10.57 G
15.00 H
Ref ±0.20 J
1.00
K
L
M
N
1.00 Ref P
45˚ Chamfer Pin #1 I.D. 1.00 Ref 1.00
4 Places 1.0 Dia. 1.0
Top View 3 Places Bottom View
196 Solder Balls
1.61 ± 0.19
0.85
30˚
0.40 ± 0.10 Seating Plane
0.36 ± 0.04
Side View
Notes:
1. All Dimensions are in Millimeters
A5829-01
14-8 2000 Packaging Databook
Ball Grid Array (BGA) Packaging
Figure 14-7. PBGA Outline Drawing
D1
Pin #1 Corner Pin #1
b Corner
E1
45˚ Chamfer Pin #1 I.D. S1 e
4 Places 1.0 Dia. 1.0
Top View 3 Places Bottom View
A A2 ˚
30
Note:
1. All Dimensions are in Millimeters
C A1 Side View
Seating Plane
A5766-01
Table 14-5. PBGA Package Family Dimensions
PBGA Package Dimensions
Min Max Min Max Min Max Min Max Min Max Min Max
N 196 208 241 256 (17mm) 256 (27mm) 304
A 1.37 1.75 1.94 2.32 2.17 2.59 1.37 1.75 1.94 2.32 2.12 2.54
A1 .30 .50 0.50 0.70 0.50 0.70 0.30 0.50 0.50 0.70 0.50 0.70
A2 .80 .90 1.12 1.22 1.12 1.22 0.75 0.85 1.12 1.22 1.12 1.22
D 14.80 15.20 22.80 23.20 22.80 23.20 16.80 17.20 26.80 27.20 30.80 31.20
D1 12.75 13.25 19.25 19.75 19.25 19.75 14.75 15.25 23.75 24.25 25.50 26.70
S1 1.00 REF 1.34 REF 1.34 REF 1.00 REF 1.44 REF 1.53 REF
b .40 .60 0.60 0.90 0.60 0.90 0.40 0.60 0.60 0.90 0.60 0.90
c .32/.52 .40/.60 .32/.52 .40/.60 .32/.55 .40/.67 .32/.52 .40/.60 .32/.52 .40/.60 .52 .60
(2L/4L)
e 1.0 1.27 1.27 1.0 1.27 1.27
2000 Packaging Databook 14-9
Ball Grid Array (BGA) Packaging
Table 14-6. PBGA Package Family Dimensions Continued
PBGA Package Dimensions
Min Max Min Max Min Max Min Max Min Max
N 324 421 468 492 544
A 1.94 2.32 2.17 2.59 2.17 2.59 2.14 2.52 2.14 2.52
A1 0.50 0.70 0.50 0.70 0.50 0.70 0.50 0.70 0.50 0.70
A2 1.12 1.22 1.12 1.22 1.12 1.22 1.12 1.22 1.12 1.22
D 26.80 27.20 30.80 31.20 34.80 35.20 34.80 35.20 34.80 35.20
D1 23.75 24.25 25.75 26.25 29.75 30.25 29.75 30.25 29.75 30.25
S1 1.44 REF 1.53 REF 1.63 REF 1.63 REF 1.63 REF
b 0.60 0.90 0.60 0.90 0.60 0.90 0.60 0.90 0.60 0.90
c .32/.55 .40/.67 .52/.55 .60/.67 .52/.55 .60/.67 .52/.55 .60/.67 .55 .67
(2L/4L)
e 1.27 1.27 1.27 1.27 1.27
14-10 2000 Packaging Databook
Ball Grid Array (BGA) Packaging
Figure 14-8. HL-PBGA/H-PBGA Package Ball Array Configuration
Pin #1 Pin #1
HL-PBGA 304 Corner HL-PBGA 352 Corner
Pin #1 Pin #1
HL-PBGA 432 Corner H-PBGA 540 Corner
A5832-02
2000 Packaging Databook 14-11
Ball Grid Array (BGA) Packaging
Figure 14-9. HL-PBGA Package Outline and Ball Array Configuration
Pin #1 Corner Pin #1
b Corner
Pin #1 I.D. S1 e
1.0 Dia.
Top View Bottom View
A C
A1 Note:
Side View
Seating Plane 1. All Dimensions are in Millimeters
A5830-01
Table 14-7. HL-PBGA Dimensions
304 352 LD 432
Symbol Min Max Min Max Min Max
A 1.41 1.67 1.41 1.67 1.41 1.67
A1 0.56 0.70 0.56 0.70 0.56 0.70
b 0.60 0.90 0.60 0.90 0.60 0.90
c 0.95 0.97 0.85 0.97 0.85 0.97
D 30.90 31.10 34.90 35.10 39.90 40.10
E 30.90 31.10 34.90 35.10 39.90 40.10
e 1.27 1.27 1.27
S1 1.53 REF 1.63 REF 0.95 REF
14-12 2000 Packaging Databook
Ball Grid Array (BGA) Packaging
Figure 14-10. H-PBGA with 25.4 mm square Slug Outline Drawing
D1
b S1
E1
Top View
e
Pin #1 Pin #1
A2 Slug Corner Corner
Bottom View
C Note:
A1 Side View 1. All Dimensions are in Millimeters
Seating Plane
A5831-01
Table 14-8. H-PBGA Package Dimensions
540
Symbol Min Max
A 3.59 4.10
A1 0.40 0.70
A2 0.95 1.10
b 0.60 0.90
c 2.00 2.30
D 42.30 42.70
D1 - 27.70
E 42.30 42.70
E1 - 27.70
e 1.27
S1 1.56 REF
NOTE: Measurement in millimeters
2000 Packaging Databook 14-13
Ball Grid Array (BGA) Packaging
Figure 14-11. FC-Style H-PBGA Package Ball Array Configurations
FC-style, FC-style,
H-PBGA 495 Pin #1 H-PBGA 615 Pin #1
Corner Corner
A7458-01
Figure 14-12. FC-style, H-PBGA 495 Outline Drawing
E
F1 S2 e φb
AD
AC
AB
Substrate AA S1
Keepout W
Y
Outline V
U
T
R
D P
N
F2 M
L
K
J
H
Label G e
F
Mark E
D
C
B
A
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
Die Pin #1
Top View Corner
Bottom View
C A3
A A1
Seating Plane
Side View
Notes:
1. All Dimensions are in Millimeters
A7459-01
14-14 2000 Packaging Databook
Ball Grid Array (BGA) Packaging
Figure 14-13. FC-style, H-PBGA 615 Outline Drawing
E
F1 S2 e e φb
Substrate AF
AE
Keepout AD
Outline AC
AB
S1
AA
Z
W
V
U
T
R
P
D F2 N e
M
L
K
J
Label H
G
Mark F
E
D
C
B
A
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Pin #1
Die Top View Corner Bottom View
C A3
A A1
Seating Plane
Side View
Notes:
1. All Dimensions are in Millimeters
A7460-01
Table 14-9. FC-style, H-PBGA Package Dimensions
495 615
Symbol Min Max Min Max
A 2.29 2.79 2.29 2.79
A1 0.5 0.7 0.5 0.7
A3 0.854 0.854
b 0.60 0.90 0.60 0.90
c 0.93 1.07 1.00 1.20
D 30.9 31.1 34.9 35.1
E 27.0 27.3 30.9 31.1
F1 9.2 10.3
F2 11.2 17.4
e 1.27 1.27
S1 0.895 1.625
S2 0.900 0.895
NOTE: Measurement in millimeters
2000 Packaging Databook 14-15
Ball Grid Array (BGA) Packaging
14.5 Package Usage
BGA packaging can be used for high-performance applications with high thermal and electrical re-
quirements. BGAs fit ICs into a smaller footprint, decreasing pitch spacing, by utilizing an array of
solder ball connections. This allows for a higher density of I/O connections than that of conventional
QFPs or PGAs. The result is a considerably smaller finished package size.
