Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- WEG 15 2017 Standard Stock Catalog DC Motors and Gearmotors Us100 Brochure EnglishДокумент7 страницWEG 15 2017 Standard Stock Catalog DC Motors and Gearmotors Us100 Brochure EnglishMunir BragançaОценок пока нет
- Fire Engine SpecsДокумент432 страницыFire Engine SpecsDarin WateОценок пока нет
- ZW-series: Wheel LoaderДокумент24 страницыZW-series: Wheel LoaderDobrev1111Оценок пока нет
- Braking ECE 13RДокумент278 страницBraking ECE 13RTamilselvanMuruganОценок пока нет
- Auto Trans Service PDFДокумент92 страницыAuto Trans Service PDFwilmer huanga100% (1)
- Maintenance Sim17-200 GB PDFДокумент279 страницMaintenance Sim17-200 GB PDFIvan Dario100% (1)
- 3523R - 35 Ton Heavy Duty Haulage Truck Specifications - BharatBenzДокумент5 страниц3523R - 35 Ton Heavy Duty Haulage Truck Specifications - BharatBenzBalaji RathinavelОценок пока нет
- Eaton Fuller Service ManualДокумент68 страницEaton Fuller Service Manualmohammed mostafa100% (1)
- Unit 1 Lecture NotesДокумент20 страницUnit 1 Lecture Noteskarthick ram selvamОценок пока нет
- FUSO Canter LeafletДокумент6 страницFUSO Canter LeafletComercial AlfaOmega LimitadaОценок пока нет
- PDF Instruction In-Flight Adjustable IvoProp Ultralight Model.Документ5 страницPDF Instruction In-Flight Adjustable IvoProp Ultralight Model.Ben FriskneyОценок пока нет
- VOLVO EC700B LC EC700BLC EXCAVATOR Service Repair Manual PDFДокумент20 страницVOLVO EC700B LC EC700BLC EXCAVATOR Service Repair Manual PDFsekfsekmddde75% (4)
- Us Victory Om Prior2002Документ35 страницUs Victory Om Prior2002RaulAvalosОценок пока нет
- IMU Basic Knowledge English Final 11-03-14Документ102 страницыIMU Basic Knowledge English Final 11-03-14ramchandra rao deshpandeОценок пока нет
- Siemens Loher Flameproof & Special Designed MotorsДокумент21 страницаSiemens Loher Flameproof & Special Designed Motorspokiri100% (1)
- Car Bibles - Automotive Abbreviations - 3 and 4 Letter CodesДокумент13 страницCar Bibles - Automotive Abbreviations - 3 and 4 Letter Codesche tongОценок пока нет
- (A) Parking Pawl (B) Return Spring: Automatic TransmissionДокумент2 страницы(A) Parking Pawl (B) Return Spring: Automatic TransmissionAnton FortovОценок пока нет
- VolvoДокумент5 страницVolvoYahdi Azzuhry100% (1)
- Form Checklist Red Inspection CraneДокумент7 страницForm Checklist Red Inspection CraneJoeArdjoОценок пока нет
- 1996 - 1999 Nissan Pathfinder (R50) Automatic To Manual Transmission Conversion ManualДокумент24 страницы1996 - 1999 Nissan Pathfinder (R50) Automatic To Manual Transmission Conversion ManualLuis Alfonso Ortiz ESpinosaОценок пока нет
- BWM - 0000388 - 01 - PTO OverviewsДокумент14 страницBWM - 0000388 - 01 - PTO OverviewsNoeRtjahya AhmadОценок пока нет
- Astra ADTd30-6x6-INGДокумент6 страницAstra ADTd30-6x6-INGwalasmaya1Оценок пока нет
- Lister Petter Ac-Ad Parts ManualДокумент128 страницLister Petter Ac-Ad Parts Manualwladwolf0% (1)
- Liebherr T282C SpecificationsДокумент22 страницыLiebherr T282C Specificationsbas100% (1)
- If Installing A New Clutch Go To Step 19. 2. Install The Special Tool in A ViseДокумент18 страницIf Installing A New Clutch Go To Step 19. 2. Install The Special Tool in A Viserolly abantoОценок пока нет
- 1986 Anand A Self-Setting Mill - A Simple But Cost Effective InnovationДокумент9 страниц1986 Anand A Self-Setting Mill - A Simple But Cost Effective Innovationamarnath jagirdarОценок пока нет
- Functional Analysis of A Philippine Hand Tractor: Am 783 - Agricultural Machinery DesignДокумент21 страницаFunctional Analysis of A Philippine Hand Tractor: Am 783 - Agricultural Machinery DesignLarry Olipas100% (2)
- PDFДокумент7 страницPDFOvidio RiosОценок пока нет
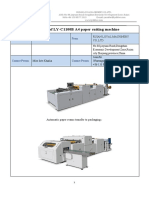
- Devis - Good Quotation For A4 Paper Cutting machine-LOYAL MACHINERY PDFДокумент7 страницDevis - Good Quotation For A4 Paper Cutting machine-LOYAL MACHINERY PDFInes KhailiaОценок пока нет
- MF 2615-4WD (Brosur)Документ2 страницыMF 2615-4WD (Brosur)ayi3xtremistОценок пока нет