In general, the ball grid array features shorter electrical path lengths which reduce inductance. Me-
chanical problems such as fragile leads are absent. The larger spacing between solder lands provide
adequate tolerances for more reliable surface mounting. Some heat dissipation can be facilitated
through the substrate. These characteristics make the ball grid array package suitable for a wide va-
riety of devices: microprocessors/microcontrollers, ASICs, memory, PC chip sets, and other prod-
ucts. A thin profile and smaller footprint make the BGA an attractive option when board space is a
major concern. Small body size BGA packages come close to chip scale package size for use in
space constrained applications.
The FC-Style, H-PBGA also allows for Voltage Indentification through an open circuit or a short to
Vss on the processer substrate. These opens or shorts are achieved by selectively depopulating some
of the balls. Voltage Identification can be used to support automatic selection of power supply volt-
ages.
14.6 Handling: Shipping Media
14.6.1 Mid-temperature Thin Matrix Tray
The BGA packages are shipped in either a tape and reel or a mid-temperature thin matrix tray that
complies to the JEDEC standards. Typically, JEDEC trays have the same ‘x’ and ‘y’ outer dimen-
sions and are easily stacked for storage and manufacturing. For tray dimensions please refer to
Chapter 10 of this data book. The JEDEC style shipping trays are returnable to Intel for reuse. Chap-
ter 10 contains detailed information on the return addresses for the different types of shipping trays.
Intel will pay all shipping costs associated with the return.
14.6.2 Tape and Reel
Tape and reel handling is engineered to contain and protect surface mount components in embossed
semi-conductive PVC or polystyrene carrier tapes to aid the high speed board mounting operations
found in many high volume board operations. The BGA packages are shipped from Intel in a carrier
tape made of antistatic treated plastic. It offers exceptional strength and stability over extended time
and wide temperature variations, while at the same time maintaining flexibility for use in automated
equipment. The cover tape used is heat sealable, transparent, and antistatic. The loaded carrier tapes
will be wound onto a plastic reel. The carrier tape dimensions meet the EIA standards. The tape and
reel packaging standards offered by Intel for many of the PBGA/HL-PBGA packages meet the EIA
standards, ie, EIA 481-1, 481-2, and 481-3. However, there are some products shipped from Intel
in tape and reel that have a package orientation in the tape that is different from the EIA standards.
It is advisable that the user of Intel BGA products obtain a product data sheet that shows the tape
and reel shipping details to insure the correct cavity orientation is understood.
14.7 Moisture Sensitivity
Most PBGA components are highly sensitive to moisture exposure before the reflow temperature
14-16 2000 Packaging Databook
Ball Grid Array (BGA) Packaging
exposure. Maintaining proper control of moisture uptake in components is critical to the prevention
of "popcorning" of the package body or encapsulation material. BGA components, before shipping,
are baked dry and enclosed in a sealed desiccant bag with a desiccant pouch and a humidity indicator
card. Most BGA components are classified as a level 3 or level 4 for moisture sensitivity as per the
IPC/JEDEC Spec J-STD-020, “Moisture/Reflow Sensitivity Calculation of Plastic Surface Mount
Devices.”
With most surface mount components, if the units are allowed to absorb moisture beyond their out
of bag times for their moisture rating, damage may occur during the reflow process. Chapter 8 of
this data book provides an in-depth view of package preconditioning methods and moisture sensi-
tivity requirements. Please refer to Chapter 8 for more information regarding how moisture sensitive
components are classified.
Prior to opening the shipping bag and attempting solder reflow, the moisture sensitivity of the pack-
ages being used should be understood so proper precautions can be taken to insure that a minimal
out of bag time is maintained. This will insure that the highest possible package reliability is
achieved for the final product. If previously bagged product cannot be mounted before the elapsed
out of bag time for that product, the parts can be rebaked as per Chapter 8. Another option is to store
the opened units in a nitrogen cabinet or dry box until needed. Placing units in a dry box effectively
‘stops the clock.’
It should be understood that packages continue to gain moisture even after board mounting. Com-
ponents that need to be reworked must be completely processed throught all thermal exposures be-
fore the original out of bag limits are reached. If this is not possible, or the time allotment is not
ridgely followed, bake-out of the completed boards must be accompliished before subjecting the
components to the heat of the rework process. Products being removed from boards that have been
returned from the field for failure analysis, must be baked dry before heat expousure. If this step is
skipped, massive damage to the component will result, rendering useless any further efforts at de-
termining the cause of failure.
14.8 Designing Boards For BGAs
Most BGA packages use Solder Mask Defined pads on the package side of the solder ball. PCB pad
size is typically close to or identical to the package pad size. This provides for balanced stress during
thermal cycling, which helps to maximize fatigue life.
14.8.1 Solder Mask Defined (SMD) Pad
In the solder mask defined (SMD) pad shown in Figure 14-14, the copper for the pad area is larger
than the desired land size. The opening in the solder mask is made smaller than the copper land, thus
defining the mounting pad. A couple of points to consider with solder mask defined pad are:
• There is an advantage in that the overlap of the solder mask onto the copper enhances the
copper adhesion to the laminate surface. When using resin systems where adhesion is low, this
is an important consideration.
• One disadvanatage of SMD pads is that the fatigue life has shown to be lower then NSMD
pads through long term reliaiblity testing. Because of this issue, the solder mask angle at the
pad edge has been thinned on many new package designs to minimize the mask impingment
on the solder ball.
2000 Packaging Databook 14-17
Ball Grid Array (BGA) Packaging
Figure 14-14. Solder Mask Defined (SMD) Pad
Solder Mask
Copper Pad Area
A5826-01
14.8.2 Non-Solder Mask (i.e. Metal or Copper) Defined Pad
The non-solder mask (sometimes called metal or copper) defined pad Figure 14-15, has a solder
mask opening larger than the copper area. Pad size is controlled by the copper etch quality control.
This is generally less accurate than the solder mask photo image control. Non-solder mask pad size
varies more than with the SMD pad. However, because the edges of the copper do not need to extend
under the solder mask, the pad can be either made larger, or provided more line routing space be-
tween pads. Pattern registration is also as accurate as the copper artwork, which is generally much
more accurate than the solder mask pattern. Vision registration on copper fiducials (reference
points) will give exact location of the site. With SMD pads, the misrepresentation error of the solder
mask will also shift the location of the entire site relative to vision fiducials.
Figure 14-15. Non Solder Mask Defined (Non-SMD) Pad
Solder Mask
Defined
Copper Pad Area
A5833-01
14-18 2000 Packaging Databook
Ball Grid Array (BGA) Packaging
14.8.3 BGA Package Considerations
The following subsections address the BGA package layout and includes guidelines for pad size,
vias and routing. It is important to implement a keep-out zone around BGAs for rework purposes.
The keep-out zone distance is determined by the type of rework equipment to be used. See Section
14.9.8 for more information.
14.8.3.1 Routing and Pad Size
Many perimeter style BGA package typically contains four or five rows of solder balls; as such, it
is possible to route one or two traces between pads to route signals in a four-layer board.
• When routing one trace between pads, the manufacturers preferred line width and spacing
technology becomes a limiting factor.
• When routing two traces between pads, 5 mil traces and 5 mil spaces are required for a 24 mil
pad size. For a 20 mil pad size, 6 mil traces and 6 mil spacing can be used. Figure 14-15 shows
a routing example for 20 mil ball pads. Either pad size is acceptable, so the decision is
primarily determined by the manufacturers preferred line width and spacing technology.
• When larger trace widths are desired, another alternative is to route 5/5 or 6/6 (mil space/mil
trace) within the BGA pads, and then neck up to the larger trace widths once you have cleared
the BGA component
Using the routing scheme shown in Figure 14-16, the first two ball rows are routed on the top signal
layer and the inner two rows are routed on the bottom side of the package substrate. In this case vias
are required between the BGA pads. Using the routing scheme shown in Figure 14-10, the first three
ball rows are routed on the top signal layer and the inner row is routed on the boards bottom side. In
this case the vias are not required in between the BGA pads. Vias are discussed in Section 14.8.3.3.
Figure 14-16. Board Side BGA Routing Example One
row 4 row 3 row 2 row 1 Component Edge
50 mil pitch
24 Mil Dia Pad
12 Mil Dia Via Plated
24 Mil Dia Mask
6 Mil Space
20 Mil Dia Pad
6 Mil Trace
Top Signal Layer
A5822-01
2000 Packaging Databook 14-19
Ball Grid Array (BGA) Packaging
Figure 14-17. Board Side BGA Routing Example Two
row 4 row 3 row 2 row 1 Component Edge
50 mil pitch
12 Mil Dia Via Plated
24 Mil Dia Pad
24 Mil Dia Mask 5 Mil Space 5 Mil Trace
20 Mil Dia Pad
Top Signal Layer
A5823-01
14.8.3.2 Bottom Layer Routing
Figure 14-16 shows a routing example for the solder side of a four-layer board. The first two rows
(R1, R2) are routed on the component side, while the inner two rows (R3, R4) are routed on the
board’s solder side. This example shows 6 mil trace widths.
14.8.3.3 Plated Through Hole (PTH) Isolation
Regardless of the technique used for the mounting pads shape or definition, isolation of the plated
through hole (PTH) from the mounting pad is important. If the PTH is contained within the mount-
ing pad, solder will wick down the PTH. The amount of solder that wicks depends on many factors,
including PTH finish and coating variations. Because of this, the results are somewhat unpredict-
able. Some solder joints may be unaffected, while others will be starved to the point of creating
opens. The worst result is a partially starved joint with severely reduced cross section. This joint can
have significantly lower fatigue life and result in early system failure. Because the quality of the sol-
der joint is guaranteed by control rather than inspection, designs/processes that result in random dis-
tributions are generally considered unacceptable, and the PTH-in-pad design is not suggested. All
vias located between the BGA ball pads must be covered with solder mask. It is suggested that, at
minimum, vias on the top side be covered with solder mask. The bottom side can also be covered.
Figure 14-14 shows the connection between the BGA ball pad and a via. This connection is often
referred to as the dogbone footprint.
14-20 2000 Packaging Databook
Ball Grid Array (BGA) Packaging
Figure 14-18. BGA Pads and Vias
30 Mil Dia Solder Ball
Solder Mask
Must Cover The Via
20 or 24 Mil Dia Pad
24 or 28 Mil Dia Solder Mask
10 Mil Trace
27 or 24 Mil Dia Pad
16 or 14 Mil Dia Via Plated
A5824-01
14.8.3.4 PCB Quality and Co-planarity
The assembly yields of mounting BGA components is influenced by the PCB properties and process
control procedures followed by the manufacturer of the PCB. PCB co-planarity requirements are di-
rectly related to the package size. Typical PCB manufacturing specifications allow up to 0.01 mm
(1%) of warpage. For a 35 mm component, this would equate to nearly 0.35 mm of warpage in the
area under the package footprint. It is obvious that no large body (>20 mm) component, peripheral
leaded or BGA, would consistently solder to a site with this amount of bow. Most responsible PCB
vendors take precautions to be well below the 0.010 mm specification that is recommended in the
industry standard specifications.
14.8.3.5 Solderability Testing of BGA Components
Standard solderability test methods for through-hole and other leaded devices aren’t suitable for
testing BGA components. A ‘dip and look’ process will strip much of the solder ball off the substrate
surface, leaving little to examine for determining if the solder surface was wettable. A wetting bal-
ance will only be able to sample specific solder balls on the substrate, which can be an acceptable
method for sampling, but would take a considerable length of time to do the whole surface of high
lead count devices, and would still only be representative of one unit. The untestablility of produc-
tion BGA packages has led most suppliers to further develop their ball attach processes to insure
minimal solder oxidation occurs. In some instances, this means doing all test and burn-in operations
before ball attach. Where this is impossible, it means establishing stringent control over all opera-
tions after ball attach that would impact solderability. These operations, which usually include elec-
trical testing, burn-in, inspection, bake and bag, shipping, storage, etc., are characterized to
minimize oxidation and solder ball damage. However, with today’s fluxes and controls on reflow
furnaces, it is very unlikely that board mount problems can be traced to solder ball oxidation. If prop-
er solder type, viscosity, screen print, and reflow practices are followed, very high board mount
yields are being obtained even with product that has been stored for a couple of years on warehouse
shelves. Most product is used within one year from the manufacturing date, which is also the limit
for the desiccant in the moisture barrier bags. If solderability problems persist, a careful evaluation
of the PCB solder pads should be done to insure that there is proper wetting occurring on both sides
2000 Packaging Databook 14-21
Ball Grid Array (BGA) Packaging
of the connection. Soderability problems on BGAs are often traced to oxidation of the pads on the
boards.
14.9 Package To Board Assembly
14.9.1 Fluxing
Most BGA assembly is done with a solder paste that contains flux, however, there are some compa-
nies reporting adequate results from mounting BGAs when using low residue, no clean or an aque-
ous clean flux. To obtain high yields and reliable joints this may require monitoring the surface
insulation resistance of the board to insure there are no foreign contaminates on the board or slder
ball surface that will show up as reliability problems later on.
Fluxing without paste does come with disadvantages; the ball reflowed with only flux will have a
smaller solder volume than the initially attached ball. Therefore, the package will result in a slightly
(usually 0.001-0.002mils) lower standoff height from the PCB. The thermal cycle reliability of BGA
component could be slightly compromised because of the reduced standoff height, especially if sol-
der balls are under the die area as in full array BGA types. The self centering ability decreases be-
cause of the smaller solder volume. The formation of the fillet between the ball and the board can
be hindered if the ball is mis-shapen or there is some minor imperfection with the pad area.
14.9.2 Solder Paste
Assembly with solder paste has advantages over just fluxing the pads. The paste is the vehicle to
provide the flux necessary to both the PCB and solder ball surfaces to enable proper soldering of the
component to the board. A no-clean or aqueous clean solder paste with 63Pb/37Sn is commonly
used in mounting the PBGA. Typically the choice of solder paste determines the profile and reflow
parameters. Most paste manufacturers provide a suggested thermal profile for their products which
should be referenced prior to developing a reflow process.
Since the BGA balls consist of solder, the flux activity on the ball surface is assured, so long as the
paste reaches the ball surface. The selection of paste is generally made to fit the entire component
mix being assembled, not driven by the use of BGA packages. It is necessary, however, to ensure
that all the thermal and environmental requirements of the paste can be met.
On the average, the BGA packages do not need any specialized solder paste. However, most solder
suppliers have developed a BGA paste that has minimal voiding during reflow. This paste may also
be used for non BGA components as well. It is advisable that a time limit of 45 minutes or less be
maintained from screen pasting to reflow (30 minutes is optimum) to avoid the paste drying out and
affecting solderablity or contribuing to voids in the solder balls. Some manufacturers ratings (of 2
to 6 hours) for air exposure is judged by using 500 gram jars, not small dots of solder sitting on a
board which dry out considerably faster.
14.9.2.1 Paste Deposit Inspection
The quality of the paste print is the single most important factor in producing high yield BGA as-
semblies. Defects detected after paste print require a strip and rescreen of the PCB. Any deviation
can turn into a defect downstream requiring rework and repair. Thus the most economic area to in-
tensify process controls when beginning BGA assembly is in the paste screening step.
Excessive volume of paste will have some negative effects on the self centering properties of the
BGA (see Section 14.9.4.1) and could cause yield or reliability issues (shorts or bridges). However,
14-22 2000 Packaging Databook
Ball Grid Array (BGA) Packaging
adequate paste thickness is required to compensate for board warp, poor component coplanarity, and
to achieve acceptable board reliability. Another factor in yield or reliability is the presence of ade-
quate flux. Any situation, such as a plugged stencil hole, that causes flux or paste to be omitted or
severely limited on a pad can lead to an open connection after reflow. Print misregistration or ex-
cessive slumping that connects adjacent conductors (either pads or PTHs) is also a source of con-
cern, as a short may be the final result. Therefore, it, is usually beneficial to perform a paste
inspection step, especially during early manufacturing runs. Whether to use visual/microscope in-
spection, manual measurement, or invest in an automated system depends on the volume to be run
and the overall manufacturing philosophy.
14.9.3 Solder Stencils
The stencil thickness, as well as the etched pattern geometry, determines the precise volume of sol-
der alloy deposited onto the device land pattern. Stencil alignment accuracy and consistent solder
volume transfer is critical for uniform reflow-solder processing. Stencils are usually made of brass
or stainless steel, with stainless steel being more durable. Hole designs are dependant on the solder
ball size, squeegee type, board layout, and the paste used. There appears to be no single hole style
that is used by everyone. There are companies that are using square, diamond, round and oval
shapped holes. Round holes are definitely the dominate design. Many companies are promoting
a stencil with a rounded corner, square hole with five degree tapered opening has been shown to be
a good hole design to use for BGAs with 20 mil or smaller solder balls. Thickness of the stencils are
usually in the 6 to 8 mil (.15 to .20 mm) range. A squeegee durometer of 95 or harder should be used.
The blade angle and speed must be fine tuned to ensure even paste transfer. Ensuring proper stencil
application is the most important factor with regards to reflow yields further on in the process. The
paste materials tend to dry out when not properly environmentally controlled (see14.9.2 for more
explanation).
Maintaining a diameter to stencil thickness ratio of at least 3 to 1 can provide good BGA print char-
acteristics, with larger openings providing better print quality. It is also beneficial to use an opening
at least as large as the mounting pad to give a wide placement window. A typical design might be a
0.028 opening in a 0.006 thick stencil, going over a 0.024 pad on the PCB with 30 mil solder balls.
The printing of small amounts of paste onto the solder mask surrounding the pad has not proven to
be a problem in either yield or reliability.
2000 Packaging Databook 14-23
Ball Grid Array (BGA) Packaging
Figure 14-19. Typical BGA Paste Deposit
Squeegee
Direction of
squeegee travel Stencil side of Screen
5 degree angle to allow for relief
when removing screen from board
Board side of Screen
A5849-02
14.9.4 Placement and Alignment
14.9.4.1 Placement
BGA packages have shown excellent self-centering properties. Because of this, wide variation in
placement location is accommodated during reflow of the solder joints. The general rule for BGA
packages is that the placement be at least 50% on pad. This is illustrated graphically in Figure 14-16.
The self centering characteristics of the BGA are attributed to surface tension which will pull the
component onto the pad during peak reflow temperatures.
Figure 14-20. Ball to Pad Placement Misregistration (A4470-01)
Mounting Pad
Solder Ball
A5825-01
14-24 2000 Packaging Databook
Ball Grid Array (BGA) Packaging
Most common placement tools used for flatpack or other non-discrete packages have much better
accuracy than necessary, and placement variability is rarely an issue for BGAs.
14.9.4.2 Alignment
The pick and place accuracy governs the package placement and rotational (theta) alignment. This
is equipment/process dependent. Slightly misaligned parts (less than 50% off the pad) typically au-
tomatically self-align during reflow. Self centering on the pads is greatly reduced for grossly mis-
aligned packages (greater than 50% off the pad) and may develop electrical shorts, as a result of
solder bridges, if they are subjected to reflow.
14.9.4.3 Pick-n-Place Machines
The main areas of concern for Pick-n-Place machines are:
• Component body alignment
• Component ball alignment.
• Inspection of component balls before placement.
Most alignment inspections can be done from either the top or the bottom. As there is no defining
mark on the bottom of the BGA package, the only way to ensure Pin 1 is located in proper position
is from the top by using the Pin one mark as the orientation indicator. Proper placement is then done:
• From the top by alignment marks on the board (which must be done on the stencil, see Figure
14-17).
• By aligning off the bottom of the component by using an up-down vision system to accurately
place the balls on the solder paste.
Because the top surface of some of the BGA packages (like the HL-PBGA types) are highly reflec-
tive, some top side vision systems do better with their inspection process if they use a diffuse light-
ing source instead of polarized source. A round fluorescent tube type light near the package or a light
filter over the polarized fixture seems to enhance the operation of some systems.
14.9.4.4 Outline for Machine Placement
Variability of the body dimension specification is 0.10 mm (~4mils) worst case. The same data in-
dicates that the ball location variability is 0.075 mm (~3mils) worst case. The impact on alignment
during the placement (vision) process is:
• If the package edge is used to determine the true center of the component, alignment of the
balls is within 0.075 mm of true position.
• If only the package edge is used, alignment of the balls is within 0.10 mm + 0.075 mm
(0.175mm, ~6mils) of true position.
Given that the allowable misalignment of the balls is 50% or less of the pad width (e.g.; 12mils for
a 24mil pad), a manufacturable process can be achieved using only the package edge (outline) and
alignment marks on the stencil for machine placement, see Figure 14-16.
2000 Packaging Databook 14-25
Ball Grid Array (BGA) Packaging
Figure 14-21. BGA Alignment
Four Corner Alignment Alignment
Marks on Silkscreen on Silkscreen 35 x 35mm
35 x 35mm
A5827-01
14.9.5 Solder Reflow
Except for semi-accurate placement of packages, there are no special requirements necessary when
reflowing BGA components. As with all SMT components, it is important that profiles be checked
on all new board designs. In addition, if there are multiple PBGAs on the board, the profile should
be checked at the different PBGA locations on the board. Component temperatures may vary be-
cause of nearby surrounding components, location of the part on the board, and areas of package
densities. Temperatures may also be different at the edge of the package than in the center. Chapter
9 provides a more in-depth look at how to manage these types of concerns. Table 14-10 provides
specific parameters to be followed during SMT preheat, preflow, and reflow processes. Proper des-
iccant handling procedures should be followed prior to reflow to insure optimal reliability of the fi-
nal product. See Chapter 8 for details.
When doing second pass wave solder of mixed technology components on the same board as BGAs,
insure that the solder wave profile is very tightly controlled. A high temperature on the wave solder
process can warp the board and break the joints on the topside of the BGA component.
14-26 2000 Packaging Databook
Ball Grid Array (BGA) Packaging
14.9.6 PCB Cleaning
Cleaning can be done with aqueous, semi-aqueous, or solvent based systems, or not done at all. With
the need to eliminate Chloroflourocarbon (CFC) containing materials, many companies have moved
to using a no-clean or aqueous based system. The proper cleaning of solder flux residues and other
ionics left on the boards from the assembly process is necessary for long term reliability of the fin-
ished product. “NO clean” fluxes simply mean that there is no harmful residues left on the board that
will cause any corrosion or damage to the components if left on the board. This residue has some-
times shown to be a collection point for outside contamination on the board surface. For any appli-
cation, an evaluation needs to be done to see if the remaining residue still needs to be removed from
the boards in final application.
Table 14-10. PBGA/HL-PBGA Example SMT Reflow
Zones Characteristic Description Windows/Limits
Preheat Initial heating of lead/component 1-3 ° C/second
Peak temperature 100-140 ° C
Pre-Reflow Dryout and solder paste activation 120 -170 ° C
Soak Time 120 Seconds
Reflow Time above 183 ° C 45 - 120 Seconds
Peak component body 205 - 225 ° C
temperature. 220 ° C Maximum
Cool Down Cooling rate 2 -3 ° C/second
14.9.7 SMT Process
Many factors contribute to a high yielding BGA assembly process. A few of the key focus areas and
their contributing factors are highlighted in Table 14-11.
Table 14-11. Essentials for Assembly Quality
Solder paste quality Uniform viscosity and texture. Free from foreign
material. Solder paste should be used before the
expiration date. Shipment and storage temperatures
are maintained at the proper temperature. Paste is
protected from drying out on the solder stencil.
Motherboard quality Clean, flat, well-plated solder ball land area. Good
soldermask coverage.
Placement accuracy Tight tolerances are not usually required. The BGA
can self-center itself as long as a major portion (more
than 50%) of the solder ball is in contact with the
fluxed solder paste land area on the board. Alignment
marks (targets) on the PCB are helpful for placing
parts.
Moisture Sensitivity Precautions Know your components moisture sensitivity
classification and adhere to IPC/JEDEC moisture
control conditions or package delamination or
cracking may occur.
14.9.8 Rework of BGA Packages
SMT yields of BGA packages are very high, but there may still be a possible need for rework of
components. Component defects, SMT defects, or other functional problems require rework of the
package from the PCB.
2000 Packaging Databook 14-27
Ball Grid Array (BGA) Packaging
Rework is the process of removing a component from a PCB, and replacing it with a new compo-
nent. The removed component is not immediately reusable. The shape and volume of the solder balls
will not be the same as a new package. If component reuse is desired, a separate process for replace-
ment of solder balls should be used.
14.9.8.1 Rework Tooling
There are several systems currently on the market for reworking BGA components. Some systems
direct the heat under the package while other systems direct hot gas on the top of the package. Back-
side heating is a common feature of all BGA rework tools. While some systems attempt to backside
heat with local hot gas behind the package to be reworked, this often results in large-scale PCB
warpage during processing, especially if the PCB is large. The suggested method is to use a global
heat that brings the entire PCB up to a specified temperature (100-125° C).
14.9.8.2 Rework Processing
The rework process is relatively simple. The biggest challenge of BGA rework is the requirement
of a controlled process. Often SMT rework is accomplished with very coarse methods such as hand
placement and soldering iron reflow. Such approaches do not work for BGA. If the process used to
rework the package is not understood and controlled (similar to initial attach), the result is likely ad-
ditional defects and additional rework.
To perform BGA rework, there are four basic steps: removal, site preparation, flux or solder paste
application, and replacement/reflow. The following subsections describe each.
14.9.8.3 Component Removal
The BGA package is removed with a hot gas tool, usually fitted with a custom head that is sized to
the BGA package. Proper sizing of the gas head reduces the thermal impact on adjacent packages.
Correct tool settings depend on the tool being used, the package being removed, and the PCB. De-
termining the settings is an exercise in profiling, similar to initial reflow. By using a profile assembly
with thermocouples mounted in solder joints, tool settings can be determined which assure that all
solder joints reflow properly. Monitor both the top and bottom of the PCB.
The component is removed from the PCB by a vacuum nozzle within or integral to the hot gas head.
When profiling, shut the vacuum off so the component is not removed to avoid damage to the profile
card. Control the pressure of the head down onto the component during removal. If pressure is ap-
plied after the solder balls are melted, the solder is pressed between the “plates” of substrate and
PCB, resulting in bridging that must be removed manually. Two possible solutions are:
• Establish the head height prior to reflow and control the stroke.
• Place shims under the edges of the component to prevent collapse
Consider the effects on other components. If other SMT packages are near the package being re-
worked, monitor their solder joint temperature. If the temperature approaches reflow temperatures,
shielding may be necessary.
Preheating the PCB assembly is good practice when reworking BGA packages. Advantages are:
• It can reduce heating time required using the rework head. In cases where one PCB assembly
can be preheated while another is reworked, cycle time can be greatly reduced.
• More uniform profiles are achieved. One challenge of profiling is the temperature spread
between center and edge solder joints. Preheating reduces the spread by bringing the baseline
temperature closer to the reflow temperature.
14-28 2000 Packaging Databook
Ball Grid Array (BGA) Packaging
• PCB warpage is minimized. Warpage is caused by the higher local temperature at the site than
the surrounding area. By raising the PCB assembly temperature, the mismatch is minimized
and warpage is reduced.
• It reduces problems with adjacent components, as it allows shorter gas heat times or lower gas
temperatures to be used, thus reducing risk of affecting neighboring solder joints.
14.9.8.4 Site Preparation
Once the component is removed, prepare the site to accept the new component. The removal process
generally leaves varying amounts and shapes of solder on the mounting pads. To ensure maximum
probability of success, it is suggested that all sites be made as uniform as possible prior to reattach
of the new component. Solder removal is accomplished in a variety of methods — from solder wick
to custom solder vacuum tools — the desired result is similar mounting surfaces across all mounting
pads.
14.9.9 Removal and Replacement Process
A removal and replacement procedure for a PBGA package is as follows:
1. Plastic Ball Grid Array Package Removal from Board.
a. Preheat the board to a minimum temperature of 80 ° C (max. temperature is 220° C). Any
part of the board over 160° C-170° C is close to the solder melting temperature of 183° C
and risks damaging the joints of other components on the board, especially the bottom
side parts which are closer to the heat source. It is recommended that each manufacturer
conducts time and temperature experiments to determine the optimum conditions to
minimize board/package warpage. Monitor both top and bottom-side board temperatures.
b. Dispense liquid, no-clean flux between the package and the board.
c. Attach a vacuum pick-up tip onto the package and apply hot air (preheat, ramp time, and
temperature to be determined by manufacturer’s own experimentation). Note that some
cases of mother-board pad lifting problems have been reported possibly due to the
machine type used and how much upward tension there is on the vacuum pick-up. This
problem may be solved by the manufacturer determining the typical time to release when
using the vacuum pick-up, adding 30 seconds and then not applying the vacuum pick-up
during removal until this amount of time had passed.
d. Lift the package from the board.
e. Turn off the hot air and carefully remove the board from the heat source and allow to cool
to a safe, handling temperature. Inspect the board to determine no damage has occurred to
adjacent components or to the board itself.
2. Inspection, Preparation and Replacement of New Package
a. Remove any excess solder from the PBGA solder pads using a solder wick or vacuum.
b. Clean the PBGA solder pads with alcohol and brush. Allow the board to dry and inspect to
ensure a clean surface.
c. Preheat the board to a minimum temperature of 80° C. Any part of the board over 160° C-
170° C is really close to the solder melting temperature of 183° C and risks damaging the
joints of other components on the board, especially the bottom side parts which are closer
to the heat source. It is advised that each manufacturer conduct temperature experiments
to determine optimum conditions to minimize board/package warpage. Monitor both top
and bottom-side board temperatures.
2000 Packaging Databook 14-29
Ball Grid Array (BGA) Packaging
d. Use of stenciled solder paste is optional (and as PBGA packages get larger, may be
required). For applications where a solder stencil is not possible or not desired, acceptable
results may be obtained by only applying flux to the pre-tinned pads. This is done by
using a non-metallic spreader and applying a no-clean flux paste to the pads on the board.
Be careful not to scratch the pads or the board.
e. Apply liquid flux to the solder balls of the new package. Once the liquid flux is applied,
within two minutes, place the package on the board and then reflow (be sure to use the
board’s alignment features fudicials and then place component using either a mechanical
or manual means).
f. Reflow solder balls using hot air directed at the edge and under the package body. It is
recommended that temperature experiments be conducted to determine optimum
conditions.
g. Remove the board from the heat source and allow to cool to a safe handling temperature.
h. Inspect the board and package to verify proper solder ball collapse and observe any
defects that may have been caused by the rework procedure.
14.10 Package Performance
14.10.1 Thermal Performance
In general, three factors affect the thermal performance of the BGA: package and board materials,
package geometry, and use environment. Obviously, the more thermally conductive the materials,
the better the package dissipates heat. On a PBGA package, the molding compound that surrounds
the chip, which provides mechanical protection as well as a surface for marking, is typically 45mils
in thickness and is the main barrier to the elimination of the heat from the BGA package.
In general design-related factors have greater thermal effect on the PBGA than material-related vari-
ables. A large die spreads heat easier, as does a larger package size and thus a higher ball count. Sub-
strate design features have tremendous effect on the package’s ability to dissipate heat. Vertical vias
running through the substrate help to transfer heat from the die to the solder balls. Four-layer designs
often incorporate conductive 2-ounce copper ground planes, which have a significant, positive effect
on thermal performance. The Enhanced PBGA has thermal balls under the die while H-PBGA and
the HL-PBGA utilize a heat spreader or slug across the top of the package to dissipate heat even
more efficiently. PBGAs with center thermal balls dissipate considerable heat into the board. A con-
siderable increase in thermal effectiveness of a BGA package can be obtained by using boards that
are thermally efficient, increasing the airflow, or providing thermal paths from the board. Remem-
ber, with PBGAs, the board is your primary heatsink.
Environmental conditions play a critical role in the thermal performance of PBGAs. Ambient con-
ditions, junction and case temperatures, the device’s placement and orientation on a board, in con-
junction with the volume and temperature of air flowing past the unit present a broad range of
possible thermal solutions and problems for IC packaging. Typically a package cannot be capable
of handling a given power requirement unless the environmental conditions allow heat to dissipate.
When environmental or geometric constraints limit a BGA’s ability to dissipate heat, a copper or
aluminum heatsink is often used to provide an additional method for heat transfer. As with other
types of packages, the heatsinks for BGAs vary in design and methods of attachment. Most appli-
cations recommend a maximum case temperature for the package. Various factors effect the case
temperature including ambient conditions and airflow. If the case temperature exceeds the recom-
mended rating, a heatsink may be required. Contact an Intel applications engineer for the product to
determine if a heatsink has been developed for the particular package or application.
14-30 2000 Packaging Databook
Ball Grid Array (BGA) Packaging
Refer to Chapter 4 of this handbook for more information on thermal characteristics.
14.10.2 Electrical Performance
Generally, due to the fine-line laminate base and to the lack of long pins, the electrical performance
of BGAs are typically better than the pinned packages. The shortening of the electrical paths by the
solder balls through the plated via-holes to the conducting plane/ground plane reduces electrical par-
asitics. This can be improved further by optimizing the shortening of the overall trace length. For
electrical performance details of the package, please consult the product data sheet or call your local
Intel sales office.
14.11 Revision History
• General review & edit of the chapter
• Added new package proliferations
• Added FC Style, H-PBGA information
2000 Packaging Databook 14-31
Ball Grid Array (BGA) Packaging
14-32 2000 Packaging Databook
Вам также может понравиться
- Motor j3 VVT A137 PDFДокумент206 страницMotor j3 VVT A137 PDFzeabedu80% (5)
- Marantz ReceiverДокумент2 страницыMarantz ReceiverRolando perez0% (1)
- R410A Cassette Indoor Units 60 Hz SpecsДокумент1 страницаR410A Cassette Indoor Units 60 Hz SpecscatherinejaramilloОценок пока нет
- Yonan SpecificationДокумент5 страницYonan Specificationpriyanga100% (1)
- Presentation On: Different Parts of Ring FrameДокумент15 страницPresentation On: Different Parts of Ring FrameTowfic Aziz Kanon100% (3)
- Optimized AC-DC Circuit DiagramДокумент5 страницOptimized AC-DC Circuit Diagramallton100% (1)
- Compal Confidential: ICL50/51, ICK70/71 Schematics DocumentДокумент49 страницCompal Confidential: ICL50/51, ICK70/71 Schematics Documentlucian1961100% (2)
- Introduction of The ILS, VOR, DMEДокумент43 страницыIntroduction of The ILS, VOR, DMEChiranjivi Kuthumi100% (1)
- New-Ciac R410a Cassette 101915Документ1 страницаNew-Ciac R410a Cassette 101915juanОценок пока нет
- Baoli KBG25-35 LPG BrochureДокумент4 страницыBaoli KBG25-35 LPG BrochureAvishay TufikianОценок пока нет
- ABNQ Air Conditioner SpecificationsДокумент2 страницыABNQ Air Conditioner SpecificationsNikolaОценок пока нет
- RheemДокумент2 страницыRheemfrefiОценок пока нет
- NS Welding Wire Catalog 2018 05 05 PDFДокумент49 страницNS Welding Wire Catalog 2018 05 05 PDFprodn123Оценок пока нет
- Counterbalanced Forklift 5,000/7,000 Lb. Capacity: D+ Series LPG Forklift Truck KBG25/35Документ4 страницыCounterbalanced Forklift 5,000/7,000 Lb. Capacity: D+ Series LPG Forklift Truck KBG25/35ryo asg3Оценок пока нет
- 18K, 24K, 36K, 42K, 48K air conditioner specsДокумент1 страница18K, 24K, 36K, 42K, 48K air conditioner specssiva ramakrishnanОценок пока нет
- PLC Fiber SplitterДокумент3 страницыPLC Fiber SplitterJaime Orlando Caicedo DiazОценок пока нет
- R410A Commercial Air Conditioners Engineering Data Medium Static Pressure Duct TVR IDUДокумент25 страницR410A Commercial Air Conditioners Engineering Data Medium Static Pressure Duct TVR IDUHussain Al SanonaОценок пока нет
- FXAQ Engineer-Data-VRV-IV-Cooling-289-304Документ16 страницFXAQ Engineer-Data-VRV-IV-Cooling-289-304Hoàng Quang MạnhОценок пока нет
- 42kut Cased Fan CoilДокумент3 страницы42kut Cased Fan Coilygor lunaОценок пока нет
- Part No. Description Page No.: Packing (Section IX)Документ32 страницыPart No. Description Page No.: Packing (Section IX)Vilius BukysОценок пока нет
- Tai lieu fxsqДокумент14 страницTai lieu fxsqHoàng Quang MạnhОценок пока нет
- Green Air Cassette 60hzДокумент1 страницаGreen Air Cassette 60hzAndrea Reyes MoralesОценок пока нет
- Garage-Conversion Application-Datasheet Nov18Документ6 страницGarage-Conversion Application-Datasheet Nov18Harry CaoОценок пока нет
- Linde EN Ds lt10 lt20c B BM 8970 01 en A 1021 ViewДокумент8 страницLinde EN Ds lt10 lt20c B BM 8970 01 en A 1021 ViewNadeem AhmedОценок пока нет
- KL terminal boxes stainless steelДокумент1 страницаKL terminal boxes stainless steelMahasweta MitraОценок пока нет
- Permintaan Barang Kedokteran GigiДокумент3 страницыPermintaan Barang Kedokteran GigiINSTALASI KESLING & K3 RSUD SEKARWANGIОценок пока нет
- Audiopipe Subwoofer Installation GuideДокумент12 страницAudiopipe Subwoofer Installation GuideJose Matos BatistaОценок пока нет
- CO-SS-1231 COYOTE HD Dome SSДокумент8 страницCO-SS-1231 COYOTE HD Dome SSAhmad PaksoОценок пока нет
- 3m Liqui Cel Exf 14x28 Series Membrane Contactorlc 1032 PDFДокумент2 страницы3m Liqui Cel Exf 14x28 Series Membrane Contactorlc 1032 PDFDsy Tratamiento de AguaОценок пока нет
- KN-2520 2550 5005 Service Manual Englisch Ver.02Документ24 страницыKN-2520 2550 5005 Service Manual Englisch Ver.02Sven WiОценок пока нет
- Norseal 512GF 520GF Silicone SNS Tapes TDS 1634Документ2 страницыNorseal 512GF 520GF Silicone SNS Tapes TDS 1634rishiОценок пока нет
- EDUS391100 F6 FXAQ PVJU Wall Mounted Engineering DataДокумент42 страницыEDUS391100 F6 FXAQ PVJU Wall Mounted Engineering DataIbnuyusoff77Оценок пока нет
- DNC Piston Cylinder Technical SpecsДокумент2 страницыDNC Piston Cylinder Technical SpecsChandra NurikoОценок пока нет
- 2178 Fiber Optic Splice CasДокумент20 страниц2178 Fiber Optic Splice CasBipin Kumar YadavОценок пока нет
- 14 X 28 Extra-Flow Product Data Sheet: Cartridge CharacteristicsДокумент2 страницы14 X 28 Extra-Flow Product Data Sheet: Cartridge CharacteristicsDmitry BОценок пока нет
- PLATE (4239 023 21830) : Outside Dimensions (CM) Quantities (PCS) Weights (KG)Документ3 страницыPLATE (4239 023 21830) : Outside Dimensions (CM) Quantities (PCS) Weights (KG)ree_haningОценок пока нет
- Blanc Inverter Sseries Catalogue 12 Oct PDFДокумент6 страницBlanc Inverter Sseries Catalogue 12 Oct PDFDavid Tan Poh TaiОценок пока нет
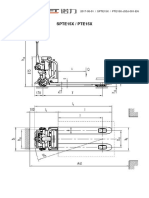
- SPTE15X - PTE15X DatasheetДокумент3 страницыSPTE15X - PTE15X DatasheetLuys HernandezОценок пока нет
- Fanatics: CaraudioДокумент16 страницFanatics: CaraudioddautosoundОценок пока нет
- PFC Caliper CatalogueДокумент34 страницыPFC Caliper Cataloguestefan.vince536Оценок пока нет
- Surround Sound Speakers Z506: Logitech®Документ2 страницыSurround Sound Speakers Z506: Logitech®Juan G CcОценок пока нет
- HW Cot SpecsДокумент1 страницаHW Cot SpecsRonal PaniaguaОценок пока нет
- MK10-02a Packing ListДокумент20 страницMK10-02a Packing ListShureendran Muniandy RajanОценок пока нет
- B-Fv4 Desktops B-FV4: Your Office Assistant - Flexible For All Printing ApplicationsДокумент2 страницыB-Fv4 Desktops B-FV4: Your Office Assistant - Flexible For All Printing ApplicationsIT RSU Universitas Ahmad DahlanОценок пока нет
- HS29serie LennoxДокумент16 страницHS29serie LennoxCarlos SilvaОценок пока нет
- HD 650 D / de / DC Ecopak: Patient Safety 4.0Документ3 страницыHD 650 D / de / DC Ecopak: Patient Safety 4.0amin sudrajatОценок пока нет
- Professional Gaming MouseДокумент2 страницыProfessional Gaming MouseAltered HyenaОценок пока нет
- DNC-50-200-PPV - (Asm - 0)Документ2 страницыDNC-50-200-PPV - (Asm - 0)Chandra NurikoОценок пока нет
- All Sample Costing (Final) 29-12-22Документ47 страницAll Sample Costing (Final) 29-12-22mughalОценок пока нет
- HS-901D Technical Data SheetДокумент4 страницыHS-901D Technical Data SheetAji SetiawanОценок пока нет
- R22 Four-Way Cassette Units: Evaporator CondenserДокумент1 страницаR22 Four-Way Cassette Units: Evaporator CondenserAkeel ClarkeОценок пока нет
- Super Slim Cassette Super Slim Cassette Super Slim CassetteДокумент2 страницыSuper Slim Cassette Super Slim Cassette Super Slim CassetteFelix TámaraОценок пока нет
- 2018 2019 Mega-275-290-Carbon-MY2018 Exploded DiagramДокумент2 страницы2018 2019 Mega-275-290-Carbon-MY2018 Exploded Diagramsvaleev846fОценок пока нет
- 275/290//carbon - Exploded DiagramДокумент2 страницы275/290//carbon - Exploded DiagramNicky KiloОценок пока нет
- XL Gaming Mouse Pad: Cover Your Entire Desktop With Comfort and PerformanceДокумент2 страницыXL Gaming Mouse Pad: Cover Your Entire Desktop With Comfort and Performancevictoros27Оценок пока нет
- Insulation Sheath Xlpe Lead Voltage 127 / 220 / 245 KV Short-CircuitДокумент1 страницаInsulation Sheath Xlpe Lead Voltage 127 / 220 / 245 KV Short-CircuitMena KamelОценок пока нет
- Dasso Introduction - ecoSmartHUBДокумент47 страницDasso Introduction - ecoSmartHUByudis tiraОценок пока нет
- Traceability and security features of Mandev copper coils and tubesДокумент2 страницыTraceability and security features of Mandev copper coils and tubesICOOL systemsОценок пока нет
- Linear Low Density Polyethylene LL318: DescriptionДокумент1 страницаLinear Low Density Polyethylene LL318: DescriptionRoberto De Mesa PОценок пока нет
- Instacradle Technical Specification v2Документ1 страницаInstacradle Technical Specification v2shanОценок пока нет
- AQU4518R9Документ2 страницыAQU4518R9FERREROОценок пока нет
- UpdatedDAYCO Gold Label COMPLETE Product Guide 2022Документ76 страницUpdatedDAYCO Gold Label COMPLETE Product Guide 2022Alexander Daniel Gonzalez AguilarОценок пока нет
- 2X14MMS - 23° - MMS BoqДокумент1 страница2X14MMS - 23° - MMS BoqPrince MittalОценок пока нет
- Carrier FloorceilingДокумент3 страницыCarrier FloorceilingNathaly HernándezОценок пока нет
- The Marmo Method Modelbuilding Guide Series #21: Moving The Consolidated B-36J Peacemaker Photo Reference Gallery, Volume 3От EverandThe Marmo Method Modelbuilding Guide Series #21: Moving The Consolidated B-36J Peacemaker Photo Reference Gallery, Volume 3Оценок пока нет
- Epson Stylus Color 880 Service ManualДокумент179 страницEpson Stylus Color 880 Service ManualIgnazio AmezketaОценок пока нет
- APC 990-1008 Serv ManДокумент54 страницыAPC 990-1008 Serv ManSunil SonavaneОценок пока нет
- Falcon Ce 14 11 2011Документ109 страницFalcon Ce 14 11 2011Gaddy GumbaoОценок пока нет
- Acer TFT-LCD Color Monitor X203H Service GuideДокумент47 страницAcer TFT-LCD Color Monitor X203H Service Guidebinsakluis1808Оценок пока нет
- (Ud5003 ZC) BN68 03703B 02L02 0610Документ71 страница(Ud5003 ZC) BN68 03703B 02L02 0610lucian1961Оценок пока нет
- 9120 Man Eng RevDДокумент28 страниц9120 Man Eng RevDlucian1961Оценок пока нет
- DatasheetДокумент4 страницыDatasheetAbdul MaliqОценок пока нет
- Cooker With Gas Oven and Gas Grill: Instructions For Installation and UseДокумент16 страницCooker With Gas Oven and Gas Grill: Instructions For Installation and Uselucian1961Оценок пока нет
- Aspire 1360 1520Документ142 страницыAspire 1360 1520puglisifrancoОценок пока нет
- Bose Lifestyle 5 Manual Og - Ls5iiДокумент28 страницBose Lifestyle 5 Manual Og - Ls5iila78809Оценок пока нет
- Us 4496395Документ8 страницUs 4496395lucian1961Оценок пока нет
- AvДокумент34 страницыAvlucian1961Оценок пока нет
- AvДокумент34 страницыAvlucian1961Оценок пока нет
- AvДокумент34 страницыAvlucian1961Оценок пока нет
- Dual-Phase, Quick-PWM Controllers For IMVP-IV CPU Core Power SuppliesДокумент45 страницDual-Phase, Quick-PWM Controllers For IMVP-IV CPU Core Power Supplieslucian1961Оценок пока нет
- 24 LC 16 BДокумент12 страниц24 LC 16 BAnonymous UxrPsIVОценок пока нет
- Config Modem HuaweiДокумент23 страницыConfig Modem Huaweilucian1961Оценок пока нет
- Windows CMDДокумент12 страницWindows CMDlucian1961Оценок пока нет
- Power FactorДокумент9 страницPower Factorlucian1961Оценок пока нет
- Analog Input ModuleДокумент2 страницыAnalog Input Modulelucian1961Оценок пока нет
- 16 ARP CommandДокумент14 страниц16 ARP Commandlucian1961Оценок пока нет
- Smart ProtocolДокумент8 страницSmart Protocollucian1961Оценок пока нет
- Aspire One Service GuideДокумент174 страницыAspire One Service Guidelaughinboy2860100% (1)
- Megometru FlukeДокумент36 страницMegometru Flukelucian1961Оценок пока нет
- RMLL Kernen Home Brew IPTV v2 OptimisedДокумент51 страницаRMLL Kernen Home Brew IPTV v2 Optimisedmario74mОценок пока нет
- 2 Equivalent Circuits of Power TransformersДокумент56 страниц2 Equivalent Circuits of Power TransformersShahzad BhattiОценок пока нет
- Advance Elevator SystemДокумент16 страницAdvance Elevator SystemAyeshaОценок пока нет
- Lorenz NumberДокумент25 страницLorenz NumberArum AnggrahiniОценок пока нет
- High Performance CMOS 5 X 7 Alphanumeric Displays: Technical DataДокумент17 страницHigh Performance CMOS 5 X 7 Alphanumeric Displays: Technical DatajhonnyОценок пока нет
- Hot Rod III Deluxe and DeVille - Gamp - ManualДокумент28 страницHot Rod III Deluxe and DeVille - Gamp - Manuala personОценок пока нет
- Is 15652Документ3 страницыIs 15652IshanОценок пока нет
- AMTL 3HP DOL StarterДокумент8 страницAMTL 3HP DOL StarterAnonymous o8XgyS1Оценок пока нет
- Astrology KannadaДокумент1 страницаAstrology KannadaAditya SinghОценок пока нет
- Watts User Guide TD Central Unit Wifi 2019 09 Ttl2Документ240 страницWatts User Guide TD Central Unit Wifi 2019 09 Ttl2Francesco PansaОценок пока нет
- NEC SpectraView II Users GuideДокумент455 страницNEC SpectraView II Users Guidelistro0Оценок пока нет
- Lec01 Verilog Combinational Circuits Design 2022 SpringДокумент64 страницыLec01 Verilog Combinational Circuits Design 2022 Springyanjia8161100Оценок пока нет
- Piezo SwitchesДокумент11 страницPiezo Switchesh2odavidОценок пока нет
- Rotary Blower Discharge Silencer GuideДокумент4 страницыRotary Blower Discharge Silencer Guidehk168Оценок пока нет
- 18-Channel Smart Lowside Switch TLE6244X: Application NoteДокумент26 страниц18-Channel Smart Lowside Switch TLE6244X: Application Notemebarki aberraoufОценок пока нет
- MSX Red BookДокумент194 страницыMSX Red BookCarlyle ZamithОценок пока нет
- MIET-IV Annexure Offers Computer Hardware, Office Admin CoursesДокумент4 страницыMIET-IV Annexure Offers Computer Hardware, Office Admin CoursesHiral SavaliyaОценок пока нет
- cbhf2 NaДокумент8 страницcbhf2 NaStefan CorjucОценок пока нет
- Inamics: SINAMICS S120 - News March 2007Документ33 страницыInamics: SINAMICS S120 - News March 2007mfonseca31Оценок пока нет
- Urc 7550Документ40 страницUrc 7550Jean HamiltonОценок пока нет
- Gallien Krueger Mb150s 150e Service ManualДокумент21 страницаGallien Krueger Mb150s 150e Service Manualmichael brahemschaОценок пока нет
- Unit-5: Semiconductor Memories and Programmable Logic DevicesДокумент45 страницUnit-5: Semiconductor Memories and Programmable Logic DevicesRidham chitreОценок пока нет
- Acom 1010Документ20 страницAcom 1010Carlos Henrique MonteiroОценок пока нет
- Design of Power Electronic Converters: Prof. Shabari NathДокумент843 страницыDesign of Power Electronic Converters: Prof. Shabari NathDianeОценок пока нет
- Option M14 IO Extension Card 4 Relay Outputs 4189340682 UKДокумент8 страницOption M14 IO Extension Card 4 Relay Outputs 4189340682 UKAung MhОценок пока нет
- Panasonic Ag dvx100 Ag Dvx100be Manual Do UtilizadorДокумент12 страницPanasonic Ag dvx100 Ag Dvx100be Manual Do UtilizadorAnderson Assis MansanoОценок пока нет
- Spécifications Behringer+000+b0p01+Ppa200Документ1 страницаSpécifications Behringer+000+b0p01+Ppa200ZubОценок пока нет